There’s a lot of little things that can go wrong before you get great results out of a process. We like to read build logs to learn from the mistakes made. [Marc Liyanage] bought a Nomad CNC machine from Carbide3d, and after a bit of learning has gotten some very nice PCBs out of it.
The first trip up he encountered was not setting the design rules in EagleCAD to check for gaps too small for his router bit. After he sorted that, and worked around an issue with Carbide not supporting R values for curves; instead opting for IJK, he made a nice TQFP to DIP break out board.
The next board was a more complicated double-sided job. He cleverly had the machine drill two holes all the way through the PCB to give him a space for two alignment pins. Unfortunately this didn’t work out exactly as planned and he had a slight misalignment with some of the via holes. It looked alright and he began assembling. To his dismay, the clearances were off again. It was a bit of deja vu for us.
We’ve made lots of boards on a CNC machine, and can attest to the task’s finicky nature. It’s certainly quicker than the photoresist technique for boards with lots of little holes. It will take someone quite a few tries before they start having more successes than failures, but it’s very rewarding.














“instead opting for IJK”. I found some explanation about that here:
http://www.cnccookbook.com/CCCNCGCodeArcsG02G03.htm
“After he sorted that, and worked around an issue with Carbide not supporting R values for curves; instead opting for IJK, he made a nice TQFP to DIP break out board.”
This sentence still makes little sense. Did he or did he not use IJK?
Perhaps the author meant:
“After he sorted that, and worked around an issue with Carbide not supporting R values for curves; so instead he used IJK [link]. Then it all worked and he made a nice TQFP to DIP break out board.”
I’d very much like to try this.
3000$ cnc, men if i had the money only…
Honestly, for half that you can get a far mechanically superior Taig mini mill with CNC. Download fusion 360, add a beaglebone black, 3 steppers, and a linux cnc shield and you’re golden. http://www.taigtools.com/mmill.html
+1 (SX2 owner)
I also run a Taig with the extended bed.
Bought mine for cheap, upgraded to an ER16 spindle, and re-built the controller out of a 5-axis china CNC board (EMC2 based).
However, I still prefer to buy boards.
;-)
So … custom build a whole CNC system? All the wiring, power supply, connectors, mounts, software setup, etc. This is a whole black hole of its own. There is a reason that there are 2 OtherMills in every single Maker space in the country, even the $2200 price point.
Im looking at getting a CNC mill, mostly for PCB routing, and you can do it for a lot less than $3000.
At the high end there is the Othermill – $2200
A fair step down is the Chinese 3020 / 3040 / 6040 CNC mills staring at $600 – $1200
Next Step down again in price, but maybe not quality is the Cyclone PCB factory – $500 in kit form or much cheaper if you DIY.
Cyclone PCB Factory is very interesting as it is an open source with a 3D printed frame. They have a Bill of Materials for the extra parts so just hit up eBay and then get printing.
I’m really not impressed with the Othermill when compared to a taig, sherline, or even a 3040 mill as far as mechanics go. I actually think it’s pretty awful. The 3040 will probably need a full electronics overhaul and there’s some risk of getting parts that don’t work, but for a cheap general milling machine. If you’re willing to gamble it’s alright.
The cyclone pcb factory is alright, as long as all you ever want to do is okay PCBs.
As long as the Cyclone PCB Factory is an improvement over veroboard I’ll be happy.
I agree, I have a Chinese cnc 3020 with 300w spindle and ball screw threads etc (not the blocks of nylon and a bit of regular thread as some are). For the money it is brilliant, simple to fix and well engineered. The other mill did look a bit plasticy in places.
Another Chinese-ballscrew-3020 owner here – it works just fine for PCB work, for well under a thousand bucks. By all means spend more than that if you wish just be aware it’s throwing money out the window.
$Kilobucks$ = FAIL!
Why is a fail? If he has the money good for him, not fail at all
There’s a carry-over from the free software philosophy that believes if you’re paying for it it’s bad. If it’s not cheap, it’s bad. Which would be alright if physics could be hacked for practically free like computers, but it can’t. Machines cost money. Dealing with higher force and higher precision costs money. Making things in the real world has more cost than just time. It’s law not negotiation:/
I hope I can try this.
just for help you can find this video helpful
http://www.youtube.com/watch?v=9nGtLVOpkVs
I have a custom-built CNC router that doesn’t do such a good job as the Nomad. That said, it works for 10-10 mil routes and spaces, so good enough for my work. Getting the PCB perfectly flat is key. Running at 20,000rpm helped me a lot and got cleaner cuts. Using high quality v-bits is a must. Then make sure to get the PCB-2-Gcode dialed in.
