
We covered many of [Jason Rollette]’s personal projects in the past and are happy to welcome him as our newest Hack-A-Day contributor.
The electronics industry has shifted to lead free compliance, but most hobbyists haven’t even considered the personal impact of using lead. Today’s How-To will cover what it takes to switch from tin/lead solder to completely lead free. Our previous posts Introduction to soldering and the follow-up still apply to lead free. You may have never considered switching to lead free before, but we hope to help you make an informed decision.
Although the electronics industry has been directly targeted it only accounts for a small percentage of the lead used in manufacturing. The battery industry consumes nearly 80% of manufactured lead. Tire wheel weights also account for a larger percentage.
There are some good reasons for the hobbyist to convert to lead free solder, both personal safety and environmental. Lead poisoning can occur when lead enters the body through inhalation, ingestion or dermal contact such as direct contact to mouth, nose, eyes, and skin lesions. Even if you keep using tin/lead solder, wash your hands before and after you do anything. Most poisoning cases are from lead building up over time. The main environmental issue is lead leaching into drinking water or watersheds when disposed of improperly.

There are many different varieties of lead free solder. Two alloys seem be the most popular: SAC305 contains 96.5% tin, 3% silver, and 0.5% copper and melts at ~217C, SN100 contains 99.3% tin, 0.6% copper, and some nickel and silver and melts at ~228C. Choose whatever alloy and brand you feel is appropriate for you. Compare those alloys to traditional 63% tin and 37% lead melts that melts at ~183C. The higher melting point is part of what makes lead free harder to work with. We use SAC305 with a “no clean” flux core.
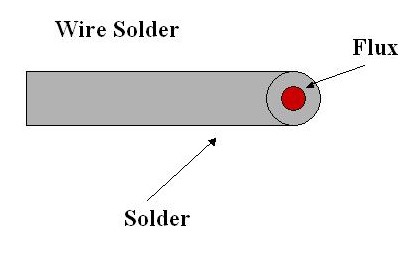
In addition to picking an alloy, you also need to decide on the diameter. We recommend for through hole .032″,.020″ and .015″ for SMT. Choosing the right diameter solder is very important to success. A finished joint viewed from the side should look like a little Hershey’s kiss, not an inflated balloon. The correct diameter solder makes this much easier to control.

A high wattage soldering iron with temperature adjustment is the best choice for precision work. Get a soldering iron with several sizes of replaceable tips for different soldering applications. Having a good iron makes soldering with lead free easier because of the higher melting point. It also helps to keep the dwell time as short as possible reducing damage to components caused by excessive heat.

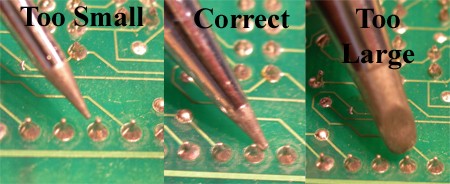
Choosing the correct size tip for the job is perhaps the most important part for a new person learning to solder. Lead-free is less forgiving and the right tip will go a long way in preventing defects.
Using a tip that is too small will take longer, abuse the tip, and will not efficiently transfer heat to the joint. A small tip will seem too cold or too slow.
Using a tip that is too large will damage the circuit board, over heat and damage the parts, and burn off the flux too soon causing a bad joint.
Use tips that are designed for lead-free. Tips designed for lead free will have the longest life. The iron temperature should be set to 700-800F. Do not use pressure to compensate for lack of wetting and heat transfer; this will cause damage to the circuit board. Heat transfer is optimized by providing the best contact area.
Differences from tin/lead soldering
Tin/lead solder should not be mixed with lead free solder because it decreases the strength of the joint. Lead free parts can be used with tin/lead solder. You should try ordering all parts, ICs, resistors, caps, proto boards, etc. lead free even if you are not using lead free solder yet. This will ease the conversion for you in the future. Consumables such as flux and tip cleaner should be certified for lead free soldering. Flux will need to withstand higher temperatures and longer dwell times, and some tip cleaners have tin/lead solder in them that could contaminate the lead free solder joints.

Not all fluxes are capable of sustaining high soldering temperatures. Flux charring, called “black tip syndrome”, occurs when thermally incapable fluxes turn the tip black and make re-tinning nearly impossible. Heat transfer is severely reduced when this happens. Buying compatible flux is key.

