Being able to print out custom gears is one area where 3D printing can really shine, and [Karl Lew] has been busy doing exactly that with pinion gears printed in PLA and mounted to stepper motor shafts, but there are tradeoffs. Pinion gears need to grip a motor shaft tightly – normally done with a screw through the gear and onto the motor shaft. But a motor and its shaft can get quite warm when doing a lot of work, and a tight screw on a hot motor’s shaft will transmit that heat into the PLA, which can then deform.
[Karl Lew] managed to improve things in an unusual way: using a hot water bath to anneal the gear while it is attached to the stepper shaft. Annealing PLA has the effect of increasing the crystallinity of the material, which – according to an article going into some detail about the process of annealing PLA – increases stiffness, strength, and heat deflection. The annealing process also shrinks the part slightly, which happens to result in a very tight joint made between the gear and the slotted stepper shaft if the gear is annealed while connected to the motor.
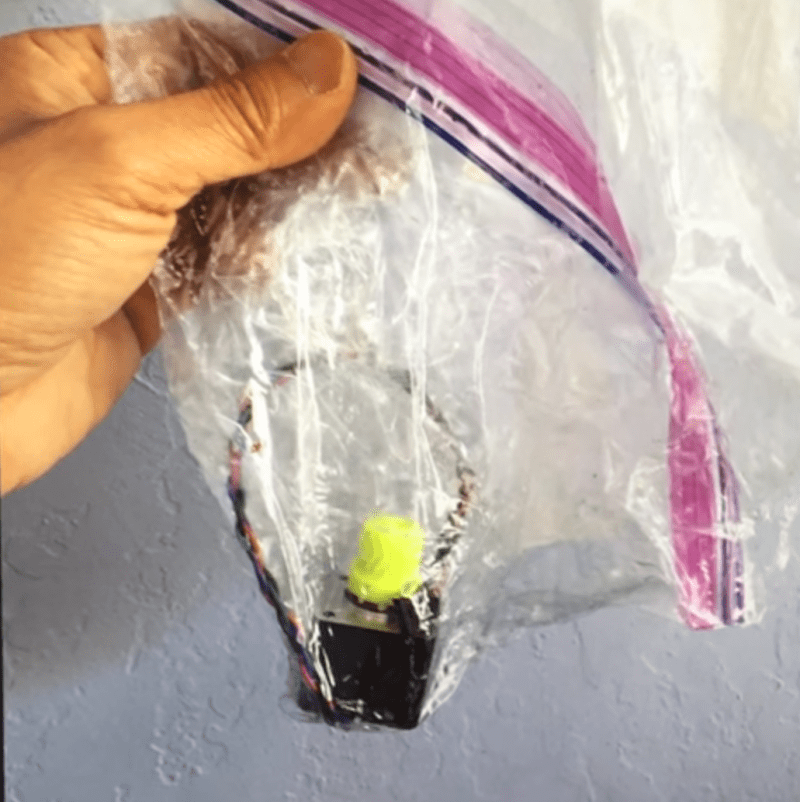
[Karl Lew]’s wiki page on PLA annealing sums up the important parts of his test:
Attach your pinion gear to the stepper shaft with a loose set screw and anneal it for 50 minutes at 160°F/71°C water using double air-evacuated plastic bags (e.g., Ziploc). In this case, we are making use of the shrinkage associated with annealing. Part shrinkage is normally a bad thing, but here we are using it to good effect to obtain a solid and tight joint with a slotted stepper shaft. Be sure to use high-infill (80% or greater) for annealed pinion gears. Shaft-annealed pinion gears require little or no set screw tension to stay in place on a slotted drive shaft.
If using hot water to improve the gear side of things is too low-tech, there’s always converting the motor itself into a closed-loop stepper servo to complete the upgrade circle.














Bad news here: we were doing this to plastic gears on slot cars way back in the ’60’s for the same reasons. On nylon it also made the gears tougher.
Why is that bad news? I didn’t know about this, and I don’t think this has been openly used in the 3dp community. Now that you mention it, I’d like to try this with nylon drive gears as well.
well i didn’t know about it, so maybe ya’ll crossed the line too hard at ‘competitive advantage’ instead of passing along important information like this so others knew about the process for other uses.
many important processes have been lost that way…
Except with nylon you want to get it wet, so basically you were doing it wrong congratulations.
