
While 3D printing has now become easily accessible and cheap, there are still several use cases where you need the advantages offered by injection molding, even for small batch runs. Professional small-batch injection molding can be pretty expensive, and buying a manual machine can cost quite a bit. Of course, there are a number of DIY injection molding projects to choose from, but they usually involve a fair amount of tools and labour. [Bolzbrain] wanted to bypass all of the heavy cutting, welding and frame assembly work, so he’s built himself a DIY Injection Molding Press for cheap using an off the shelf, six ton hydraulic press. At final count, he ended up spending about €150 for the machine and another €120 for tools to build the machine. He also managed to locate a cheap, local CNC service that gave him a good deal on machining the Dies. But of course you can’t put a price on the lessons learnt and the satisfaction of having built it by hand.
 Choosing the hydraulic press is a great idea as it provides the high pressure needed for the job without the operator having to exert a lot of effort, which is a big drawback with some of the other DIY machines. As a bonus, the structural frame is quite sturdy and well suited for this purpose. The other main part of such a machine is the heated injection block and there are several different ways of doing it. After some amount of studying probable solutions, he decided to build a heated aluminium block through which the plastic granules can be rammed using the hydraulic piston. Heating is provided by a pair of 500W heaters and a type ‘k’ thermocouple does temperature sensing. An industrial PID controller adjusts the block temperature via a solid state relay. Overall, the electrical and mechanical layout cannot get any simpler.
Choosing the hydraulic press is a great idea as it provides the high pressure needed for the job without the operator having to exert a lot of effort, which is a big drawback with some of the other DIY machines. As a bonus, the structural frame is quite sturdy and well suited for this purpose. The other main part of such a machine is the heated injection block and there are several different ways of doing it. After some amount of studying probable solutions, he decided to build a heated aluminium block through which the plastic granules can be rammed using the hydraulic piston. Heating is provided by a pair of 500W heaters and a type ‘k’ thermocouple does temperature sensing. An industrial PID controller adjusts the block temperature via a solid state relay. Overall, the electrical and mechanical layout cannot get any simpler.
[Bolzbrain] did a great job of documenting his build over a series of videos and more wizened hackers watching them will squirm in their seats spotting the numerous fails. He bought the cheapest pedestal drill machine that he could buy and watching the drill struggle while making a 26mm hole in the aluminium block is quite jarring.
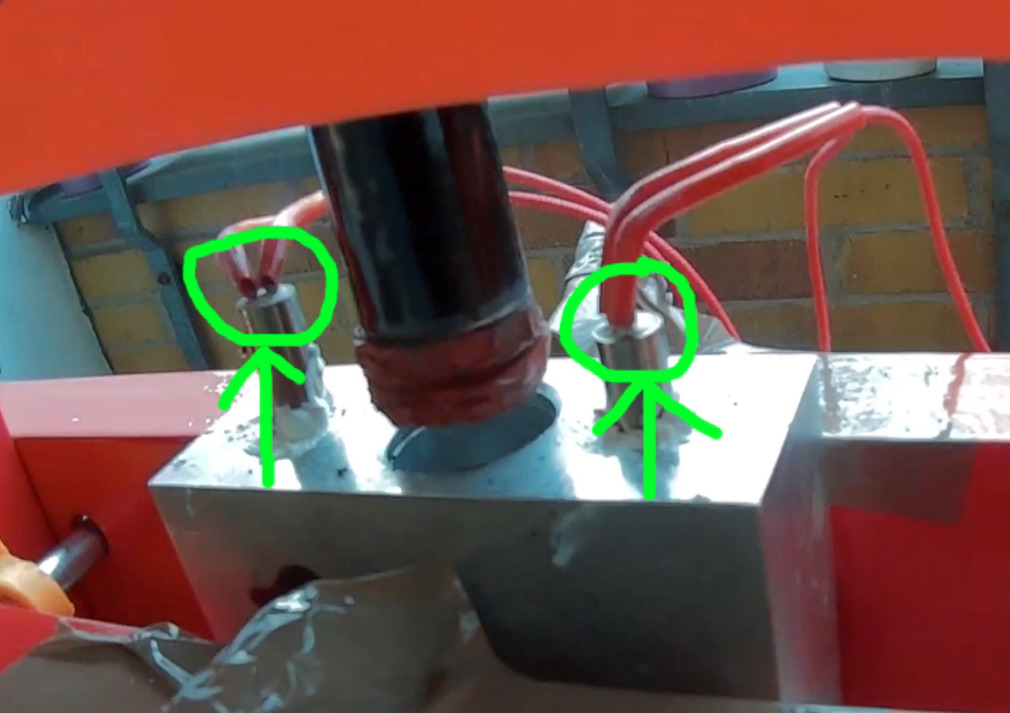 The electrical wiring has a lot of scope for improvement – with 220V AC heaters, exposed wiring and jury rigged panel held up with a pair of clamps. Installing and removing the die is a task and requires a lot of fiddling with several C-clamps — something which needs to be repeated for every shot. Maybe toggle clamps could help him to ease die fixing and removal. Once he figures out about mold release agents and wall draft angles, he won’t have to struggle trying to remove the molded article from the die. Then there’s the issue of proper runner design so that the thermo-plastic can quickly fill the mold cavity completely without any pockets.
