
The good part about FDM 3D printing is that there are so many different filament types and parameters to choose from. This is also the bad part, as it can often be hard to tell what impact a change has. Fortunately we got destructive testing to provide us with some information here. Case in point [Functional Print Friday] on YouTube recently testing out a few iterations of a replacement part for a car.
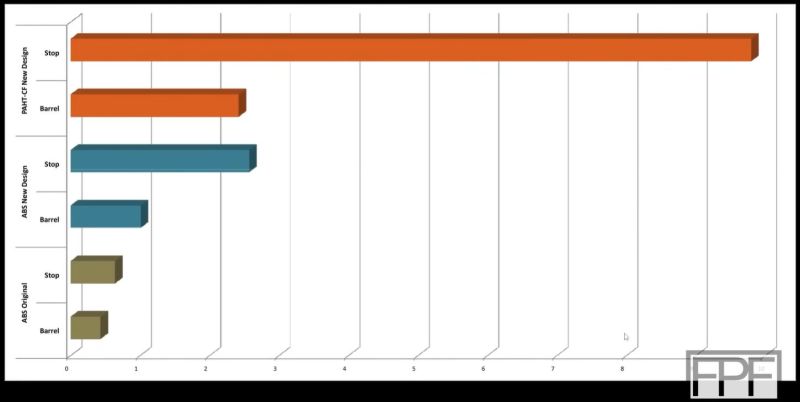
The original part was in ABS, printed horizontally in a Bambu Lab FDM printer, which had a protruding element snapped off while in use. In addition to printing a replacement in carbon fiber-reinforced nylon (PAHT-CF, i.e. PA12 instead of the typical PA6), the part was now also printed at a 45° angle. To compare it with the original ABS filament in a more favorable way, the same part was reprinted at the same angle in ABS.
Another change was to add a machine screw to the stop element of the part, which turned out to make a massive difference. Whereas the original horizontal ABS print failed early and cleanly on layer lines, the angled versions put up much more of a fight, with the machine screw-reinforced stop combined with the PA12 CF filament maxing out the first meter.
The take-away here appears to be that not only angles are good, but that adding a few strategic metal screws can do wonders, even if you’re not using a more exotic filament type.














But isn’t CF like a new age asbeatos?
Oh?
It’s an internet scare whipped up by some dumbass on youtube, Hackaday ran a whole article on it.
Just in case:
https://hackaday.com/2024/08/07/on-carbon-fiber-types-and-their-carcinogenic-risks/
https://hackaday.com/2024/07/23/could-carbon-fiber-be-the-new-asbestos/
Yes and no. I’m not an expert on the subject but did some reading on it and there are different types of carbon fiber. The ones used in printing are usually chopped or continues carbon fiber strands. Those don’t cause cancer. There are however some filaments that use carbon fiber nanotubes such as from 3dxtech, that could very well be called a new asbestos, according to a paper I read. But regular carbon fiber isn’t. It’s still irritating to the lungs and eyes, but won’t cause tumors. Problem with this technology is that it can take decades to see the results.
hashtag not a doctor. If anyone can prove me wrong, please do so. It’s not my area of expertise but read about it due to doing some carbon fiber modification at home. Also work with asbestos at home at times so I wanted to know if I needed to do the same precautions.
Bob, I respect your posting history on Hackaday, but if you say you “read a paper” you will have more credibility if you share a link or at least some keywords to that paper.
Shoving an M3 nut and screw in a print has solved soooo many part strength/rigidity issues for me.
I still dont see enough people playing around with PETG composite with CF or GF. I always liked PETG because its super tough and pretty easier to deal with than nylon. Its main downside is not being that stiff but a little bit of reinforcement would go a long way.
This is kinda reminiscent of prestressed concrete. If you load it under compression, a tensile load will look to the part like just a reduction in compression. (And the screw takes the load.) This would be nicer if most (or all?) 3d printed parts didn’t creep so much.
All plastics creep, you need fillers to make them withstand sustained loads.
Too bad fillers usually make the plastic non-printable.