
We covered many of [Jason Rollette]’s personal projects in the past and are happy to welcome him as our newest Hack-A-Day contributor.
The electronics industry has shifted to lead free compliance, but most hobbyists haven’t even considered the personal impact of using lead. Today’s How-To will cover what it takes to switch from tin/lead solder to completely lead free. Our previous posts Introduction to soldering and the follow-up still apply to lead free. You may have never considered switching to lead free before, but we hope to help you make an informed decision.
Although the electronics industry has been directly targeted it only accounts for a small percentage of the lead used in manufacturing. The battery industry consumes nearly 80% of manufactured lead. Tire wheel weights also account for a larger percentage.
There are some good reasons for the hobbyist to convert to lead free solder, both personal safety and environmental. Lead poisoning can occur when lead enters the body through inhalation, ingestion or dermal contact such as direct contact to mouth, nose, eyes, and skin lesions. Even if you keep using tin/lead solder, wash your hands before and after you do anything. Most poisoning cases are from lead building up over time. The main environmental issue is lead leaching into drinking water or watersheds when disposed of improperly.

There are many different varieties of lead free solder. Two alloys seem be the most popular: SAC305 contains 96.5% tin, 3% silver, and 0.5% copper and melts at ~217C, SN100 contains 99.3% tin, 0.6% copper, and some nickel and silver and melts at ~228C. Choose whatever alloy and brand you feel is appropriate for you. Compare those alloys to traditional 63% tin and 37% lead melts that melts at ~183C. The higher melting point is part of what makes lead free harder to work with. We use SAC305 with a “no clean” flux core.
In addition to picking an alloy, you also need to decide on the diameter. We recommend for through hole .032″,.020″ and .015″ for SMT. Choosing the right diameter solder is very important to success. A finished joint viewed from the side should look like a little Hershey’s kiss, not an inflated balloon. The correct diameter solder makes this much easier to control.

A high wattage soldering iron with temperature adjustment is the best choice for precision work. Get a soldering iron with several sizes of replaceable tips for different soldering applications. Having a good iron makes soldering with lead free easier because of the higher melting point. It also helps to keep the dwell time as short as possible reducing damage to components caused by excessive heat.

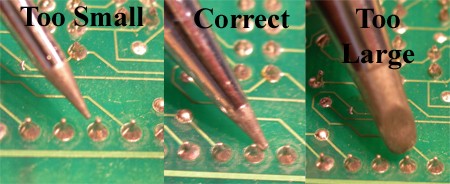
Choosing the correct size tip for the job is perhaps the most important part for a new person learning to solder. Lead-free is less forgiving and the right tip will go a long way in preventing defects.
Using a tip that is too small will take longer, abuse the tip, and will not efficiently transfer heat to the joint. A small tip will seem too cold or too slow.
Using a tip that is too large will damage the circuit board, over heat and damage the parts, and burn off the flux too soon causing a bad joint.
Use tips that are designed for lead-free. Tips designed for lead free will have the longest life. The iron temperature should be set to 700-800F. Do not use pressure to compensate for lack of wetting and heat transfer; this will cause damage to the circuit board. Heat transfer is optimized by providing the best contact area.
Differences from tin/lead soldering
Tin/lead solder should not be mixed with lead free solder because it decreases the strength of the joint. Lead free parts can be used with tin/lead solder. You should try ordering all parts, ICs, resistors, caps, proto boards, etc. lead free even if you are not using lead free solder yet. This will ease the conversion for you in the future. Consumables such as flux and tip cleaner should be certified for lead free soldering. Flux will need to withstand higher temperatures and longer dwell times, and some tip cleaners have tin/lead solder in them that could contaminate the lead free solder joints.

Not all fluxes are capable of sustaining high soldering temperatures. Flux charring, called “black tip syndrome”, occurs when thermally incapable fluxes turn the tip black and make re-tinning nearly impossible. Heat transfer is severely reduced when this happens. Buying compatible flux is key.

