
We see a lot of CNC Machines here on Hackaday but not too many of them are lathe-based. [Jim] sent us an email letting us know his dissatisfaction regarding the lack of CNC Lathes and included a link to one of his recent projects, converting a small manual lathe to computer control. This isn’t some ‘slap on some steppers‘ type of project, it’s a full-fledged build capable of tight tolerances and threading.
The project is based on a 7×12 Mini Lathe. There are several brands to choose from and they are almost identical. Check out this comparison. [Jim] started with Homier brand.
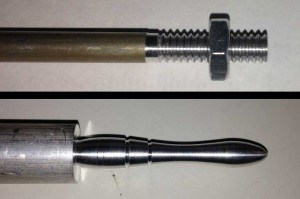
The first thing to get upgraded was not related to the CNC conversion. The 3″ chuck was replaced with a 5″. Changing it over was easy using an adapter plate made for the task. For the X Axis, the stock ways and lead screw were removed and replaced by a THK linear slide. This slide only has 2.5″ of travel and is perfect for this application. The travel being so short allowed the final eBay auction price to be under $40.
Just like the X Axis stock hardware, all of the Z Axis parts were also ditched in favor of another eBay find, a 10mm ball screw and nut. [Jim] had to make his own brackets to mount the motor to the bed and the ball nut to the carriage. The new brackets bolt up to the machine in the same manner the stock parts did making the install a little easier.
The lathe is controlled by an old Pentium 4 computer running Mach3. The step and direction signals exit the computer via parallel port and make their way to a pair of Gecko stepper motor drives. A home-made power supply provides 36vdc for the NEMA23 stepper motors. A Hall Effect sensor is mounted to the spindle and provides spindle speed information back to Mach3 so that it can time the step commands while cutting threads. The end result is a sweet and capable Lathe we are happy to add to the list of CNC Machines featured on Hackaday.














I used to have one of these little lathes and a 5″ chuck is more than I would ever want to spin on that spindly of a spindle. Those THK linears are nice but he should have mounted it upside down so he does not fill it with chips.
I have not ever turned my cnc lathe on in a couple years, I though a CNC lathe would be so much more useful than it is. It turns out its not like a cnc mill which is a whole lot easier to run from the MDI in a pseudo manual mode.
He appears to have a clear plastic cover to the front and rear of the toolpost to prevent chips getting in.
CNC lathes don’t have the tool turned upside down keep chips flying in your face(they are already enclosed) but rather to aid in chip evacuation so they can cut more quickly and efficiently.
I built a Cnc lathe like this a decade ago. I started selling my design a few years ago. But, I hide all the changed drive components under the cross slide.
Mine is also a complete overhaul, also not a slap on.
See http://www.gunhead.com I’m on to version 3!
Cabe
Definitely one to bookmark as I have one of those lathes and I’m into CNC (mill, printer, laser). I don’t think I can really justify a conversion though, even in my worst tool lust moments. Manual seems to be good enough for now. Also, he managed to get the parts for an absolute bargain. A quick eBay shows prices about 10x what he paid for that THK stuff.
@Cabe – your site seems to be down. The HaD effect?
That is strange Ox… try http://www.gunhead.com now!
Our V3 CNC lathe is on its way.
Cabe
Still shows “ipower web hosting site unavailable” for me. Maybe you’ve got a cached version?
I might of got a little lucky on the linear slide but I do see another one selling for $75 on eBay now. I found that on eBay almost 2 years ago. The longer THK ballscrew was purchased for $115. That was a buy it now price on eBay. There are so much high quality linear components on eBay that if you keep searching long enough you will get great deals. I’ve bought longer higher quality NSK ballscrews cheaper than that before.
Jimf
http://www.embeddedtronics.com
You’re feeding my addiction, Jimf! I shall keep an eye on eBay. There may not be quite so many bargains here in the UK though and shipping from the US isn’t really practical.
Thanks for submitting your build. I have a 1970 Craftsman 7″ bench lathe which I am considering upgrading to CNC. It’s a beast but has seen so much use the manual dials are in a sad state with a bit more play than I could wish for. The lead screw cam is also worn out, so I’m in for serious work to get it really serviceable again anyway.
Hey Jimf, Would you happen to have a Part number on the KR26 Linear Cross slide you used….I happen to really like your design and think it would help and save me lots of time and money..DBC
I know.. I tried to get my lathe on hack a day 8 years ago. No dice.
Eight years? You might want to try again…
Lol, if we had access to a lather we wouldn’t be limited to ‘slap on some steppers‘ type projects.
Those considering a conversion should also look into EMC, or LinuxCNC as it’s now called. I much prefer it to Mach3.
