Yup, we can hear a crowd full of “not-a-hack” loading their cannons as we speak, but this machine has a special place in the community. For years, the Taig milling machine has remained the go-to micro mill for the light-duty home machine shop. These machines tend to be adorned and hacked to higher standards, possibly because the community that owns these tools tends to enjoy machining for machining’s sake–or possibly because every single component of the mill is available as a replacement part online. For many, this machine has been a starting point to making chips at home. (In fact, Other Machine Co’s CTO, Mike Estee, began his adventure into machining with a Taig.)
For years, Taig has sold their machines with a leadscrew and a brass nut that could be tensioned to cut down the backlash. Backlash still remains an issue for the pickiest machinists, though; so, at long last, Taig has released a backlash-free ball-screw variant in two incarnations: an all-in-one machine pre-fitted with ballscrews and an upgrade kit for customers that already decorated their garage with the lead-screw model.
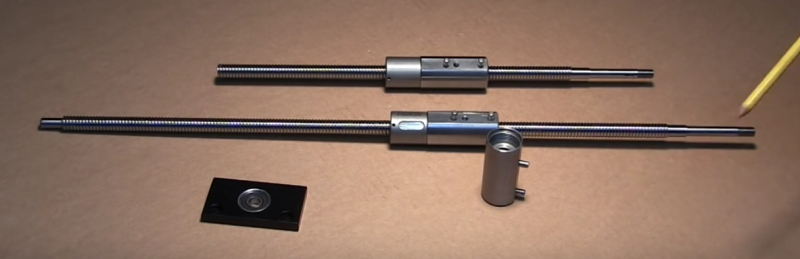
In the clip below [John] takes us on a tour of the challenges involved in cramming 3, 12-mm ballscrews into the original topology. As we’d expect, a few glorious chunks of metal have been carved away to make space for the slightly-larger ballnut. Despite the cuts, the build is tidy enough to fool us all into thinking that ballscrews landed in the original design from the start.
Confused why ballscrews are such a giant leap from leadscrews? Lend your eyes and ears a few moment to take in [Al]’s overview on the subject.














Am I reading correctly that the ball screw upgrade adds $639 to the cost of the machine?! (2019CR-ER $1211, 5019CR-ER $1850)
Ah, I see now. They’re made of an alloy of platinum and unobtainium. Think I’ll wait for the ¥30 versions from AliExpress, composed of recycled e-waste of dubious provenance.
But seriously, what’s with the cost?
I own a Taig with the over-sized bed and after-market trunnion Table kit, and don’t understand how a ball-screw is an improvement. If you look at the amount of grit that comes off a high-speed 1mm end mill – I can imagine it mixing with the oil and regularly jamming the recirculating ball channel. Was that Y-axis aluminium now? Please tell us it’s still a decent steel… don’t go China 6040 CNC quality on us man.. =(
Maybe adding factory mounts for magnetic proximity limit/home axis switches would be a better place to start (an EMC scripted precision auto touch-off pad for tool changes would be a miracle OEM feature).
The older Taig CNC mills work for small projects if and only if:
1. you set a consistent direction for finishing passes in the CAM pre-processor to mitigate backlash (EMC2 can do this on the fly if I recall)
2. use the longest high-torque steppers you can buy, and don’t be tempted to go above half step modes. This will determine how fast the machine can travel to the same position (assuming you actually oil the screws regularly… a Gravity Drip Feed Oiler is about as cheap as it gets).
3. use an after-market standard LPT based step+dir port driver (5-axis china driver kits are about $60), as the cheesy modern g-code based translators are not appropriate for actual CNC (a RAMPS board is great for 3D printers, but it is not an easy out for cutting spline paths etc.) Learn EMC2, even if you have solidworks and the widows CAM driver apps…. you won’t understand why for the first year.
4. don’t expect a larger fly cutter to behave itself, and check the run-out on a machine you intend to buy (a replacement bearing with ER16 spindle assembly is only about $130)
5. small bits cut slow, and will likely snap long before you achieve the maximum feed rate of the machine.
6. Sulphur free lubes only, and detergent free oils. (your bearings should outlast you)
I’ll bet if you did a blog on this subject it would be very popular.
This has been documented many times before, but the people who added aluminium parts to a formally great little machine should be fired.
Its actually really tempting to start a Rep-Rap style Wiki project for precision CNC mills, but group-think engineering rarely mixes with reality very well. The LinuxCNC folks have done a rather good job of maintaining quality resources over the years.
“There are two mistakes one can make along the road to truth…not going all the way, and not starting.”
(Prince Gautama Siddharta)
I see the ball screw upgrade as a huge improvement because climb milling was very difficult to implement and yield good surface finish because of the backlash caused by the leadscrews, even after getting the adjustable nuts to sub thousandth of an inch back lash, climb milling would still “pull” the table along ahead of where the lead screw positioned it.
The Y-axis box way retainer and the x-y saddle on the Taig have been made of aluminum for more than half a decade, the x-y saddle is hard anodized though because it rides on steel box ways, it also has removable steel dove tail attachments for the x-axis to ride on.
The Taig mill still has the least expensive “good” spindle by at least order of magnitude I can find, I use the taig spindle cartridge on a much larger ~600lb mill I made because I measure 1-2 ten thousandths of an inch of runout within the spindle taper and also about half an inch below the ER nut on an endmill shank. It really helps out with tool life when running tools <1/8" in diameter.