As we’ve said many times: you’ll need to set your solder iron slightly higher temperature than you are used to. You will also notice that slightly longer dwell times are needed because of higher melting points. Wetting or spread is also a little slower when compared to tin/lead. The resulting lead free solder joints will appear slightly grainy and dull compared to shiny tin/lead.
The iron must be kept clean and fully coated with the solder alloy, otherwise at the higher temps oxidation can occur. Solder tips will need to be cleaned and tinned more frequently. Use a wet sponge for cleaning and keep your tip tinned by adding a small amount of solder. In general, all tips will have a reduced life when using lead free alloys.
Lead free solder is more prone to solder bridges (shorts). Tin whisker growth is also possible with high tin alloys, but is poorly understood.
The temperatures required make lead free soldering a different experience, but not out of reach. If you can solder with tin/lead solder, you can solder lead free. If you are having problems soldering, maybe some of the tips here will help. Remember, soldering takes practice; solder, desolder, resolder some old circuit boards from computers or consumer electronics before attempting a project. Otherwise you can’t expect a perfect outcome. Knowledge, practice and experience will provide the consistency required for excellent hand soldering results. Please share any experiences you have working lead free.














As the comments show lead free is worthless and more dangerous.
PS: I sell stuff too but claim its RoHS for EU buyers. Not to worried about the UN coming after me.
“As the comments show . . . more dangerous”
Sorry, casual speculation in comments on a blog do not amount to proof. Nice job lying to make a profit, though. Real classy.
I provide quality hardware that is highly respected and reliable. RoHS is NOT sufficient and I refuse to ruin my companies name or the reputation of our products to satisfy requirements set by bureaucrats not experts.
Furthermore the health of my employees is very important to me and my company therefore I will not subject them to the increased toxicity of RoHS solder.
Please cite actual research showing the bad effects of lead solder, versus lead free, mercury in fluorescent bulbs, and the enormous amount of lead in lead acid batteries, that dwarfs all the lead in circuit boards by a huge factor. The facts are the lead itself as a solid is almost zero hazard, while fluxes, solvents etc are the real health and environmental hazard. There is info out there that overall lead free processes may be much WORSE. The initiative to reduce lead in electronics was political, and while lead in paint, gasoline, etc where is put in a form that gets into the environment are indeed very bad, the reduction of lead on circuit boards amounts to less that .01 percent of all the lead in lead acid batteries that never gets recycled. This issue is very odd, with all of the glaring holes like mercury in glass tubes all over still, and the real health and environment problems with the other associated chemicals like flux, compared to the effects on aerospace, medical etc electronics.
I’ve been using lead free solder for over 8 years now. I realized a few years ago the 3% silver solder is the best. It flat out does not whisker. If industry is having problems with whiskers then they are opting for the slightly cheaper 99% tin solder. But I think lead free is actually easier to use once you get used to it. It definitely has a better flow to it and it certainly forms more conductive joints according to resistance tests. This is very critical when working on RF projects and it’s yielded much better results.
oh yeah i hate lead free specially if you doing replace some part, you are taking a risk for your what you doing..becoz i am working as smt technician
I am totally switched over to LFS. I do not have any problems with it. I works just as well as toxic solder. I suggest that people who hate environmentalist and “Dirty Hippies” are proof of the brain damage caused by lead.
Why would you have a problem with it. I am sure your stuff works fine when it goes out the door. I am just private citizen/mechanic. My experience RoHS goes like this. Xbox failed solder joints, anti-lock brake controller failed solder joints, cruise control failed solder joints, wiper motor failed solder joints, transfer case control switch assembly failed solder joints… Are you noticing a pattern?
I use about 10,400 pounds of solder a year. The amount of dross left behind for recycling was a main reason for switching to lead free even in the eyes of the European standard for ROHS. We trade heavily in Europe so we had to change.
