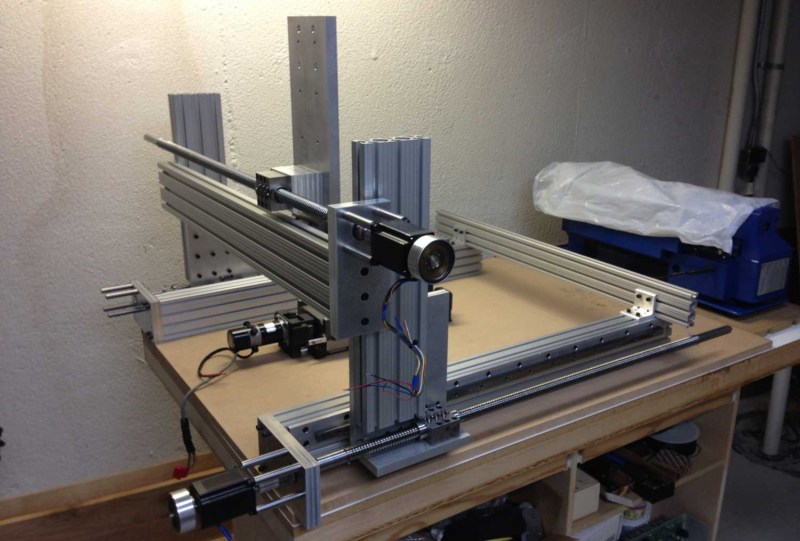
There’s still quite a bit of machining that goes into a CNC mill build of this size. But using 80/20 brand extruded rail optimizes most of the build process into tasks manageable by the average basement hacker. That’s not to say that we think [Jim] is average. He took this mill from start to finish in just two weeks.
He picked up the set of three ball screws on eBay for $180. Two of them drive the X axis with the third moving the cutter assembly along the Y axis. The X axis travels along a set of precision rails instead of precision rods. He machined his own mounting plates to which those are attached. For now he’s not running the motors at full speed because the vibration starts to make the table shake. He may end up bolting the base to the floor once all is said and done.
We see this extruded rail used all over the place. We could highlight some other mill builds or 3d printers, but instead we think you’ll enjoy an extruded rail robotic bass guitar.
Oh, one last thing. We’re not against a bit of pandering. Below you can see the mill cutting out the Hackaday logo:














A bristled door sweep – available at most home improvement stores- would probably work better than the duct tape flaps. One sweep would probably cover the entire perimeter when cut into the appropriate sized lengths.
Ha someone noticed the duct tape!! I couldn’t wait for my 2.2kw water cooled spindle to arrive so I quickly put together the plywood router mount and duct tape flaps to shoot the video for hackaday. When you have a new toy to play around, you just have to make do with what you have in the toolbox.
My new spindle did arrive yesterday. I already started to mill out the 1″ thick aluminum plate for the z axis mount. I’ll take some new video and post them when I finish.
Thanks hackaday!!!
Jim
Embeddedtronics.com
Don’t you have a problem with binding since you are driving only one side of the gantry? Also I have to wonder if you could put an extruder head on it and make a really big 3d printer out of it.
The X-axis is dual ballscrew and stepper motor driven. The ballscrews are mounted on each side of the gantry.
Jim
http://www.embeddetronics.com
So you have two ball screws and two stepper motors? Do you just wire both motors to one channel to keep them in sync or do you do it software?
Many have mounted 3D printer extruder heads to CNC mills/routers. Unless you have a really fast CNC it does takes much longer to print something out. Printing anything large does take a very long time, hours or even days. Having a dedicated high speed 3D printer is my next project. It will be based on the Mendel90 platform using thk and nsk linear rails. I already have most of the parts sitting in a big pile waiting for me to find time to start. My gantry router is to slow to be used as a 3D printer in my opinion. The 3D printer I’m building should move 4-5 times faster with very high acceleration rates.
Jim
Embeddedtronics.com
I use MACH3 cnc control software. It has the ability to drive up to 6 axis via the parallel port. You just configure the software for dual axis and it will drive two stepper motors in sync.
