[Slant 3D] knows a lot about optimizing 3D prints so that they can be cranked out reliably with minimal need for post-processing, and in this short video he uses a cube as a simple example of how a few design changes can not only optimize for production, but can even hide layer lines pretty effectively.
Just to be perfectly clear, layer lines cannot be eliminated entirely without some kind of post-processing. But [Slant 3D]’s tips sure goes a long way toward making a part lose that obvious 3D-printed “look”. They also dovetail nicely with advice on how to optimize cranking out high numbers of parts in a print farm.
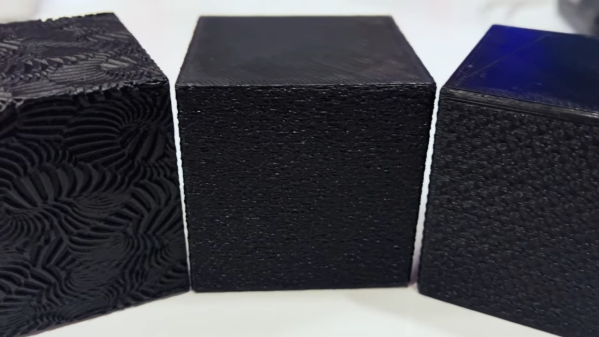
One simple way to avoid visible layer lines is to put some kind of texture onto the part. This can be modeled into the part’s surface, or the slicer software can be used to modify the exterior of the print to add a texture such as a geometric pattern or by applying a fuzzy skin modifier.
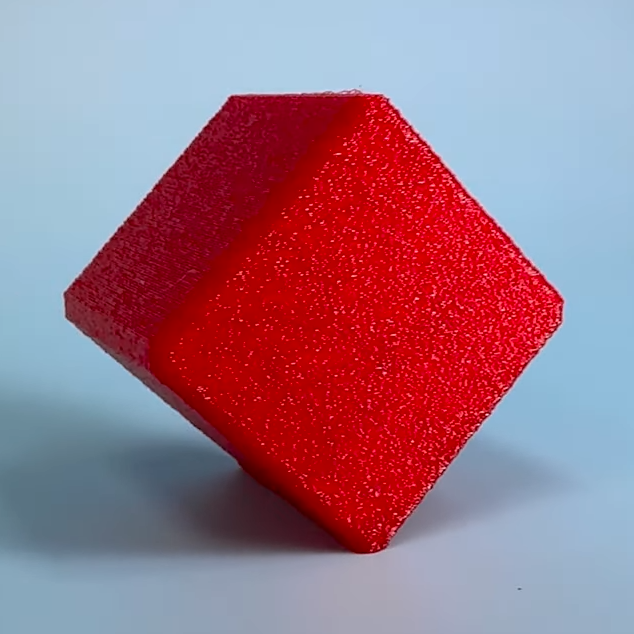
Printing a texture onto the exterior is great, but the outcome can be even further improved by also printing the object in a non-traditional orientation.
Using a cube as an example, printing the cube on a corner has the advantage of putting the layer lines in a different orientation as well as minimizing the contact area on the print bed. This applies the texture across more of the part, and looks less obviously 3D printed in the process. Minimizing bed adhesion also makes parts much easier to remove, which has obvious benefits for production. [Slant 3D] points out that performing these operations on a 3D-printed part is essentially free.
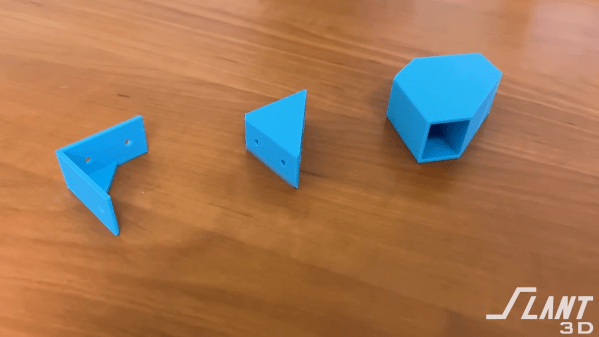
A few other optimizations for production involve rounding sharp corners to optimize tool travel paths, and putting a slight chamfer on the bottom of parts to avoid any elephant foot distortion (Elephant’s foot can be compensated for, but simply putting a slight chamfer on a part is a design change that helps avoid accounting for machine-to-machine variance.)
Even if one has no need to optimize for high production volume, the tips on hiding layer lines with design changes is great advice. Watch it all in action in the short video, embedded below.
Continue reading “Design Tips To Hide Layer Lines In 3D Printed Parts”




![This Herald is in much better condition than my 12/50 was. Philafrenzy [CC BY-SA 4.0]](https://hackaday.com/wp-content/uploads/2017/03/triumph_herald_southgate_london.jpg)

 The way things work right now, you go to the store and pick out a card. You write a personal message inside, lick, stamp, and send it through the mail. The thing is, this card is probably already in a store down the street from your mother. What if you could digitize your handwritten message and have it printed on the card and delivered from a local repository? Take it a step further, assuming that these cards are bulk-printed in one central location and distributed widely, does it save any resources to decentralize the production of the cards and make production local so that the finished goods are not being transported more than 500 miles? And for those skeptics saying that you can’t add a check or cash to the card when done this way… yes you can!
The way things work right now, you go to the store and pick out a card. You write a personal message inside, lick, stamp, and send it through the mail. The thing is, this card is probably already in a store down the street from your mother. What if you could digitize your handwritten message and have it printed on the card and delivered from a local repository? Take it a step further, assuming that these cards are bulk-printed in one central location and distributed widely, does it save any resources to decentralize the production of the cards and make production local so that the finished goods are not being transported more than 500 miles? And for those skeptics saying that you can’t add a check or cash to the card when done this way… yes you can! Standard practice is that the part be ordered from a parts supplier (either by you or by a serviceman). These suppliers keep a stock of common parts which are well documented in a huge library of service manuals for the myriad of home appliances out there. But when you get right down to it, it’s just a little plastic bauble. Let’s assume all of these are made in a single factory in huge production runs that supply both the manufacturer and the legacy parts houses. What if instead of this you could have these parts 3D printed by a business within 500 miles of where they are needed. There are industrial-grade 3D printing techniques that produce parts strong enough to act as a replacement. Where do you come down on resource saving between the two methods?
Standard practice is that the part be ordered from a parts supplier (either by you or by a serviceman). These suppliers keep a stock of common parts which are well documented in a huge library of service manuals for the myriad of home appliances out there. But when you get right down to it, it’s just a little plastic bauble. Let’s assume all of these are made in a single factory in huge production runs that supply both the manufacturer and the legacy parts houses. What if instead of this you could have these parts 3D printed by a business within 500 miles of where they are needed. There are industrial-grade 3D printing techniques that produce parts strong enough to act as a replacement. Where do you come down on resource saving between the two methods?








