If you’ve ever welded, you know that some welders blow a shield gas over the work for different reasons. For example, you often use a gas to displace oxygen from the area and avoid oxidation. You can also solder using a nitrogen shield. This allows higher temperatures and a reduction of flux required in the solder. Wave soldering often uses nitrogen, and JBC offers a soldering iron that can employ nitrogen shield gas. [SDG Electronics] puts that iron through its paces in the video below.
As you might expect, this isn’t a $50 soldering iron. The price for the iron is just under $1,000 and that doesn’t include the power supply or the nitrogen source. The nitrogen generator that converts compressed air into nitrogen is particularly expensive so [SDG] just used a cylinder of gas.
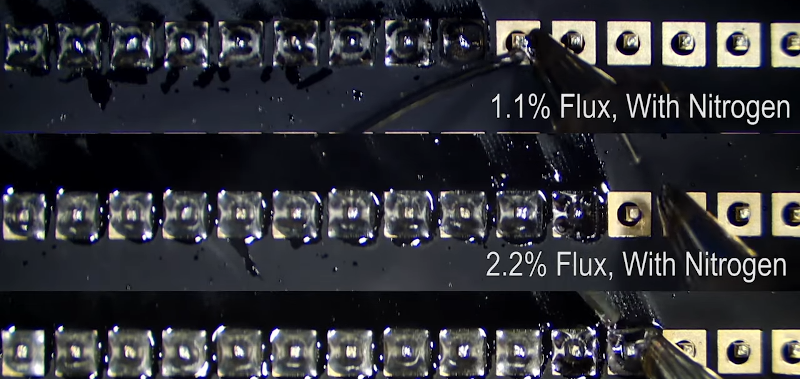
Cost aside, is it worth it? The video shows solder jobs at different flux levels with and without nitrogen. We couldn’t see much difference, although [Steve] mentions that the soldering seemed to be a little easier under nitrogen. The higher flux solder also performed better. Examination under a microscope showed some differences, but nothing that would compel you to spend on the gas iron. With no flux, the solder didn’t want to wet. Adding a small amount of flux resulted in a good joint with nitrogen and while the normal soldering iron didn’t do as well, it wasn’t bad and it isn’t clear why this would be a big advantage for practical use.
There were some advantages to using nitrogen for some specialty soldering jobs, but it didn’t seem compelling. Using flux helps and you would have to buy a lot of flux to break even on the investment in this iron.
We’ve seen lots of inexpensive irons lately that do a good job. Or, why not convert a really cheap iron into a usable station?











This seems like it would be something, at least not entirely out of the realms of possibility, that someone could build themselves, if all be it not as polished, no doubt much less expensive. A small section of copper pipe, some aquarium tubing, a needle valve. It seems doable.
Pump with special mixture of 78% nitrogen 21% oxy and 1% argon are in realm of many hackers I believe.
Where to obtain this special mix? Gas supplier? Oxygen content seems particularly interesting and would help for breathing while soldering
The whole point of a shield gas is to shield against the oxygen in the air, which is 21% (certainly helps for breathing).
He’s saying that that special mix is available to everyone as it is literally air lol.
Dangit, my supply of that particular gas was found to be contaminated by trace gases!
Yes, I had same problem recently. Changing diet helped a lot.
Wouldn’t it be better to use a reducing gas, and do away with the flux.
Say hydrogen or carbon monoxide.
60 40 lead tin melts around 190 °C. The reduction process of CuO by H2 starts at 280 °C, Cu2O at 300°C. According to Google. So maybe that has something to do with it.
running hydrogen over a very hot object in an atmosphere with oxygen doesn’t sound like the best idea…
unless you are a pyromaniac….
psa… learn how to hook up your lead acid battery properly. and never smoke in an electric golf cart. 😁
Replace a big part of H2 with N2 and call it forming gas (95%N2, 5%H2).
This is commonly used in the industry as protection for soldering and welding.
Due to the low fraction of hydrogen it will produce an air-gas mixture which will not be able to explode.
