Fleetwood Mac puns aside, very little has changed about how we “slice” models for printers in the last 30 years. However, [Stefan Hermann] of CNC Kitchen has a demo that tries to change all that by slicing conically.
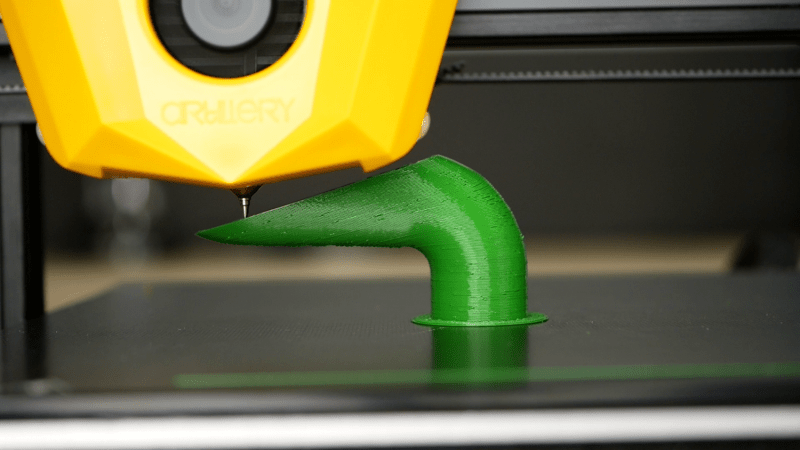
For the uninitiated in the dark arts of printing in the third dimension, the canonical definition of non-conical slicing has been to bisect the model at layer height intervals and generate the perimeter and the infill, then output that as g-code. This is easy to implement mathematically and works reasonably well, except when you have overhangs of more than about 60 degrees on most printers. The idea of slicing in a cone rather than a plane isn’t entirely novel as we previously covered RotBot, which offers a vertical axis of rotation and a print head at 45 degrees. What is extraordinary is that the technique [Stefan] walks you through is done with a stock printer without a complex 45-degree tilt and is a software modification rather than a hardware tweak.
[Stefan] references earlier work done by [Michael Wüthrich] of ZHAW School of Engineering, who wrote some scripts that apply the transformation. The slicer is SuperSlicer, a fork of the PrusaSlicer, which is itself a fork of slic3r. The modified g-code is exported and can be sent to a printer of your choice. He even has a link to a pre-sliced model to try it out.
Of course, different printers have different clearance levels, but the Prusa Mini he uses has 16 degrees of clearance with the sensor pushed up. The code is on GitHub. It’s fascinating to note how all these techniques and forks interact and build off each other. Whether tilted slices, conical slices, or something else ultimately becomes the de facto standard, we’re looking forward to more options for slicing.
Video after the break.














Another amazing amazing slicing innovation. There have been a lot in the last years.
Now combine all these modern slicing possibilities into a finite analysis, probably AI-assisted engine that would :
– implement local, hybrid and progressive slicing depending of the shape, region and role of the part based on the constraints and goals
– let the user decide between the trade-offs (structural vs aesthetic for example)
and this would benefit a LOT of actors from biomedical to rocket science
Couldn’t agree more can’t wait.
Isn’t moving up and down on Z while printing every layer going to generate some pretty uneven layers?
The extruder isn’t parallel to the surface, so the layer is going to be thicker on the “down” side while being thinner on the “up” side (or even start scrapping the previous layer).
The whole point is that the x-y AND z axis are now all moving through the right points all the same time TOGETHER – so the layers will be as even as the slicer (or conical distortion scripts) made them, or the limits of the machine force them to be. But they should be very parallel to each other in general as the whole point is the nozzle is tracing the previous layers to lay down the next layer 0.something mm away. Same as normal slicing and printing really, with just a little difference in how the layers are stacked together.
That the Z axis on most printers is not that well designed for such rapid constant movement and so likely to have more mechanical limitations or simply wear out faster is a potential problem. As is the lack of clearance around the nozzle so something else on the machine would hit the already printed part if you make your slicing cone too steep – but the nozzle itself shouldn’t ever actually hit a previous layer – its always supposed to be 0.something mm off that surface (but with part warping etc its certainly not impossible, though that is true of traditional slicers too).
Also from what I’ve seen actually getting the initial bed adhesion on these conical slices can be a touch trickier than normal. But beyond those pitfalls and the current kludgy method of slicing and somewhat less pretty results it is a method that has huge potential. The hard part is actually creating a good ‘smart’ slicer that can seamlessly transition to the best method mostly automatically, or at least take user input shapes to define which slicing method to use where and transition between each style seamlessly. As right now its all manual work and you don’t perhaps get the best looking or structural part as its an all or nothing style slicing method.
Yep, you definitely want to redesign most Z axis if you want good performance, most are definitely not meant to be used like that…
That’s almost perfect for a delta.
You said a lot but didnt address the post you replied to. A nozzle that is pointed straight down will lay a different line of material going up a slope than down. Look at the proof of concept work piece, and visualize the travel of the nozzle – traveling up one side of the pipe, the nozzle should deposit a fat, low pressure line, and then as it travels down the slope on the other side it should be plowing the bead it’s trying to lay for a thin line with some squeeze out.
I’ve got to wonder how well pressure in the hotend is maintained when the nozzle output is not perpendicular to the printing surface. A pretty important part of 3D printing.
This has been done, and discussed here, before:
https://hackaday.com/2021/03/08/3d-printing-90-deg-overhangs-with-non-planar-slicing/
https://github.com/Spiritdude/Slicer4RTN
I feel like this is a fairly obvious step in the progression of 3D printing and it amazes me that it hasn’t been done before. Of course if you’re doing FDM and it’s ideal to keep the head perpendicular, it would be super easy to stick the nozzle on a 2 axis gimbal.
Ever noticed something pretty obvious on these non-planar prints? They pop up about once a year, and always show a relatively simple model that fits well for a specific non-planar thing. And IMHO, that’s easy if you cherry-pick your models. Which is also why you haven’t actually seen it beyond that.
But real world slicing is nothing like that, in the real world, models are complex beasts and developing a non-planar solution that works on all models without needing tons of tweaking per model is a really complex problem.
When I created the CuraEngine, it took me 2 weeks to get to a working state, and after that 4 more weeks of tweaking and handling edge cases to slice 95% of the models out there. And after that, years of more small additions and tweaks and tuning. The first step is easy and cheap but is nothing more then a proof of concept. And that’s all I’ve seen so far from these non-planar posts, proofs of concepts.
Now if only Cura and Pursa slicers get on it ooooh man can’t wait.