Jim
Embeddedtronics.com
I think mike is getting worse. 80/20 isn’t a brand of extruded rail any more than tap is a brand of water.
I would have to disagree. It is a brand of extrusion, much like Darlex, Robotunits (My personal fav), and Bosh.
http://www.8020.net/
I wish I had a basement/garage to screw around with stuff like this. I’ve had similar parts for a CNC sitting in a corner of my living room for the past 3-4 years. Can’t do a damn thing in an apartment :/ (unless I want to have really pissed off neighbours that is)
your neighbors never have a party, loud music, use a vacuum cleaner, crying kids etc. ?
Part of living in an apartment is that sometimes your neighbors make noise, it goes both ways
Where’s a good source for these rails and parts in the US?
We get ours from John Henry Foster (jhfoster.com – Minnesota). You can have them machine and kit it up for you too (and anodize it after the machining if you want) – I would assume it all has a cost, but it’s available if you don’t have the tools at home, or if you’re using it to build the tools for home.
I wouldn’t be surprised if other vendors in your area provide similar services.
I’ve gotten some rail from Misumi. My first order, they screwed up and sent me the wrong extrusion. I emailed them with pics and they credited my account, didn’t even have to ship it back. Winful.
I’ve bought this kind of stuff from McMaster-Carr a couple of times.
http://www.mcmaster.com/#t-slotted-framing/=nsoclq
http://www.mcmaster.com/#power-transmission/=nsofj0
http://www.mcmaster.com/#linear-motion-guide-rails/=nsogb1
Not sure what brand extrusion they sell (80/20 is indeed a brand, smee), but of course they have all the appropriate and fasteners to go with it. I love using this cheap extruded framing for structures, but the fittings and accessories can break the bank.
I love these projects. I always watch the test runs to see how fast and consistent their cuts are, however this has been done many times and I think it’s time the community gets solid statistics on these machines. It would be nice to find out the repeatability measurement in everyone’s machine. That is a true measure of quality. This makes it easier to determine the actual quality of hobby machines and figure out the best route to take for your particular application. The ideal machine is still a hard concept. Many hobby companies sell them for thousands without any measurements on repeatability. That is any machinist’s most important number. It’s really simple to test too, all you have to do is attach a dial indicator to the head and move it back and forth along the length of the machine. Then place it back in the original position. Don’t get me wrong, this is a great accomplishment, but I think we as a hobby community need to raise the bar. Lets get good numbers instead of good looking cut-outs.
http://youtu.be/IChVVEOkw_4
A quick and dirty video to show how precise the Y-axis goes back to zero. I mounted my best dial indicator to the gantry. The gantry starts at Y0 moves to Y20 back to Y5 a couple of times and then returns to zero position. This is at 250IPM rapid speed. The dial indicator is a Browne Sharpe BestTest .00005″/div. As the video shows it comes pretty close back to zero. No backlash compensation set in MACH3.
Jim
http://www.embeddedtronics.com
Ps I posted this message previous but it didn’t seem to post. Try again…..
When testing industrial robots, the robot is instructed to move from the zero position out to a designated point and back to zero position three times. In each subsequent move, the speed of the robot is increased. The more times you can do this and hit zero the more acurate your machine is.
A little deflection is from the mass is expected and fine in a pick a place environment but not so much in a milling environment.
The test however, will show you just how fast and accurately your machine can move without being under load before it begins to make errors.
http://youtu.be/MWxL7n1M3OY
Satovey,
I repeated the test as you described. The speed starts off at 100ipm, 175ipm and then at 250ipm. As best that I can tell with the dial indicator i used, the axis returns to zero. I ran this test 4 times in a row, each one the same. There is no way this cnc will ever be that accurate under cutting loads. For the projects I will be making, it’s plenty good enough. If I can cut parts within .005″, I will be very happy.
Went to the Detroit Maker Fair today. Saw some great DIY projects. Good time.
I want to build a robot lawnmower, using 40×40 mm t-slot extrusion for the frame.
So HAD is now owned by a new overlord.
I figured spelling,typos and grammar would be fixed.
I quote from the article.