The electrical wiring has a lot of scope for improvement – with 220V AC heaters, exposed wiring and jury rigged panel held up with a pair of clamps. Installing and removing the die is a task and requires a lot of fiddling with several C-clamps — something which needs to be repeated for every shot. Maybe toggle clamps could help him to ease die fixing and removal. Once he figures out about mold release agents and wall draft angles, he won’t have to struggle trying to remove the molded article from the die. Then there’s the issue of proper runner design so that the thermo-plastic can quickly fill the mold cavity completely without any pockets.
But in the end, all that matters is that he is getting reasonably good molded parts for his purposes. With more tweaking and incremental improvements, we’re sure he’ll get better results. The video after the break is a short overview of his build, but the project page has a series of detailed videos covering all aspects of the project. And if you’d like to get an introduction to desktop injection molding, check out “Benchtop Injection Molding for the Home Gamer”













Great work !
Thank you :)
Seems everyone forgets Dave Gingery published a DIY injection molding book in the early 1980’s….
I’d be surprised if they weren’t *all* using that book as reference material. Doesn’t mean the end result has to look anything like the Gingery machine.
That was the first thing I thought of too, but starting with an off the shelf hydraulic press looks like he’s made it a lot easier to set up.
I don’t understand the point of DIY injection molding. Mold manufacturing and injection service are so cheap (about 2k€ for mold, about 1€ per part) for reasonably sized and surfaced finish, that it doesn’t make sense to do it at home for a result just above 3D printing, while still having very poor yield.
Don’t get me wrong I love DIY stuff but plastic injection need precise pressure, mold, temperature just to get acceptable result and thus cannot be cheap. At the end, you get poor finished injected part, still expensive (as the yield is so slow).
DIY molding make sense with investment metal casting where none of the above parameters need to be so accurate or cost a lot, thus make lot of more sense for metal rather than plastic at home.
Need 10 to 100 parts without surface finish: 3D printing
Need 1 to 10 parts with finish: urethane casting
More than the above: go with industrial injection modling
Speaking as someone who works in the moulding industry, 2k would be the cheapest tool I have ever heard of in a 30 year career.
Yes, I agree.
Now, I have tested 3D printed molds, but it still reqiuires a 100K Statsys printer, not a makerbot.
I disagree. I 3D printed molds in ABS:
https://hackaday.com/2020/12/06/no-battery-pressure-sensors-for-bike-tyres/
and they worked very well. I do have a Stratasys printer, but it’s just ABS FDM. I believe when you’re saying a $100k Stratasys printer, you’re thinking of their Polyjet technology. You will obviously get a better surface finish with that, but it’s not necessary.
I also disagree with the idea that DIY injection molding is useless. I’ve learned a lot about my design and about insert molding in general by being able to rapidly iterate on designs.