Still ventilation is required for safety reasons.
Hydrogen, certainly an exciting way to solder.
This remembers me a video that I watched some days ago about Gas Metal Arc Welding where they commented that they use noble gases (also in plasma cutters) to “protect” the welding area from the air’s oxygen. But it was also a “hacks channel”, where they commented that, due to price, they used CO2 instead because it was much cheaper; specifically, they used the same bottles used for beer machines (I don’t know the name for them), as the “poor man” alternative.
CO2 is a common shielding gas, so it isn’t out of the realms of possibility for the cost conscious.
Putting the fizz in soft drinks. Use to buy them in big tanks.
CO2 works ok for MIG (GMAW), and is certainly very cheap. But it results in way more splatter than using a trimix or straight argon(splatter free!). It doesn’t work well for TIG (GTAW), at least in my limited experience. Helium is the best, it gives your welds a boost due to the insulating properties, but super expensive.
Nitrogen doesn’t work at all for welding, works great for plasma cutters because it is super dry. Never thought about soldering with it…
straight CO2 is fine for MIG welding mild steel, and would likely be as effective as nitrogen is in this example. I love using CO2 to weld with because, due to it being compressed into a liquid, you get way more gas out of the same size tank, compared to any pressurized argon or nitrogen mix.
Hot nitrogen gas is used in many factory level soldering rigs. Reduces oxidation on the iron and allows the flux to do a better job of cleaning the metal so it wets easily. It also helps reduce bridging and in the case of wave soldering, dross.
In MIG (Metal Inert Gas/GMAW) welding, the type where the wire is fed into the welding arc automatically, there are two common shielding gases used when welding common steels. A mixture of 75% argon/25% CO2 is the most common mixture, although pure CO2 is often used. The use of pure argon results in poorer performance.
When using CO2 instead of 75/25, there is actually more penetration and fusing for a given set of the other welding conditions, but the welding is rougher and has more spattered material.
Stainless steel and aluminum need other gas mixtures for optimum performance.
TIG welding requires different shielding gas and most commonly uses pure Argon.
Is there a cheap DIY way of making N2, even if it was in lower quantities?
Filter out the O2 chemically and deal with the argon? (I am not a chemist).
There are pressure swing adsorption machines for O2 generation, you could take the exhaust from it and it should be fairly pure N2. Here is one example http://homemadeliquidnitrogen.com/PSA/index.html.
Funny that it uses nitrogen. Would have thought that an inert gas would provide better shielding like argon (commonly used in MIG and TIG welding). CO2 at 25% is a common addition to argon in MIG welding and tends to cause more penetration of the weld (hotter arc) however it is only recommended for ferrous metals. For non-ferrous metals, 100% argon is used.
Nitrogen is an inert gas and is commonly used as a shielding gas and purging gas in welding.
It is not an inert gas at welding temperatures, N2 breaks down into elemental nitrogen at those temperatures and causes nitriding.
https://www.industrialheating.com/blogs/14-industrial-heating-experts-speak-blog/post/90140-nitrogen-a-truly-inert-gas
Hm…I used this some years ago (from Weller) and soldering feels much better with it. But the problem with it in these days of growing stupidity the company worry to much about the dangerous effect of filling the room with N2.
Olaf
An N2 cylinder + regulator is a worthwhile alternative to shop air for medium-duty soldering/desoldering stations (e.g., Weller WAD101 / Weller WDD81X). Too pricey for hobbyists, but quiet and maintenance-free for light-ish commercial use. I’ve used this setup for years, and after the initial outlay it’s cheap to run and basically maintenance-free.
CO2 is a common shielding gas, so it isn’t out of the realms of possibility for the cost conscious.
You’re better off using argon if you’re getting a cylinder. Argon is heavier than air, and you can flood a basin with argon and do you work there. No specially equipment needed besides a ~$50-$100 regulator. You can create a glove box and do the same with better results, but it’s much harder to do detailed work.
What about a vacuum. Or no gas?