It beats spending $51 for ExpressPCB – mine only cost $2 and a little time.
The big problems with all methods of home PCB fabrication that I have seen so far is their lack of soldermask and their lack of through-hole plating. Given how cheap / fast the prototyping services like OSHPark are – and that they support both and can do 4 layers and so on, I don’t know why anyone would want to do PCB fab at home anymore other than as one of those things you do just to say you can.
That’s completely true. The milling replaces just the etching, which isn’t that bad a process. But it does not help with plated through holes. Which are really necessary, if you do not want to stay stuck with legacy through hole technology and jumper wires.
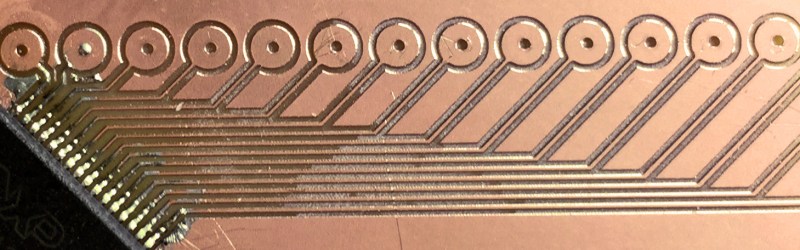
As a CNC programmer, I cannot think of a valid reason to chose R’s over IJK, other than laziness. R values usually produce some amount of weirdness, and can be interpreted differently by various machines and simulators. I also find it amusing that it seems like those circular pads aren’t very circular, nor are the via’s well centered (At least, as photographed. There may be perspective shift)
Other comments:
Two holes is rarely, if ever, enough alignment for precision work. You want at least three, preferably six, and you also want to have a semi-permanent plate (One for each board type, or size really), that on the first iteration, you drill the pin holes into it, and then for every iteration after that, you can line it up on some extra pins on the side (Make a line of them, or some other positive stop pattern. Preferably two pins on each corner to hold the board aligned as you tighten it down. (Be that with a set of cap screws on the edges, a vise, bench dogs or what have you, especially when you don’t have a proper vise (As most of these small CNC’s don’t. Said vices probably weigh as much as the spindle motors, and cost a good chunk as well (An actual Kurt vice probably costs more than the mills most people here use))
Wasteboards, while nice for little things, really aren’t good for any sort of precision, and can’t be relied on as a base for alignment, especially precision stuff. Using an actual plate to mill the PCB’s on (Run the first round slow and careful, to cut clearances for the next few boards) would help with alignment, especially if it itself was never removed from the bed. Otherwise, Dial indicators are your friend (And would be much more useful on say, a more flexible controller that either had jog wheels, or accepted arbitrary MDI input
Great points!
When I used to run a lot of boards in a prototype shop, I had really good luck with two pins. We took two broken 0.125in carbide bits and used the shank as alignment pins. These were generally ground to a high tolerance. Then we simply had the software drill two alignment holes to a close slip fit on those pins (they even chamfer the ends of bits! win!). The CNC we had was pretty fancy so it could manage it. Once it was aligned we used tape to hold it down on the waste board. For the most part we never had a real issue, but I would 100% consider most quick board routing jobs to be a low precision work.
An FYI for people living in Europe and looking for a cheap(ish) CNC…I have bought Proxxon MF 70 CNC-ready mill for 530€ including postage. What you get is cnc with motors and cabling so in order to make it work you have to buy a controller (I have PoKeys57E+PoExtBusOC16CNC – 79€ incl. postage), stepper motor drivers (have Leadshine M542 – 45€ each) and a power supply (48V, 400W – 43€). Also bought few other bits and pieces (cables, leds, emergency switch etc) so all in all, less than 700€. You have to live with a fairly small working area 150x70mm though. But it should be enough for some prototype PCBs and for engraving and milling openings in cases and panels. Btw. you can also buy a non-cnc version of MF 70 for around 230€ and convert it (there are conversion kits or you can do it all yourself).