Did you mean to say “don’t want to get it wet because it absorbs water and swells temporarily”?
No, poly amides need to be brought to equilibrium water adsorption for toughness. The best way to ensure maximum toughness and elasticity is to soak them in water. In the 60’s I doubt they took the time to soak the parts in water after demolding especially for slot cars, or even knew about this yet as nylon was still relatively new.
This will answer anymore questions much better than I can.
http://www.plasticstoday.com/materials-analyst-part-85-fixing-brittle-nylon-product-water/1246717263500/page/0/1
This is the opposite of what is going on here. Baking drives out the water, or if the water is trapped, the material will temporarily swell (until it drys out again).
yeah, but then they multiply, and if they find food and its after midnight… well…
That’s the point brett, poitrsko doesn’t know what he is talking about. Baking nylon does not make it tougher it makes it brittle, soaking it in water makes it better for gears. Completely different than the process for PLA the post describes. (hint PLA is not a poly-amide or nylon)
Sorry to confuse, but the “been there done that guy” poitrsko should just never comment again he’s derailed the subject.
Agreed
Um…I’m not sure I want to join water and steppers…
That is the purpose of the double bagging.
You can use the same sealing methods as in https://en.wikipedia.org/wiki/Sous-vide
There is also nothing to stop you using a silicon oil bath, except the cost.
*Silicone
The ‘e’ is very important.
Yeah, thanks, it’s a typo, very busy here atm.
To be fair though, I bet nobody has observed the effects of immersing PLA in liquid silicon. It might be a breakthrough in science. After the flames have died down of course.
Congratulations you just invented, explosion.
Is the shrinkage of annealed parts constant? If it is, and there is a formula, you could use that formula to print your parts to nonannealed size, anneal them and have them fit together for a tougher end product.
You 3D print 2 rulers and anneal one of them, then you have an exact indicator when you compare them. This gets around issue of material variability, you just for it for each spool of plastic.
Good idea, and maybe a 3D block to see how it shrinks in 3D.
Works for ceramics and metal castings too.
that is a good place to start but most polymers shrink in a very complex fashion, it is based on the geometry as well as the exact internal structure , a hole in a plate can change how the whole plate shrinks.
with all of that said those differences are usually fairly small so one might get a solition that would get one 90% there in most cases.
Reference required.
http://www.dc.engr.scu.edu/cmdoc/dg_doc/develop/process/physics/b3500001.htm for a quick primer.
though it is fairly understandable why it occurs, polymers undergo shrinkage primarily along the length of the polymer fibers and in practice fibers aren’t uniformly aligned so neither is the shrinkage.
couple that with all of the different processes mentioned in the article linked and it starts to become a fairly complex problem, at least beyond print 20mm cube, measure if it really is 20mm, plug in solution.
Ah, one problem, the whole point of the process is to cause alignment, i.e. crystallisation. So how does that change things?
have a look at crystals in nature, they aren’t 100% uniform either, alignment does happen but isn’t perfect since the cooling profile and the internal stresses of the object changes with regard to say geometry and print temperature vs mold/bed temperature and the air temp around it, do a quick search yourself and you will see dozens of papers on the exact subject.
anyway this is beyond a theoretical question since anyone who owns an FDM 3d printer cant test it for themselves, the same percentage scale for a fit wont work for two rings of a different diameter for an example, of course any such difference may be within ones margin of error but it is pronounced enough to require tuning for precise fits.
So better to just forget all that and print two rulers then compare them after one has been annealed?
No, It is better to print two cubes, machine to tight tolerances, measure both carefully, and anneal one of them and compare the two.
Also try the ruler method, you may notice something when you lay them side by side. Hint, put the division marks on the bottom edge of one and the top edge of the other so they line up in that configuration.
I’ve heard of this happening… at part would be injection molded, and put on the shelf, a precision hole would be machined in it and put back on the shelf. Later, it would be installed and the hole would almost always be too small due to the polymer swelling. In this case baking the molded object before machining it fixes the problem.