As we’ve said many times: you’ll need to set your solder iron slightly higher temperature than you are used to. You will also notice that slightly longer dwell times are needed because of higher melting points. Wetting or spread is also a little slower when compared to tin/lead. The resulting lead free solder joints will appear slightly grainy and dull compared to shiny tin/lead.
The iron must be kept clean and fully coated with the solder alloy, otherwise at the higher temps oxidation can occur. Solder tips will need to be cleaned and tinned more frequently. Use a wet sponge for cleaning and keep your tip tinned by adding a small amount of solder. In general, all tips will have a reduced life when using lead free alloys.
Lead free solder is more prone to solder bridges (shorts). Tin whisker growth is also possible with high tin alloys, but is poorly understood.
The temperatures required make lead free soldering a different experience, but not out of reach. If you can solder with tin/lead solder, you can solder lead free. If you are having problems soldering, maybe some of the tips here will help. Remember, soldering takes practice; solder, desolder, resolder some old circuit boards from computers or consumer electronics before attempting a project. Otherwise you can’t expect a perfect outcome. Knowledge, practice and experience will provide the consistency required for excellent hand soldering results. Please share any experiences you have working lead free.















yeah i hate lead free solder. Glad i stocked up on the good stuff before this BS really went crazy. I know i will get jumped on for bashing lead free solder but it has caused us more headaches and really didn’t put a dent in doing anything.
oh yeah and if you are curious about one of the biggest flops due to lead free solder, XBOX360, BGA’s are a PITA to flow with lead free solder and cause all sorts of problems.
First, I would like to say, with lead free solder growing whiskers and causing things to fail in record time, as long as you are careful with the leaded solder, you are doing the environment more good by not throwing your electronics away more quickly as they take longer to fail.
Next, same issue with whiskers, should we be afraid of things shorting out and causing fires?
I totally agree! Lead free solider is the worst thing ever made. I think everyone should go back to leaded solider, until they make lead free soldier more easily applying to electronics with lower temperature. My boyfriend has destroyed very sensitive parts to heat!
Really, I am all for helping the environment as much as possible, but after reading that there is no way in hell I would even consider using lead-free solder. I don’t think there is even a positive in the entire article other than “you won’t get lead poisoning”, which seems a pretty nebulous advantage as I have never heard of anyone getting lead poisoning without ingesting relatively massive amounts of lead (indeed, I don’t think I have ever even heard of an adult getting lead poisoning as the amounts needed to effect an adult are obviously even higher).
In fact, the article almost reads as “Reasons not to use lead-free solder” since it is essentially just a list of things that will make your life harder without giving you any serious benefit.
You would need a much more compelling article for me to basically throw away all of my materials and components and buy them all over again in lead-free compatible versions.
Lead was originally added to electronic solder to prevent tin whisker growth. Tin whiskers have been responsible for failures of countless electronics in recent years, including several satellites. I have no problem switching to an alternative that is marginally safer for the kids, but at least let’s do some research before switching an entire industry. Imagine the environmental impact of disposing millions of electronic devices that wouldn’t have failed if they had better solder. In the U.S. at least, you’re not required to use lead-free solder…leaded solder is going to be around for a long time, so there’s really no need to stock up.
By the way, people around the world are literally cramming lead into themselves. Many widely-used folk remedies are almost entirely lead. Some compounds of lead taste or smell sweet, so they are used on small children. This is the problem we really need to attack first. Check out the list here: http://www.oregon.gov/DHS/ph/lead/docs/homeremedies.pdf
Lead poisoning at an early age can cause decreased intelligence and high aggressive tendencies. Makes you wonder about some of the world’s currently unsolvable problems.
I use Radio Shack’s .022 Silver Bearing Solder with a cheap 15 Watt Grounded iron (RS doesn’t carry them anymore I don’t think) for nearly every thing and this combination works exceptionally well. Overall I find it flows much much better than the typical Tin/Lead based Rosin core, and it seems to make a stronger connection too.
Just a heads up though, Silver Solder isn’t lead free, the RS stuff I use is actually 36% lead according to the label. I merely offer this as a higher quality alternative to typical solder, not necessarily a greener alternative.
They do make Lead-Free Silver solder too, though I’ve never tried it. It can’t be all that bad though since Plumbers used it on copper pipes where lead would result in water poisoning.
