When your mind’s eye thinks of an ax factory you may envision workers loading blanks into a machine that refines the shape and profile before heading to an annealing furnace. But this is Retrotechtacular, and we’re tickled to feature a look at a different time in manufacturing history. This ax factory tour looks at every step in the manufacturing process at a factory in Oakland, Maine. It was shot on film in 1965 just a few months before the factory shut down. [Peter Vogt] did a great job of shooting and editing the reel, and an equally fine job of converting it to digital so that we can enjoy it on his YouTube channel.
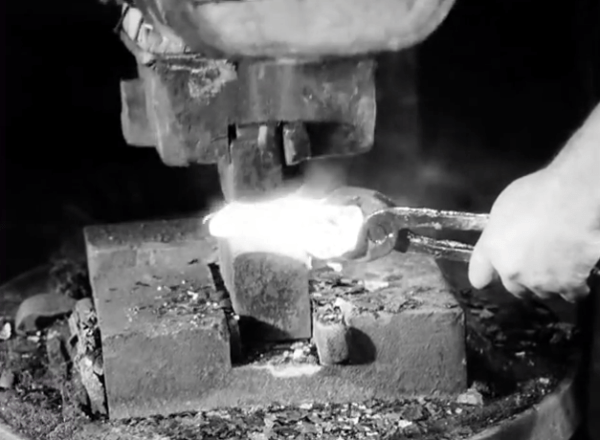
Above you can see the automatic hammer — known as a trip hammer — that is driven by cam action. At this point a lot of work has already been done. Blanks were cut from steel bars by two workers. These were shaped on the trip hammer before being bent in half to create the loop for the ax handle. From there a piece of high-carbon steel was added to form the cutting surface. This brings us to the step above, shaping the two glowing-hot pieces into one.
We don’t want to undermine the level of craftsmanship, and the labor-intensive process shown off here. But we can’t end this write-up without at least mentioning the kitsch that is smoking cigarettes and pipes on the job. At one point a worker actually lights his pipe using a the glowing-hot ax head.
To give you an idea of how this contrasts with modern manufacturing, here’s a How It’s Made episode on axes (although we think whats being made would more appropriately be called hatchets).