“For now he’s not and of the motors at full speed because the vibration starts to make the table shake. He may end up bolting the base to the floor once all is said and done.”
Does anybody see anything wrong with this?
Can we please have a proofreader that is not drunk at the time of reading?
Thanks, fixed.
Out of curiosity, how would this hold up if one were to use it to mill aluminium?
Hopefully good!!! That was the main reason to build this larger cnc to begin with. To mill out pieces of aluminum that my two other bench cnc mills are to small to handle. I’ve seen alot of YouTube videos of similiar 80/20 and mdf DIY cnc cut aluminum pretty decent. I have no doubt this cnc router can do as good or better. The spindle I will be using is a 2.2kw water cooled spindle with 220v VFD drive. 8000-24000rpm with ER20 collet. That almost 3hp!!!! It’s sitting in my basement waiting for me to wire it all up. I’ll post videos of it cutting aluminum once I get it online.
Jim
Embeddedtronics.com
@Jim
Your write-up says you got the 80/20 stuff via eBay, I take that to mean you hit up their ’80/20 Garage Sale’ store? I freakin LOVE that shop. I’ve never actually bought anything from their normal store, always through that!
Great place to pick up aluminium flat stock, blocks, and bigass sheets for stupidly cheap, too! :D (So long as you buy enough at once for the stacked shipping to make it worthwhile.)
Almost everything was purchased off eBay. You can save around 50% when buying 80/20 from their eBay store. T-nuts were especially cheap in 100 count packs. Although it did take about 6 months of searching eBay to get all the items for this build. When I bought the very last item (gecko servo drive for something like $45) is when I started the build out. One of the first items I found was the nsk linear slide that I used for the z-axis, $130. The best score was the THK SHS30 linear rail new in original box for $55. I love eBay. I’m always looking for cheap linear components for my next project. I decided to make an even larger cnc and scored a almost new pair of 48″ NSK heavy duty linear rails AND matching ground ballscrew/bearings for $250. I can’t even imagine what that must of cost new. Plenty of shorter linear components on eBay but the longer ones are hard to come by cheap. It will take several months to buy every item needed but I am in no hurry. I need to start on my 3D printer anyway.
Jim
Embeddedtronics.com
I get most of my 6061 aluminum bar/sheet from my local metal recycle place. The last time I was there he charged me $1.50 pound. It’s the cheapest way to get raw metal for my projects. I’ve never saw any type of 80/20 extrusion there so I had to get that from eBay.
Jim
Embeddedtronics.com
Hi guis I am a newby in CNC. I can build de hardware with the stepper motors, but, where can I find the software to manage the two x-y stepper motors to draw an image?
Is there a free C code to translate an existing image in to the whole steps that each stepper motor needs?
Thanks!! And sorry for my bad english!
http://youtu.be/nBflI1u3ZDA
It’s been a couple months since my cnc gantry was featured here on hackaday. I finally installed my 2.2kw watered cooled spindle and this is a test cut on 6061 aluminum.
3/16″ hss endmill
30IPM feed rate
12,000rpm spindle speed
.05″ DOC
No problems with cutting aluminum at this feed rate. We’ll see how fast I can push the cnc gantry cutting metal. I have no problems cutting wood at 150ipm, the fastest I tested so far.
Jim
Embeddedtronics.com
any way I could get a parts list and maybe a what you would recomend changing if you were o rebuild another in the future??? I want to build a CNC very similar to this and Im worried that ill miss something little if i try to do it myself TY in advance :)
Will, no parts list or build schematic is available. This is a custom one of a kind cnc with parts bought off eBay. There is only build pictures on my website.
This is a good size desktop cnc but bigger is better so if I could I would get longer x-axis linear rails. Instead of thk sr15 size, I would get the next size up, hsr or sr20 versions. Longer linear rails would mean getting longer ballscrews. This of course would increase the cost. Good high precision ballscrews are expensive even on eBay.
Hello Dear,
Excuse me, i have a close CNC like yours, but unfortunately my x gantry is like slippy or moving if small force acting on it.
Please do you have idea, suggestion or hint will be so appreciated.
Thanks
Best Regards