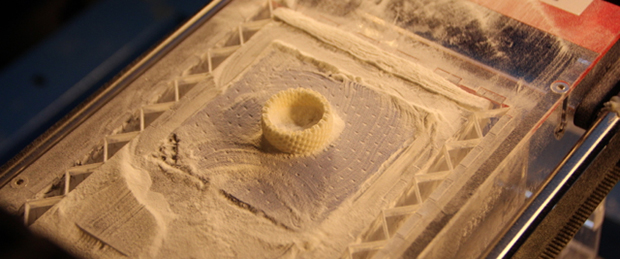
[Andreas Bastian] has been working on a device that turns an off-the-shelf laser cutter into something capable of selective laser sintering of powdered plastics into 3D objects. He’s put in a lot of work, but now he gets to see the fruits of his labor: he’s successfully printed a few objects out of wax and powdered nylon.
Unlike just about every other inexpensive 3D printer, [Andreas]’ design doesn’t rely on either squirting plastic onto a bed or curing liquid resin with UV light. Instead, a fine layer of powder is spread over a build platform and melted with a laser. The melted layer drops down, another layer of powder is applied, and the cycle repeats until the part is finished. It’s a challenge to build one of these machines, but [Andreas] had the great idea of retrofitting an off-the-shelf laser cutter, allowing him to focus on the difficult task of designing the powder and piston system.
It’s an extremely interesting project, and most of the custom parts are made from laser cut acrylic: easily cut to size on whatever laser cutter you’re retrofitting with 3D printing capability. There’s a lot of info over on the Wiki, and a few videos showing the sintering process and powder distribution below.
Oh. One last note. [Andreas] developed this while at [Jordan Miller]’s amazing lab at Rice University. There’s a lot of interesting things happening at this Advanced Manufacturing Research Institute, including bioprinting, DLP resin printers, and using inkjets for cell cultures. Check out this post for a great talk at the Midwest RepRap Festival.














Now this, is pretty awesome! So many spaces already have half a printer for engaging ;) Especially with the usage of Taulman nylon. usable parts! Though, the speed is expectedly slow.
Drop in for a Universal/Epilog/Lasersaurus possible?
If you’re not too fussy about resolution there is http://candyfab.org/.
Sugar and a heat gun.
They appear to have have lost interest (again).
I have seen a couple of people do sugar & a laser. The main difficulty with SLS is when you melt the sugar/plastic/metal/whatever powder the little molten blob tends to wander off a little bit in a random direction, making straight lines not-quite-straight.
Cool, but probably putting a lot of strain in the XY table. For fast (or even faster) beam movements, all machines use galvanic mirror assemblies. I wonder if, at very low power, one could use a Peachy printer hardware as output for the laser. (you would need a beam collimator before all the mirror setup, tough)
Even a galvo will be slow.
Looks like they’re doing vectors for the edges (fine detail) and then de-focussing the laser (dropping the Z stage) to get a wider beam to fill in the rest.
You can’t really collimate a CO2 laser beam in a way that would be needed, it just doesn’t have the necessary quality…(there’s a good reason why all SLS machines use YAG lasers)
Also, galvos can operate in raster scan mode, which even with slow galvos would be orders of magnitude faster…
Plenty of SLS machines use CO2. You only need YAG if you are sintering metal powder. In theory YAG can give finer detail, in practice not so much.
Either is better than a heat gun though.
http://igg.me/at/minilaser/ If anyone has a use for it, I am doing the opposite (3d printer into laser cutter), already shipped a few, will opensource if the indiegogo goes through. Yet another thing I submitted to HaD and was ignored.
I wonder if openSLS would work with my system actually, it’d let a printer work with wax and so on.
What can I do about my work being consistently ignored by HaD staff? Seriously, do you guys have a vendetta against me? If so, please let me know so that we may try to de-escalate the situation!
Looks like it’s posted on HaD already: http://hackaday.com/2014/06/02/the-laser-cutter-attachment-for-a-3d-printer/
Good luck on your campaign man :)
If you want to go the other way around, check out the L-CHEAPO:
http://igg.me/at/minilaser/
As a beta tester for it, I can definitely vouch for it being quite solid.
I want to build one myself.
I’m kinda disappointed with the videos. It’s got an interminable 2 minutes of the head going back and forth, and it ends with the same image we saw when it started. I want to see them finish one and unload it.
I think the difficulty with these sort of machines is the scanning speed – admittedly I never thought on doing a vector path for each layer, since most SLS machines I’ve seen are based on raster scanning, but it’s still pretty slow.
Might it be possible to use a spinning mirror scanner to at least do a “stripe” of say a few cm wide which can be “painted” across the surface, rather than having to use a single focussed laser spot? (Does that make sense?)
There’s problems with getting a flat focal plane (this is solved in commercial machines with fancy things called f-theta lenses, which produce a flat focal plane regardless of the deflected beam position. However, an f-theta lens in zinc selenide is $$$$).
Rotating mirror assemblies also require fancy optics (to keep the beam in focus throughout the entire scanline), that would be expensive :P
Also, the beam quality of a typical CO2 laser is crap…
Lol, a laser snob (who doesn’t actually own any gear, of course).