Silicone is a useful material for many purposes. Traditionally, creating something out of silicone required injection molding. That’s not difficult, but it does require a good bit of setup. As [Formlabs] points out in a recent video, there are at least three other routes to create silicone parts that utilize 3D printing technology that might fit your application better, especially if you only need a few of a particular item. You can see the video below.
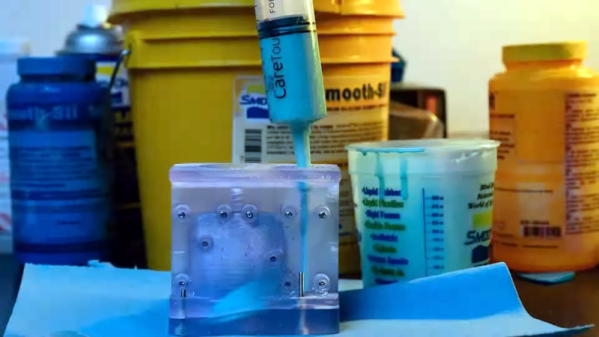
The three methods are either printing silicone directly, printing a mold, casting silicone, or using high-performance elastomers, which are very silicone-like. Of course, as you might expect, some of this is aimed at prompting some of [Formlab’s] products, like a new silicone resin, and you can’t blame them for that.