As computing power increases with each new iteration of processors, actual power consumption tends to increase as well. All that waste heat has to go somewhere, and while plenty of us are content to add fans and heat sinks for a passable air-cooled system there are others who prefer a liquid cooling solution of some sort. [Cal] uses a liquid cooler on his system, but when he upgraded his AMD chip to one with double the number of cores he noticed the cooling fans on the radiator were ramping quickly and often. To solve this problem he turned to Python instead of building a new cooling system.
The reason for the rapid and frequent fan cycling was that the only trigger for the cooling fans available on his particular motherboard is CPU temperature. For an air cooled system this might be fine, but a water cooled system with much more thermal mass should be better able to absorb these quick changes in CPU temperature without constantly adjusting fan speed. Using a python script set up to run as a systemd service, the control loop monitors not only the CPU temperature but also the case temperature and the temperature of the coolant, and then preferentially tries to dump heat from the CPU into the thermal mass of the water cooler before much ramping of cooling fans happens.
An additional improvement here is that the fans can run at a much lower speed, reducing dust in the computer case and also reducing noise compared to before the optimizations. The computer now reportedly runs almost silently unless it has been under load for several minutes. The script is specific to this setup but easily could be modified for other computers using liquid cooling, and using Grafana to monitor the changes can easily be done as [Cal] also demonstrates when calibrating and testing the system. On the other hand, if you prefer a more flashy cooling system as a living room centerpiece, we have you covered there as well.
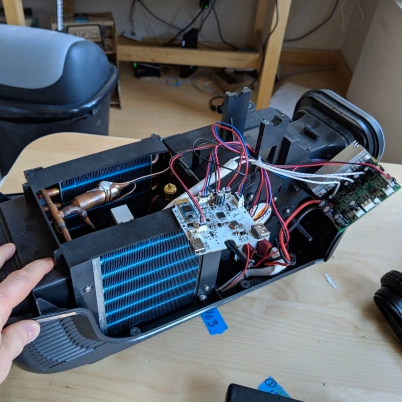
That white PCB is crucial (for running the bluetooth speaker and LED flashlight, that is.)
One way that air conditioners try to stand out is by being quiet, and the bulk of noise comes from the fans and the compressor. One unit (the Haier Serenity) aimed to be the quietest unit possible, but while this effort had mixed results at best it is still interesting to see [Josh] give a tour of the different ways they tried to reduce noise (YouTube, embedded below). Noise-limiting elements include the unusual step of using separate motors for the indoor and outdoor fans, and even little counterweights to ensure they are perfectly balanced, just like wheel weights on automobile tires.
Another notable air conditioner is the Zero Breeze, a portable unit that was the product of a Kickstarter campaign. Features included (either bizarrely or predictably, you be the judge) a bluetooth speaker and an LED flashlight. [Josh] more than half suspected the product would never actually ship, but was pleasantly surprised. Not only did it deliver, it turned out to be a pretty nice design with only a couple of mildly head scratching moments (YouTube, also embedded below).
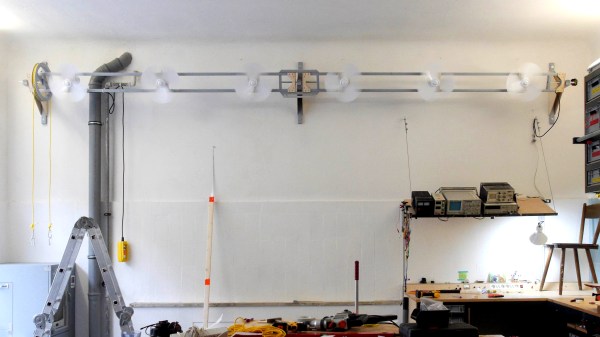
If your workshop has ceilings as high as [Niklas Roy]’s 3.6 meters (11.8 feet), then you’re familiar with his problem. Hot air rises, and there it usually stays until the heat is transferred outdoors. But in the winter time we need that heat indoors and down low. One solution is to install ceiling fans that blow that hot air back down. However, [Niklas] often builds tall things that would collide with those fans. And so he had to hack together some wall hugging fans which will be both high up and out of the way.
