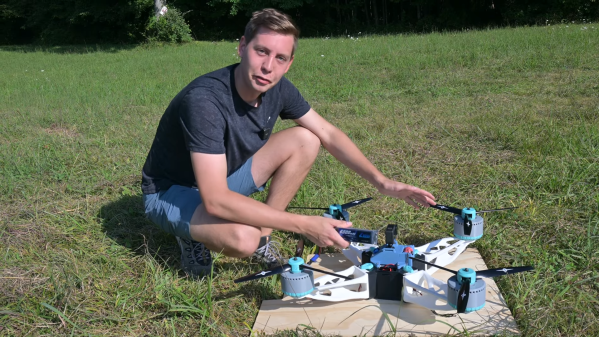
You can readily buy all kinds of quadcopters off the shelf these days, but sometimes it’s more fun to build your own. [Michael Rechtin] did just that, with a hefty design of his own creation.
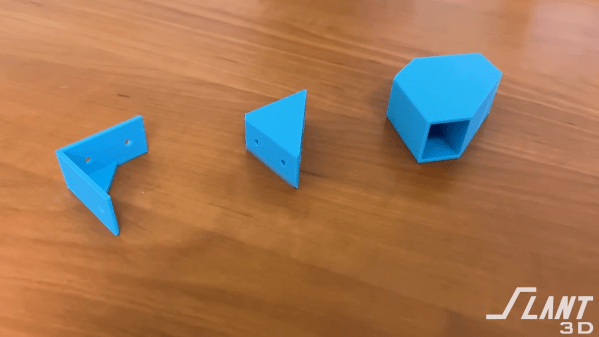
The build is an exploration of all kinds of interesting techniques. The frame itself uses generative design techniques to reduce weight while maintaining strength, while the motors themselves make heavy use of 3D-printed components. The design is modular and much of it slots together, too, and it uses a homebrewed flight controller running dRehmflight. It draws 2.5 kW from its lithium polymer batteries and weighs over 5 kg.
The DIY ethos led to some hurdles, but taught [Michael] plenty along the way. Tuning the PID control loop posed some challenges, as did one of the hand-wound motors being 5% down on thrust. Eventually, though, the quad flew well enough to crash into a rectangular gate, before hitting the ground. Any quad pilot will tell you that these things happen. Drilling into the quad with a battery still inside then led to a fire, which did plenty of further damage.
[Michael’s] quad doesn’t appear to be specifically optimized to any one task, and it’s easy to see many ways in which it could be lightened or otherwise upgraded. However, as a freeform engineering thinking exercise, it’s interesting to watch as he tackles various problems and iteratively improves the design. Video after the break.
Continue reading “Hefty 3D Printed Quadcopter Meets Nasty End”