Despite the price difference, we have engineered, to perfection, our wave process of application. Yes there are downfalls such as using alcohol based flux instead of the water based flux we used with lead. The disposal fee is higher as well.
http://en.wikipedia.org/wiki/Whisker_(metallurgy)
I built a fuzz box for a guitarist friend and it went wrong. The on/off for this particular device required the jack to be inserted, where the negative battery connection would pass through the jack plug shaft. A fault developed where removal of the jack plug wouldn’t switch of the unit, as intended. I spent a load of time trying to figure it out (I’m not the sharpest tool in the box) A tin wisker had shorted the negative to ground, keeping the unit in it’s ‘on’ state. This wouldn’t have happened with leaded solder. I will avoid using the unleaded stuff in future.
Hi Gemma,
You are using the wrong kind of lead free solder friend.
Like Darron said in his October 4, 2011 post, use the 96% tin and 3% copper and silver lead free. 99% tin has tin whisker problems. Silver doped does not have tin whisker problems.
Hope this helps you out.
Sorry to push my own work, but this article on coping with lead free is still useful, I hate lead free btw- typical eu office based decision. 60/40 is magic and harmless if used with care, lets keep it!! :- “Coping with lead-Free solder” EPE magazine May 2006 http://david.alfa-romeo.eu/elektro/EPE/2004/EPE%202004-05.pdf
… correction, date in that ref was wrong, correct ref is – “Coping with lead-Free solder” EPE magazine May 2004
I also ran into the tin whisker issue, it might be worth mentioning that if the board is conformal coated immediately after testing the whiskering might not occur for the normal lifetime of the product; Epoxy works well and so does polycaprolactone :-)
I also found that more whiskers happen on high potential circuits, ie RFID and HV devices. It seems to be more likely in DC circuits where a constant air discharge is present at nA levels so Geiger counter enthusiasts take note here.
Old post. But I work on “critical” circuits and lead-free garbage isn’t even allowed to be anywhere near what we work on here.
People have A LOT of misinformation and misconceptions of lead in general and leaded solder.
The biggest contributor to lead “contamination” was years of it’s use as an anti-knock / wear protectant in leaded gasoline. all along the worlds highways and roads is tons of the stuff because it doesn’t actually combust, and it’s not water soluble, so it either lays there doing nothing, or it gets washed into watersheds via erosion, which is a far greater problem than lead itself!. And as the article states, most of it anymore is in lead acid batteries and tire balancer weights. So the automotive industry should be getting the blame for all the lead pollution, not the electronics industry.
Metallic, solid lead is pretty much harmless. It can’t really absorb through your skin, you can’t inhale or ingest the stuff unless its dust, which is typically in the form of lead oxide, which is minimal when dealing with solder unless you’re making solder or work in a battery factory. And is easily dealt with by washing your hands, and you should be doing that anyway because the flu is waaaaaaayyyyyyyyyyyyyy more likely to do you harm then lead ever will.
Lead OXIDE is what will make you batshit crazy, bear you children with two heads and make your wine sweet and tasty. Not metallic lead…
People freak out when they see the smoke of soldering and think “OMG – I’m going to get lead poisoning from this crap!” – not true, lead doesn’t combust at soldering temperatures… what you are seeing is the flux burning off, which may contain some nasty chemicals, but no lead.
You see the labels on the solder and flux warning of lead and cancer and reproductive harm, but that is to keep the lawyers happy because – California, where everything can and will kill you – no shit…. Dying cannot be avoided. Sorry!
There are A LOT of retired people around who are perfectly fine, still alive, cancer free and without ‘brain damage” who spent their entire lives soldering 5, if not more, days a week or 30 years or more. I work with a lot of brilliant folks of age who have been at this their entire lives and they are just fine….
The whole “lets get the lead out – freak out” is a knee jerk reaction by politicians who don’t even know what solder is to appease a public who doesn’t know what the hell to believe when there are idiots everywhere telling them misinformation left and right with this idea that you can live forever if you avoid living altogether… In other words, the general public are complete and utter mouth breathing idiots just itching for a reason to freak out over nothing.
Its just like terrorism, people are deathly afraid of terrorists, and that by the way means that the terrorists win, because it’s not only their mission statement, it’s in their title. But you are several times more likely to be strangled to death in your sleep by your own bed sheets… and that is an actual fact. “But my bedsheets are so warm and cuddly, how could they ever hurt me!?” – they are not to be trusted….