Corroded industrial controller
For the fans he’s using six of those ubiquitous standing fans, the ones that normally sit on a post a few feet off the ground and swivel back and forth. Discarding the posts, he mounted the fan bodies to a horizontal wooden frame with a wheel attached to one end, one that he’d made for another project. A rope around the wheel, and hanging down, makes it easy to tilt the fans. For controlling the fans, a friend had given him an old industrial controller, and opening it up, all he saw was corrosion. Cleaning it all out he installed an old Russian 3-position switch from his collection.
In the future he’d like to add a closed-loop control system that would not only turn the fans on and off but also adjusting their speed. For now, however, he reports that it works really well. Check out his page for build photos and more details.
Meanwhile, winter really is coming to these northern latitudes and so here are more hacks to prepare you. For automated shovelling snow, how about an RC controlled 3D printed snow blower. And while you’re snug and warm inside remotely controlling your snow blower, you can still be getting exercise using a DIY bicycle roller. But if you do venture outside, perhaps you’d want to zip around on a dogless dog sleigh.
The good thing about using a server-grade machine as your desktop is having raw computing power at your fingertips. The downside is living next to a machine that sounds like a fleet of quadcopters taking off. Luckily, loud server fans can be replaced with quieter units if you know what you’re doing.
Servers are a breed apart from desktop-grade machines, and are designed around the fact that they’ll be installed in some kind of controlled environment. [Juan] made his Dell PowerEdge T710 tower server a better neighbor by probing the PWM signals to and from the stock Dell fans; he found that the motherboard is happy to just receive a fixed PWM signal that indicates the fans are running at top speed. Knowing this, [Juan] was able to spoof the feedback signal with an ATtiny85 and a single line of code. The noisy fans could then be swapped for desktop-grade fans; even running full-tilt, the new fans are quieter by far and still keep things cool inside.
But what to do with all those extra fans? Why not team them up with some lasers for a musical light show?
Despite tuning my extruder steps perfectly, and getting good results instantly on larger prints. I was still having a ton of trouble with smaller parts. PLA is the favored printing material for its low odor, low warping, and decent material properties. It also has many downside, but it’s biggest, for the end user, lies in its large glass transition temperature range. Like all thermoplastics, it shrinks when it cools, but because of this large range, it stays expanded and, getting deep into my reserve of technical terms, bendy for a long time. If you don’t cool it, the plastic will pile up in its expanded state and deform.
The old cooling fan on my trusty and thoroughly battered Prusa i2.
I am working on a project that needs a tiny part, pictured above. The part on the left is what I was getting with my current cooling set-up and temperature settings. It had very little semblance with the CAD file that brought it into this world.
The bond between layers in a 3d print occurs when the plastic has freshly left the nozzle at its melting point. Almost immediately after that, the plastic crosses from the liquid state into a glass state, and like pressing two pieces of glass together, no further bonding occurs. This means that in order to get a strong bond between the print layers, the plastic has to have enough thermal mass to melt the plastic below it. Allowing the polymer chains to get cozy and hold hands. Nozzle geometry can help some, by providing a heat source to press and melt the two layer together, but for the most part, the fusing is done by the liquid plastic. This is why large diameter nozzles produce stronger parts.
What I’m getting at is that I like to run my nozzle temperature a little hotter than is exactly needed or even sensible. This tends to produce a better bond and sometimes helps prevent jamming (with a good extruder design). It also reduces accuracy and adds gloopiness. So, my first attempt to fix the problem was to perhaps consider the possibility that I was not 100% right in running my nozzle so hot, and I dropped the temperature as low as I could push it. This produced a more dimensionally accurate part, but a extraordinarily weak one. I experimented with a range of temperatures, but found that all but the lowest produced goopy parts.