There are software packages to manage such issues they allow you to optimise your design in a way that results in the final product conforming to the original design better. Audodesk have one called Moldflow.
We found it helpful to print multiple cylinders of uniform length and diameter. Then machine to uniform size (the same way CTE samples are made with metal). Then, after careful measurement, the samples were submitted to varying annealing conditions and measured again. We found variations in dimensions due to not only annealing temperature, but also the extrusion temperature, cooling rate, and even the way the solid cylinders were printed.
If you’re going to use ziplock bags anyway to keep the water from touching the components, couldn’t you just use a hot air oven at the same temperature? Is the water really necessary?
In air is the hot plastic part at risk of distortions due to gravity that does not face when suspended in a fluid?
The temperatures involved in this article are so far below the glass transition temperature it makes no difference.
Crystallinity? Sir! Remove that atrocity at once I say! Quickly now, before it catches on like the ludicrous and meaningless “granularity”! (I know. It is a real word. But really, it is awful. Like granularity when used to mean some level of fineness or coarseness and no definition of what an increase in granularity means. Finer? Courser? Smoother? Rougher? All good words by the way that work better than granularity.)
Wow. Thanks for all the feedback! Here are some replies for the curious…
1) The pinion gear teeth do shrink a bit, but they still take up the same radial angle, which means that they engage the load gears in the same ratio, just a little looser. For me, the loosening was beneficial, since the gears were initially slightly too fat and the annealing of the pinion gear made for a better fit overall. I did not anneal the load gears since the problem I was solving had to do with the low HDT of the pinion gear, which warped fiercely without annealing.
2) I used water because we cook on an induction hot plate which has a thermostat. We’re remodeling so we have no kitchen whatsoever. Even if we had an oven I would probably stick to the water bath because I felt it gave me greater process control. Ovens have hot spots and I especially didn’t want to mix food appliances with labwork. Hence the doubled ziplock. I cook food in that pot.
3) The pinion gear was printed with shaft hole along the z-axis at 80% fill. As others have mentioned, Shrinking plastic is really complicated. Indeed, I opted for longer annealing time at a lower temperature than 80C, even though other papers recommend 80C for 30m. At 80C I got excessive shrinkage.
Is creep and strain a problem with interference fits this plastic?
My initial pinion gear design had three set screws at 120 degrees. When tightened, they caused the pinion gear to deform and loosen. Basically that was creep under stress at a low HDT. But AFTER annealing, I noticed that the pinion gear stayed in place without much set screw force. That meant that the higher HDT and the lower creep stresses are probably working together for double benefit. Even if there is creep now, it is so little that I haven’t noticed any deformation. The only force in play right now is radial–the gear is pinching the stepper shaft. If there is any creep in that direction, I would see it as pinion gear slippage. Only time will tell how long “pinch annealing” lasts. RIght now it’s too early to say. I’m just happy that I can continue working on my design without having to worry about pinion gear slippage.
I don’t own a 3d printer and I always wondered why no one anneals their prints. I see annealing ovens in so many industries where they process plastic parts. Asking my friends why they don’t do it only resulted in big question marks on their heads. Filament printers must cause a lot of tenison withn the prints which should be removed after printing in my opinion.
I have never ever heard of annealing plastic. This is why I read HAD, I learn so much on topics that I would not look into otherwise.
Never knew this and I was about to embark on some gear experiments with my printers for a robot build. Nice tip thanks :)
I noticed a similar effect with ABS once I build my heated chamber. The resulting parts were a bit tougher if I left them in the heated chamber for extended periods of time. For me the temp was 50c and time was around 20 minutes. Not very scientific but I did observe that the parts were more dimensionaly stable and harder to sand, resulting in a finer powder than non annealed parts, it was closer in feel to sanding hardwood than plastic. The parts that were pulled out the printer right away had the effect of clogging up the sand paper and leaving larger clumps of plastic behind. With that said the non annealed parts were much much easier to sand out and cut. The other observation was that thee annealed parts had a much more catastrophic failure mode of snapping instead of deforming then snapping compared to non annealed parts. I guess I have to research this much more.
Flatten shaft in center using a punch on a vise.Heat shaft to melting point of plastic and insert in gear. anneal.