You’ll live a lot longer, happier, healther, “brain damage” free life if you stop worrying about stupid stuff that isn’t hurting you, because stress is what’s going to really kill you in the end people.
Lead free solder causes you wayyyyyy more harm that any good that it does. Connections crack under stress that leaded solder laughs at, it forms whiskers which are, like, so hipster, so you know they can’t be trusted to be worth a damn, and MTBF for lead free crap goes all to shit and the stuff ends up in the landfill or in the camp fire of some poor people trying to extract gold, and burning electronics is far more harmful than the lead itself, which AGAIN doesn’t burn or evaporate….
SOoooooo, if you feel good about your asinine use of trouble on a spool, feel free to fight with that crap, I am clinging to my roll of the leaded stuff.
Life’s hard. It’s even harder when you’re stupid – John Wayne.
Excellent comment!
Even later comment (9 years after the article was posted!) but have to say your post is absolute bullshit.
Have you studied the lead contamination problem? No, you haven’t. Politicians haven’t either (directly) – technical people have produced reports used by non-technical people to make decisions.
If your connections crack then you either use the wrong solder, solder the wrong way or have a completely fucked up construction. Electronic solder connections aren’t designed to be load bearing and for normal stresses finding lead-free solder with equivalent mechanical characteristics to SnPb eutectic solder is trivial. But for those few uses where both electrical connections and mechanical load bearing capabilities are needed normal leaded solder isn’t used – the lead content may lead (pun intended) to creep.
Whisker formation is a popular reason to complain about lead free solders. However if you’d be bothered to do some basic research (use google) you’ll find that it is bogus. Really. The reason leaded solder are still used in some areas aren’t because lead free have any real (documented) problems, it’s because it isn’t worth changing anything. The recycling of those components can be handled differently than for mass produced goods, changing anything would lead to a costly analysis of the device and leaded solder is very well characterized reducing potential (_but_ not detected!) problems.
If anything your ranting about terrorism, hipsters etc. indicates that lead may have accumulated in your head…
Wisker formation is bogus? No, unlike the zero research that went into banning lead solder there is a huge amount of research into solder for aerospace applications going back to the 50’s showing the problems with lead free solder. Please cite actual research showing the bad effects of lead solder, versus lead free, mercury in fluorescent bulbs, fluxes and solvents, and the enormous amount of lead in lead acid batteries, that dwarfs all the lead in circuit boards by a huge factor. The facts are the lead itself as a solid is almost zero hazard, while fluxes, solvents etc are the real health and environmental hazard. There is info out there that overall lead free processes may be much WORSE. The initiative to reduce lead in electronics was political, and while lead in paint, gasoline, etc where is put in a form that gets into the environment are indeed very bad, the reduction of lead on circuit boards amounts to less that .01 percent of all the lead in lead acid batteries that never gets recycled. This issue is very odd, with all of the glaring holes like mercury in glass tubes all over still, and the real health and environment problems with the other associated chemicals like flux, compared to the effects on aerospace, medical etc electronics.
No, the aerospace research on solder wiskers goes back to the 50’s, are you just making up your “facts”? Please cite actual research showing the bad effects of lead solder, versus lead free, mercury in fluorescent bulbs, and the enormous amount of lead in lead acid batteries, that dwarfs all the lead in circuit boards by a huge factor. The facts are the lead itself as a solid is almost zero hazard, while fluxes, solvents etc are the real health and environmental hazard. There is info out there that overall lead free processes may be much WORSE. The initiative to reduce lead in electronics was political, and while lead in paint, gasoline, etc where is put in a form that gets into the environment are indeed very bad, the reduction of lead on circuit boards amounts to less that .01 percent of all the lead in lead acid batteries that never gets recycled. This issue is very odd, with all of the glaring holes like mercury in glass tubes all over still, and the real health and environment problems with the other associated chemicals like flux, compared to the effects on aerospace, medical etc electronics.
I learned to solder with lead free, I always thought that i must not have the patience or skill to solder. I could get good joints and tin wires ok but they never looked as good as what the professionals do. Then i used a spool of 60/40 that i had laying around and it was like the fog lifted. Smooth solders that melt in seconds. Need to move a wire, just rewet move and in seconds set firmly. Im sure lead free has it place but not in my toolbox