If you’ve never heard of the threadless ball screw, which was invented over sixty years ago, [Angus] of Maker’s Muse has a video demonstrating the whole thing, covering its history and showcasing both its strengths and weaknesses. If you like seeing mechanical assemblies in action, give it a watch.
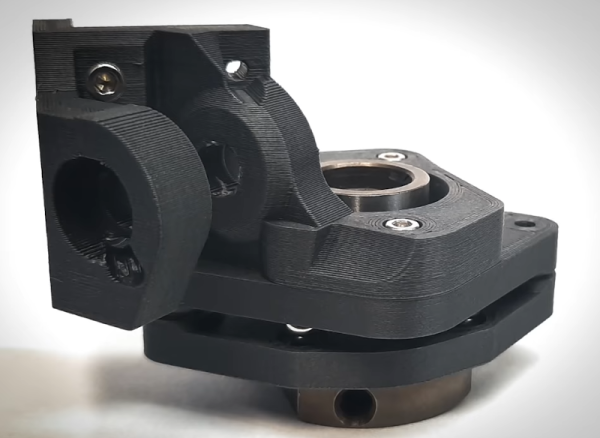
The device — consisting of little more than a smooth rod and three angled ball bearings — is a way to turn rotational motion into linear motion. Not a single belt, thread, or complex mechanical assembly in sight. While a simple nut on a threaded rod can turn rotation into linear motion, those come with their own issues. The threadless ball screw was one effort at finding a better way.
Threadless ball screws never really took off, although they were given some consideration for use in 3D printers back in the RepRap days. Today one can purchase quality CNC components without leaving one’s web browser, but back in the early 2000s things like lead screws and ball screws were rather more specialized, less accessible, and more expensive than they are today. RepRap folks had to make their own solutions. But while the threadless ball screw is a very DIY-friendly design, it was ultimately lacking in performance.
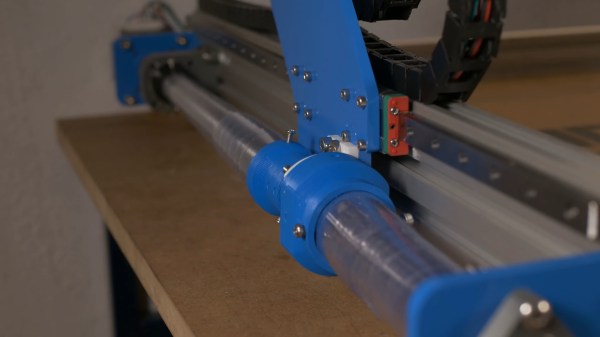
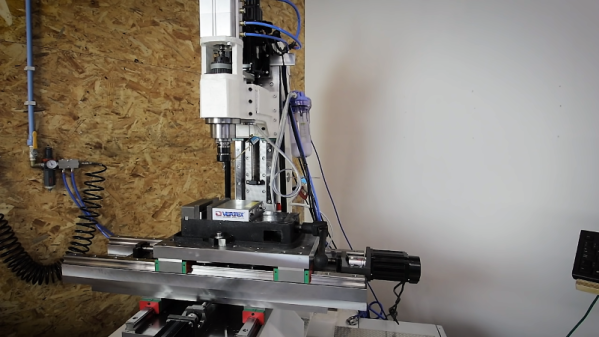
The main problem is they’re just not precise enough for anything like CNC work. [Angus] does some back-and-forth tests with a 3D printed unit that shows serious drift after only a few minutes. Now, he knows perfectly well that his 3D-printed test unit is far from ideal, but the rapidity at which it drifted was still a surprise. Making a carriage with two threadless ball screws — one at each end — performed a lot better, but was ultimately still flawed.
It’s not all bad. There’s zero backlash. They are mechanically simple, remarkably smooth, and utterly quiet. Also, [Angus] discovered that the maximum force this setup can be made to apply is surprisingly significant, and is directly related to the tension on the bearings. That means one can trivially adjust how easily the carriage slips (or doesn’t) just by tightening or loosening the screw holding each bearing.
Sure, they’re not precise. But maybe you don’t need precision. Maybe you just need to move something back and forth in a strong & silent sort of way that can still slip gracefully (and quietly) if something goes awry, like bottoming out an axis. 3D printing makes it pretty easy to whip one up, so maybe there’s still a place for the threadless ball screw.
Continue reading “The Threadless Ball Screw Never Took Off, But Don’t Write It Off”