Have you ever wondered what’s actually going on inside the hotend of your 3D printer? It doesn’t seem like much of a mystery — the filament gets melty, it gets squeezed out by the pressure of the incoming unmelty filament, and lather, rinse, repeat. Or is there perhaps more to the story?
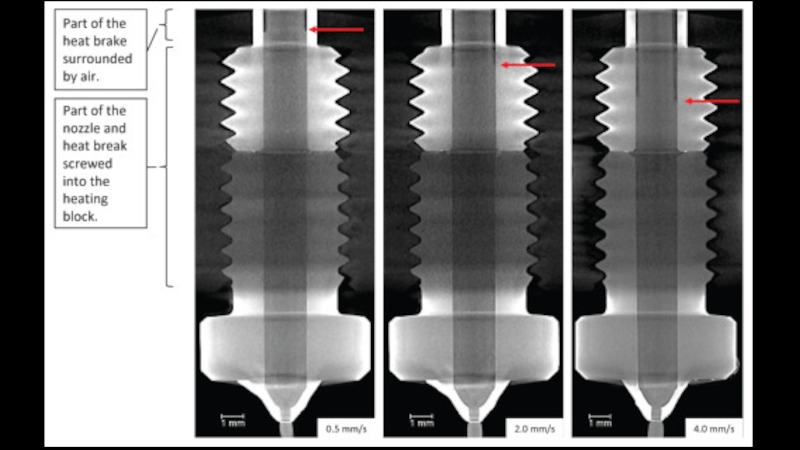
To find out, a team from the University of Stuttgart led by [Marc Kreutzbruck] took the unusual step of putting the business end of a 3D printer into a CT scanner, to get a detailed look at what’s actually going on in there. The test setup consisted of a Bondtech LGX extruder and an E3D V6 hot end mounted to a static frame. There was no need for X-Y-Z motion control during these experiments, but a load cell was added to measure extrusion force. The filament was a bit specialized — high-impact polystyrene (HIPS) mixed with a little bit of tungsten powder added (1% by volume) for better contrast to X-ray. The test system was small enough to be placed inside a micro CT scanner, which generated both 360-degree computed tomography images and 2D radiographs.
The observations made with this experimental setup were pretty eye-opening. The main take-home message is that higher filament speed translates to less contact area between the nozzle wall and the melt, thanks to an air gap between the solid filament and the metal of the nozzle. They also saw an increased tendency for the incoming filament to buckle at high extruder speeds, which matches up with practical experience. Also, filament speed is more determinative of print quality (as measured by extrusion force) than heater temperature is. Although both obviously play a role, they recommend that if higher print speed is needed, the best thing to optimize is hot end geometry, specifically an extended barrel to allow for sufficient melting time.
Earth-shattering stuff? Probably not, but it’s nice to see someone doing a systematic study on this, rather than relying on seat-of-the-pants observations. And the images are pretty cool too.














Looks like the filament spreads out more after leaving the nozzle at higher extrusion speeds.
I’ve seen this in tuning guides. Filament builds-up pressure as it’s pushed through the nozzle, then it bounces back when it leaves the nozzle. Probably means it’s not melting optimally – add more heat or a bigger melt zone
It’s called Die Swell, a common phenomenon. At higher speeds the polymer chains maintain more of their shape as they have less time to relax and change into the new shape of the nozzle orifice.
Be careful as too much heat and you’re just damaging the polymer.
This is a typical behaivior of liquids which based on longer chains. Platic is simply a bunch of longer carbon chains and heated it is more like a liquid.
Happend also when press out ketchup or mayonaise. The first part what comes out the bottle are thicker.
It’s a phenomenon known as die swell. Increasing the length of the melt zone can help to reduce backpressure and allow for greater flow rates before die swell occurs.
I love this test rig. I hope somebody can do the same tests with volcano and CHT nozzles.
I think the gap between the nozzle and side wall is a new discovery. Any ideas for counteracting it?
No need to counteract, The difference in heat transfer is incredibly negligible. A cht nozzle will counteract it, but that’s not really the main goal of those nozzles anyhow.
Sweet MY official CHT nozzle just arrived today an this test was enough to send me off to confident faster speeds. Note to article writer I too would like to see the official CHT tested too.
So higher temperature better bonding of filimanet. I will put my printing bed in water for cooling and rise the temperature of the printinghead.
So we need rifling in the Printing head? The helical groves will increase the contact to the pla, also better heat transport. And maybe it will guide the molten pla like a bullet?
The next question for me is how to use now lamelar flow? Use multiple prinhead in first stage, to press everthiing together in the second stage to get a bubble free and dense pla in stage three?
And this maybe also explain why printing with nylon (trimmer line) is so difficult, its always full of bubbles.
Or design new printheads to press dry additives with a extruder in the moolten pla, like cheap iron oxide, glass bubbles, carbon fiber,…
This is better science than we’ve been seeing lately.
Would have been interesting to see how a *retract* would look like inside the hotend…
I was thinking that too, it would be interesting to actually see what happens just inside the tip, but take it farther. Over-retract and create a clog. I’d like to be able to see the mechanics of that while it’s happening.
Pity the cannot spell break properly.
Who gives a fog?!