@Paul Bair
I am disappointed in Taig viral marketing a China Aluminium toy as a tool…
They get a golden-dog-shit award until they stop drinking on the job.
Climb milling on any machinery you actually want long working life out of is a sin. It is the number one reason shops dump their machines, as some kid gets impatient when the supervisors backs are turned.
“Explanations exist; they have existed for all time; there is always a well-known solution to every human problem — neat, plausible, and wrong.” ( H. L. Mencken )
Each TAIG ER spindle is ground on its own bearings. The owner of the company checks each and every one.
John is completely correct, the taig ER16 spindle has a specified runout of no more than .0002 and I have checked mine with a Mitutoyo high end indicator and my 2019ER CR mill easily meets that.
Slightly OT, but I never understood this “not a hack” thing. Nobody promised that everything would be a hack. What is kind of promised on the tin though, is one hack per day, and I believe that promise is more than fulfilled. IMO most of HAD articles and columns are interesting and relevant to subject.
People visit for hack-a-day… not spam-a-day or click-bait-a-day.
Subject scope limited websites hold a specific demographics attention, but there are literally a million other websites that offer general reading topics (and ecosystems of content aggregate sites similar to hackaday). If the administrators begin fragmenting the subject matter, than the site will eventually become indistinguishable from AOL.
People with low-self-esteem will also troll with “not-a-hack” to belittle other peoples accomplishments.
The other 90% of site visitors will remain mute – and never tell the site owners they broke a social taboo.
See social network monetization fantasy for a better description….
Usually the “not a hack” articles are either blatant advertising or trivial, such as “how to use a commercial PLC for its intended purpose”.
Well its a hack as far as I can see, in the sense that its a useful modification. If ‘hack’ is supposed to be non-commercial and mostly electronic, I think that’s a bad definition of the term. Sure; Taig have made this available commercially; but that’s the aim of lots of hackers (see Kickstarter etc). It’s a broad church, and there is plenty for us all to learn. I ‘hacked’ my mill like this long ago. Its a lot bigger, but I learned more about machining, and lots about electronics in building a PSU capable of 80volts at 28 amps, as well as the cpu with switchable drives, an interface and a pendant. That was certainly a hack.If it wasn’t, then someone needs to define the term ‘hack’ accurately.
A hack is either a novel or unorthodox solution to a problem, a clever modification or mis-use of a device, a device or a process that is put to use beyond its original intent or function, a substitute for a proper tool or material, or a (crappy) DIY substitute of a product you could buy off the shelf.
What isn’t a hack is an arts/crafts project, a whole new invention such as a new instrument or tool/process, experimentation and inquiry for learning and gaining information, combining parts that are already designed and intended to go together for any purpose, or generally building or doing something in a way that is already established by other people; making stuff by instruction instead of intuition.
Moreover, a hack is generally something that works due to particular circumstances – such as fixing a broken oil pan with a penny because it happens to fit the hole and is of the same material. If it works just as well all the time, such that you could recommend it to someone else with the same problem, it’s simply a procedure; such as cleaning a coffeemaker with white vinegar – that’s not a hack, that’s just how it’s done.
Going by that description then 90% of the projects on here. None of mine meet that spec, but then I dont have the luxury of space to accumulate things that can then be re-purposed / improved.
I welcome the slightly specialist / unusual posts here, and would similarly be pleased to see industrial projects showcasing the state of the art and/or the current best practice methodologies. Anything to move my unknown-unknowns into known unknowns. Then I have some idea of what to search for to learn more about a topic, otherwise I would not know the topic existed.
90% of what passes as a hack in modern online vernacular just isn’t. It just gets called that because it’s somehow impressive or non-obvious and people now consider the word “hacker” an accolade of some sort.
If I construct a table and a chair out of wood – as it is commonly done – that’s just making stuff. I wouldn’t call myself a furniture hacker, and I would be offended if someone came in and called my table and chair a hack. Yet when it comes to something electronic, or mechanical, or electromechanical, it’s suddenly a hack to wire up a LED to a battery and a switch – not to mention the software “hacks”. When you’re the umpteenth person to flash GRBL to an Arduino, you’re no longer a hacker – perhaps you’re the hobbyist equivalent of a script kiddie.
Hell, I converted my Seig SX2 series for a lot less than that and its got a brushless DC motor. there are also a ton of hacks when you are turning them in to a CNC machine.
They pick nice ball screws and then they just use a generic ball bearing as the support. They have terrible axial load capabilities and will introduce backlash into the system. At least use a 5200 series bearing for a support if you cant use a proper ball screw thrust bearing.
I think you’d be better off using a pair of 7000 series angular bearings and trying to preload them in a DF or DB arrangement. You can achieve this by figuring out their stickout and compensating with a spacer or shims. Most, if not all, 5000 and 3000 series double row angular contact bearings have axial clearance which can show up as play in the system.
Yeah, but a 7000 series bearings are probably more than they want to spend on a cheap little mill like this. Not cheap quality, cheap price. I wouldnt be surprised if the bearing sets cost as much as the screws they bought.
5200’s are not ideal but a lot better than one deep groove radial.
You know its been a while, but I thought it had two v-grooves with a wire spacer to take out end play much like a shim stack in an ACB. Did they change that for the BS version?