We got some simple prototype dies from a Chinese company for a bit under 2k€. They worked well for a small run (used in a semi-manual machine)
Can you point me to the service, where you can get a mold for 2k?
http://www.csmmg.com have manufactured multiple injection molds, for ABS parts about the size of the hand, single and multiple cavities, sand blasted finish one side, mirror other side.
They have delivered about 5k parts with handful of defective parts, very pleased with the result.
Yes, 2k€ upfront looks like a lot of money, but you get injected part: flawless in size, finish, color in about 2 month!
I think you forgot an zero or two on your quote.
Hi,
2k€ is a lot of money for me.
This project did eat up my budget of multiple months.
If i would have the money for custom Injection molding i would have done that….but i just dont have it so this way my only option to get ANY injection molted parts at all.
Being of the tightwad persuasion, and thinking that knowing how to do something yourself is worth 1000x more than knowing some place that can do it for you…. I’d try making molds in JB Weld, even if I had to give it chicken wire rebar and maybe surface finish it, before shelling out 2K for one.
The other option that comes to mind, is 3D printing the molds undersize (plus shrinkage allowance) then metal casting them, then hand finishing them with a dremel and lapping table.
The porosity potential of a casting would I think be a problem there. Though I’d be very tempted to do the same thing, but its probably easier to use a small manual mill and raw stock at this scale than it would be to hand finish a casting (its big enough hand finishing would take significant time and being inside features be hard to reach into the corners). And you can buy pretty good cheaper end mills for well less than the cost of one injection mold – of course doing yourself on a probably slightly underpowered manual mill with short bed travel means lots of order of operations thinking, part moving and indicating the part in – so a great deal of time… Also you’d want one of those slightly tapered endmills so it cuts the relief angle for you (and I don’t know how easy they are to get or what they cost – I’ve never needed one yet)
I wonder if those cheaper manual mills can be CNC’d or a CNC variant up to the task exists for less than the 2K… I’d have to say I’d think so… The blocks of metal won’t be ‘cheap’ but still well less than 1/10th that price, I got my little mill and enough bits and bobs (bar that tapered cutter) to do the job for less than 1K.. Seems like with around 900 to play with you should be able to CNC convert…
I am in the field of injection molding. Single cavity approx 12-20 K depending on Machine type and complexity.
2-4 cavity 20-35K , 8 cavity 50K plus , 16 cavity 50-100K
Of course someone will always say they can get cheaper from China… :) but….
Well in that case its no worries at all, for the cost of one run you can easily buy and DIY if you have the time. And the tools you pick up along the way to doing so will be useful for many other projects…
Of course how many failures before you get your first functional part – as its a new method with all its own little traps to avoid and tricks to figure out… But still if you have the time and need the part with those prices DIY is downright affordable… Just a question of if you want to spend all your time figuring out how to make a part, and if for small runs you wouldn’t be better off designing around cnc milling, either to send out for production or do at home…
But what? Yes quality is not the same and your price is for US made molds.
I’ve had 8 cavity mold made for 1.8k€ in China, 0.08€/part, 200€ waste/run fees.
What’s important is to let know tinkerer/designer that injection molding is quite affordable. Yes, you have to restrain your design (no slider, surface finish, draft angle, tolerance), but the result is in multiple order of magnitude of 3D printing.
If you make more than 100 units, it’s well worth considering. (let alone 1k unit)
I know of people who have done custom LEGO compatible parts (i.e. things LEGO themselves doesn’t make) and they were spending a lot more than 2K on a mold with the needed tolerances.
Listen up Prusa!
If Prusa would make Desktop injection molding machines for the price of a 3D printer it would be awesome.
But i guess the main problem is…a 3D printer itself is ready to go, but a Injection molder also needs CNC machined molds too.
And i took a look into cheap desktop CNCs and none of them is really able to create molds from aluminum out of the box :(
Desktop injection molding… I started wondering if there was something hackable.. https://www.crayola.com/splash/products/crayonfactory but nah it’s just non-pressurised molding.
Great info. I could use one , I am working a new idea could us a prototype,working model.