After confirming that I could not get a significant return on quality by fine tuning my temperature, I reduced the speed of the nozzle by a large percentage. By reducing the speed I was able to produce the middle of the three printed parts shown in the opening image. Moving the nozzle very slowly gave the ambient air and my old cooling fan plenty of time to cool the part. However, what was previously a five minute part now took twenty minutes to print. A larger part would be a nightmare.
This will do.
So, if I can’t adjust the temperature to get what I want, and I can adjust the speed; this tells me I just need to cool the part better. The glass state of the plastic is useless to me for two reasons. One, as stated before, no bonding occurs. Two, while the plastic remains expanded and bendy, the new layer being put down is being put down in the wrong place. When the plastic shrinks to its final dimension is when I want to place the next layer. Time to solve this the traditional way: overkill.
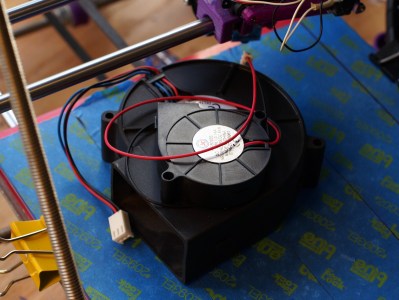
A while back my friend gifted me a little squirrel cage fan he had used with success on his 3d printer. Inspired by this, I had also scrounged a 12v, 1.7A fan from a broken Power Mac G5 power supply. When it spins up I have to be careful that it doesn’t throw itself off the table.
I should have added a rib to this bracket, this fan is heavy!
I printed out mounts for the fans. The big one got attached to the Z axis, and the little one rides behind the extruder. I fired up the gcode from before and started to print, only to find that my nozzle stopped extruding mid way. What? I soon discovered I had so much cooling that my nozzle was dropping below the 160C cold extrusion cut-off point and the firmware was stopping it from damaging itself. My heated bed also could no longer maintain a temperature higher than 59C. At this point I felt I was onto something.
I wrapped my extruder in fiberglass insulation and kapton tape, confidently turned the nozzle temperature up, set the speed to full, and clicked print. With the addition of the overkill cooling I was able to get the part shown to the right in my three example prints. This was full speed and achieved full bond. Not bad! Thus concludes this chapter in my adventures with cooling. I was really impressed by the results. Next I want to try cooling ABS as it prints. Some have reported horrible results, others pretty good ones, I’m interested. I also wonder about cooling the plastic with a liquid at a temperature just below the glass state as it is deposited. Thoughts?
Play your favorite Atari Jaguar games on an FPGA thanks to the work [Gregory Estrade] did to get it running on a Stratix-II board. You can pick up the VHDL and support tools in his repo. If you’re just curious you can watch his demo vid.
Members of Open Space Aarhus — a hackerspace in Risskov, Denmark — have been playing around with a bunch of old server fans. They made a skirtless hovercraft by taping them together and letting them rip. Too bad it can’t carry its own power supply
And finally, here’s a unique chess board you can build by raiding your parts bin. [Tetris Monkey] made the board from the LCD screen of a broken monitor. The playing pieces are salvaged electronics (like big capacitors) against corroded hardware (like nuts and bolts). We think it came out just great!
[TheTwoJ] and his friend built a laptop-form-factor Xbox 360. Their extensively documented process was inspired by [Ben Heckendorn’s] work. The result is a brick when folded up but a good-looking (albeit loud with 8 fans) gaming rig. There’s everything you would expect; LCD screen, integrated WiFi, camera, optical drive, and a full keyboard. These poor saps seem to have spent a portion of their student loan on the build but we understand how easy it is to let your budget get out of hand. They’re trying to recoup through eBay auction.
Take a look at the walk through after the break. If you’ve got the spare dough, you can try your hand at this with our threepartseries on building an Xbox 360 laptop.