[Lost in Tech] set out to examine a variety of 3D printing nozzles. Before he got there, though, he found some issues. In particular, he found that his current crop of printers don’t take the standard E3D or MK8 nozzles. So, instead, he decided to examine various nozzles under the microscope.
Unsurprisingly, each nozzle had a tiny hole at the end, although the roundness of the hole varied a bit from nozzle to nozzle. As you might expect, more expensive nozzles had better orifices than the cheap ones. Grabbing pictures of nozzles at magnification isn’t easy, so he set up a special image stacking setup to get some beautiful images (and he has another video on how that works).
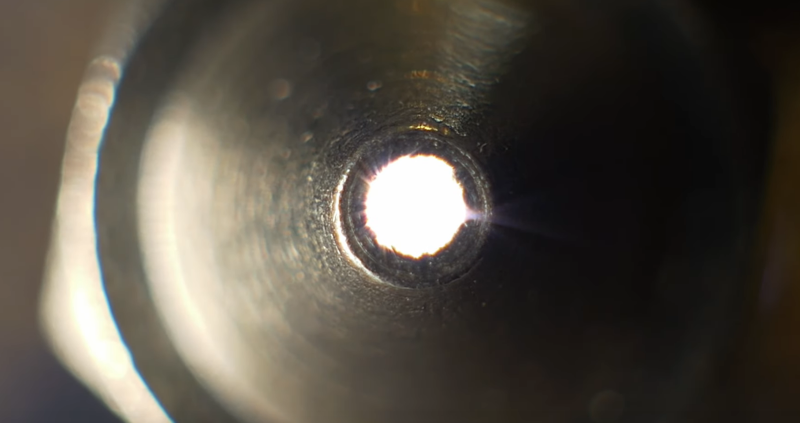
But the real star of the video is when he virtually travels into the orifice to show the innermost details of the nozzle from the inside out. This let him visualize the smoothness and finish. The Creality nozzles looked very good and weren’t terribly expensive. Many of the expensive nozzles were quite good. However, as you would expect, the quality of cheap nozzles were all over the place.
By the end, [Lost in Tech] speculates if the non-standard nozzles are a way to prevent you from buying low-cost nozzles and eating into sales or if they are a way to prevent you from buying low-cost nozzles that may give you poor print quality. What do you think?
There’s more than one way to look inside a nozzle. We just buy our nozzles, but some people make their own.













So if he laser sintered a noozle he can increase the thermal surface area and could print a impossible shape (like for what laser manufacturing is made for).
You mean something like a bone structure, that can only be grown and not be milled.
If you use thermal conductive metall powder it could be really a interessting nozzle.
Seems like the next step is for someone who has a good printer with a “quality” nozzle to buy an identified crap nozzle and print some Benchy’s. Let’s see how much nozzle quality affects print quality.
That’s what I intend to do in part 2…we need to know! 👍
My prediction:
a) Molten plastic along the center axis will have the largest flow, so nozzle surface finish will have little effect.
b) orifice shape (within range) will have little effect, since the extrusion gets so deformed anyway.
The molten plastic along the center axis is the weakest when creating interlayer adhesion and causes delamination or warping because it is the coldest/farthest from the heat source=the walls, smoother walls with a smoother hole allows the molten filament along the sides to melt/flow/slide into the print and create less stringing better interlayer adhesion, I’ve already looked at my budget nozzles with a microscope and wow they don’t even know what flash is when manufacturing these
Not to do battle, because I don’t actually have any data to support it but my belief:
a) Delamination is more likely to occur at the interface between two extrusions
b) most heat is added before the bottom of the “chamber” (whatever the 2 or 3mm dia. area is called before it tapers to the orifice). Any roughness on this area will slightly slow down the flow in that area, but not near the center. However, this can be different for different nozzle geometries and flow rates.
c) Can’t really understand why that would have an effect on stringing. It’s basically leakage.
d) I doubt there is much of the past history of the plastic left once extruded. It’s been mixed and squished from a relatively large volume to a mush smaller one.
Looking forward to any actual test results.
d) There is some – you can print in tri-color filaments where the printed part will appear in different colors depending on which way you look at it. It retains the color distribution without significant mixing. I expect smaller diameter nozzles result in more mixing, but also no proof from my end. Would be curious to see a comparison between nozzle sizes.
CNC Kitchen went to an extreme with tri-color filaments and some *extremely* contorted nozzles. The results were now what I’d expected!
https://www.youtube.com/watch?v=RrIzzSfuSMs
We also checked nozzles (and especially the bore) of several suppliers under the microscope and I was shocked by the quality of E3D nozzles. Huge burs inside the nozzle, offcenter bore and horrible finish, E3D had it all. Seeing how the store their nozzles (piled up in big containers without any seperation, you see this often in their behind the scenes videos) it shouldn´t be a big surprise that they don´t achieve the best quality. Not all nozzles were affected however, it seems that they only got dedicated tools for the most common nozzle sizes, the others seem to be produced without a bore and then in a second step added the bore leaving burs and offcenter holes.
So if you buy E3D nozzles do yourself a favour and buy the standard 0.4 and leave the others aside.
“[Lost in Tech] speculates if the non-standard nozzles are a way to prevent you from buying low-cost nozzles and eating into sales or if they are a way to prevent you from buying low-cost nozzles that may give you poor print quality. What do you think?”
That the ‘non standard’ nozzles exist because the ‘standard’ is a legacy holdover from the early RepRap days when people were still figuring out the basics, but it’s utterly shit today when we know better. Having an undefined face-to-face ‘seal’ in the middle of the flow path is unacceptable.
Wanted to learn about nozzles and just watched a video about focus stacking. Wish I had known. I watched videos and learned focus stacking 5 years ago.
I’m guessing that the parts of the nozzle that matter are (in no particular order):
1. Outside smoothness – a super smooth nozzle *might* shed blobs a *bit* easier and end up with less big blobs on PETG, which loves to stick to everything.
2. Outside angle/rim clearance – the sharper the tip of the nozzle, the less blobbing will occur. Again, would need PETG to properly test. I had a terrible nozzle with a shallow angle and the edge very close to the tip. PETG blobbed like nobody’s business. Standard nozzles perform… standard. My Ender 3’s old nozzles performed the best, but don’t fit most of my printers.
3. Inside smoothness – minimal effect, except where really bad burs come loose and clog the nozzle.
4. Inside tip angle – visible effect on flow rate. A steeper angle will allow the filament to flow more naturally, like air through a fan duct or grain in a grain silo. Filament is still rather thick when fully melted. I’m going to guess the effects won’t be negligible, as seems to be the case with my crappy plated copper nozzle, which does less flow than the standard brass.
5. Tip face diameter – not hole diameter, but diameter of the flat part. I think they’ll cause more stringing and blobbing. Again, another strike against the crappy plated copper nozzle. It can barely lay down a first layer without peeling it back up before it’s cooled with its wiiiide tip face.
6. Tip/hole smoothness – a bad enough bur in the tip might cause issues, especially if the hole size isn’t actually what it says.
Is it possible that having too smooth an extrusion may actually negatively affect interlayer adhesion? It would seem like a bunch of smooth threads would not interlock as well as a bunch of fuzzy ones. Also seems like how they are squished together makes their initial shape a lot less important.