Mach 3 Licensed to Kin Fong…
Trevor,
My very first CNC mill conversion used EMC. We were having some issues with it and I convinced my brother to purchase MACH3 when they had some kind of sale going on. That was a few years ago. I haven’t looked at EMC/linuxcnc since then. Mach3 has some problems too but overall it does work good enough for me. I may have to revisit linuxcnc again one day.
Jimf
http://www.embeddedtronics.com
I just do not understand, how can Mach do proper thread cutting, as it requires spindle synchronized movements and AFAIK it by default requires running controller in realtime, which is not possible with windows.
This is where I see LinuxCNC to be superior – it is running on real-time patched OS.
MACH3 does run in real time (at least good enough real time), I believe it has some tricked out kernel driver timer interrupt
windows app running in realtime? link or it did not happen…
Mach3 uses the spindle pulse to determine the spindle speed – and hence the traversal speed. If the cutting load causes the spindle to slow down, then you are in trouble. For threading on a lathe it is usually fine. Tapping in a mill with a fixed tapping head usually won’t work.
I often think I want an incredibly simple CNC lathe conversion. And by that I mean that I am sorta capable of turning the handles to get what I want – if only I was more precise. So what I always think about is something that can interface to a lathe (or mill) without much, if any, modification. It would turn the controls, either via belts or another interface. It would need a DRO for positioning.
All the conversions I see are too complicated and expensive. In most cases the rule of thumb is simply to buy a used CNC machine that was designed to be a CNC machine.
One downside to many conversions is they interfere with manual operation of the machine. Most of us lathe owners enjoy using our lathes and we do not want fully automatic machines.
I have yet to understand, where is a problem to add 2 MPGs to jog X and Z axes respectively and use your cnc lathe just as if it was manual machine. Plus you automatically have DRO on screen.
There are several serious conceptual differences between manual and cnc machine, which remain unsolved with such a “light” conversion, these are just 2 most important:
1) backlash: in manual machine operator is doing lots of measurements to check actual dimensions of part and doing repeated passes, especially when tight tolerances have to be achieved; I do not see a way to do that in cnc controlled machine, so I do not see a way to do precise machining with such a conversion;
2) home switches: if you want repeatability between power on/off cycles, one of the first things is precise home switches and they have to be implemented somewhere – adding mounts and wires is the main part.
Viesturs,
To answer your question to #1, the thk linear slide I am using has minimal backlash. The THK spec sheet list it as .0004″ maximum. I can’t really measure any with my brown sharpe .00005″ dial indicator. I don’t worry about it since the entire machine probably flexes more than that anyway. It’s much better than the stock leadscrew so I’m happy. The parts I’ve made so far has been within .002″ without even trying to hard, which is good enough for me. Hardly anything I make needs to be that precise anyway. If I’m within .005″ I’m good. If it’s for a bearing shaft , I usually take some sandpaper and sneak up to the correct diameter for a perfect fit. Pretty easy to do. The lathe isn’t perfect but it works good enough. Just have to keeps things in perspective.
#2. I plan to put limit/home switches just for safety but none of my 5 cnc machines have them yet. It’s just not really required for the one off parts that I do. I’m not doing any kind of production. I use my cnc machines to make stuff for my hobbies. Maybe a little bit lazy to install them but I’m usually working on my next CNC project to really worry about installing limit switches. Machines work perfectly fine as is. There is only so much free time that I have between work and family.
Jimf, those 2 remarks were targeted at comment by Smorges Borges about “light” conversion.
Jogging with a switch can be incredibly useful – especially when you can jog by a specific distance. However, for many lathe users it is not a substitute for manual controls. Some things can just be done quicker and better with real analog controls.
On my mill I use a Microsoft USB game pad to jog the axes around. Pretty useful for quick manual work when I don’t need to write gcode program. Most of the time it’s quicker that way to square up the stock before letting Mach3 take over. I need to pick up a couple more for the gantry and lathe. Keyboard cursor control is ok but you always end up getting chips stuck in the keys which need to be vacuumed out regularly.
Jimf
If you are looking for something short of full CNC have a look at http://autoartisans.com/ELS/ It is an open source GPL licensed project that controls the lead screw, and if you wish the cross slide, using steppers. It allows threading, and pretty much anything you can do with a manual lathe and is simpler to run than a CNC.
I can understand Jim’s frustration about the lack of CNC Lathes. How cool is it that he is building his own! If he’s finding a use for it, there’s got to be other people who would find it useful too. If he does a good enough job, it could be a great tool to have. I hope it goes well for him!
As per the blog initially, you mentioned Jim who wasn’t satisfied with the end product, and at the end of the blog, you have said that you were happy with the result. Is the CNC lathe you made based on Jim’s machine?