How can you compare sweating pipes together with electrical soldering?for 1 sweating pipes together is a whole different ballgame.your not using a soldering gun on pipes your using a torch that can heat things up faster and help maintain heat much longer besides that pipes are easy compared to electrical or wiring in my opinion.if the pipes aren’t hot enough then solder won’t melt and sweat into them so just keep heating a bit longer till solder does melt and then it’ll start to flow.ive had thin stranded wiring look like it was taking solder just to cut it and see that the solder basically flowed around the outside of wire and never actually soaked into the wire so clearly iron was not hot enough for 8g wire to solder properly.not good especially if your trying to solder stuff like a r/c car esc(electronic speed control)or battery connectors on 6s lipos when your system could be pulling upwards of 150+ amps.
You have to remember that theres no safe threshold for lead, its not like most poisons, like cyanide or arsenic, that don’t do any irepairable damage at less than a certain concentration. more lead in your body simple means more brain damage, simple as that. I can only speak for my self, but I find that pretty creepy. If your diligent about washing your hands after handling lead, you probably won’t take in much of it, but how many of us wash out hands after every time we handle a bare circuit board, or performing a quick bridge or something with a soldering iron?
I’ll admit that lead in electronics isn’t currently that big a deal (compare the amount of lead in a pre ROHS toaster or something to the 2+ lbs in an average crt monitor), but in general, I’d like to see lead removed from all but controlled applications (like x-ray shields, satellites and those sorts of things). To me, it takes a hell of an inconvenience to justify using a material that is known to cause brain damage.
I’ve been using lead free solder for a couple of years now. Its definitely not as easy as leaded solder, but in the grand scheme of things, that just mean maybe 10 minutes of extra work on a given project. The how-to is accurate, but unless your soldering TSSOP’s by hand the differences between the two are really not that significant.
Where I worked as an intern in the summer I was required to have a full medical (lung capacity test, eye site test etc) before being allowed to solder. I was talking the the nurse about lead free solder and from a medical perspective they think that lead free solder is *WORSE* for your health!!
The reason for this is that the lead absorbtion is one of the minimal risks associated with soldering. The way lead gets into the body is mainly through not washing your hands before eating etc – thus, if you are even vaguely disciplined at washing your hands before you eat then you greatly mitigate the risk – it is a sensible practice anyway working in any kind of lab, electronic or otherwise. AFAIK lead inhalation is a minimal risk (unless you are working with lead based powder – which is nasty stuff – but generally not used in electronics!) as it doesn’t evaporate when soldering. It also cannot be absorbed via the skin in its solid metallic form.
The big concern is ‘colophony’ – Lead free solder actually has some pretty nasty stuff in the flux – which is very easily inhaled if you don’t have appropriate extraction, which few hobbiests that I know do. The higher temperatures mean more of it is evaporated and turning into nasty stuff – meaning that one of the bigger risks is actually asthma!
This is all covered officially by the UK HSE in the links below – makes for some interesting reading as to what the UK regulations are in the work place, and actually realising their stringency in terms of medical checks!
http://www.hse.gov.uk/pubns/indg305.pdf – ‘Lead and You!’
http://www.hse.gov.uk/pubns/indg248.pdf – ‘Solder Fume and You!’
http://www.hse.gov.uk/research/hsl_pdf/2006/hsl0658.pdf – ‘Hand Soldering – Information Summary’
Steve Ciarcia’s recent editorial (not up yet, but link will be at http://www.circuitcellar.com/archives/priorityinterrupt/215.html ) covers this issue as well. After reading that, There’s no way I’m going to mess unleaded solder.
The environmental risk of lead is from lead in solution (paint, leaded gas, etc.), not solid metal. And the tin-whisker problem is very real. Swatch recently had to recall $1B worth of watches because of whisker related failures, and managed to get an exemption from the EU standards. The EU has handed out exemptions to military and “critical” communications gear as well.
Considering the toxic fluxes required, the increased soldering difficulties, and the strong chance of failures down the road, there’s really no good reason to use unleaded solder for personal projects.
Jesus, I hate filthy hippies so much.
Sorry, let me back up.
This is what happens when you give environmental whackos anything at all — the screw an entire industry without the slightest thought about negative consequences.
As #3 points out, there’s a reason we started using lead-based solder. And, as the article points out, lead-containing electronics a) are not among the top sources of environmental lead contamination, and b) are even less of a problem with electronics recycling programs, whereby the lead can be reclaimed.
It’s like saying we need to stop having motor oil in our engines, because it’s so bad for the environment when people pour it down the storm drain. Well, no, numb-nuts, we don’t need to stop using it, we need to stop pouring it down the drain. Don’t ban the problem product, *educate people* so they know what to do instead of throwing it away.
—
Also, I wanted to ask: it said RoHS came in to effect Jan 2007, but I only a few weeks ago started to notice RoHS stickers/labels on all sorts of electronics — even the HDMI cables I ordered online. Have they been there all along, and I just started noticing, or was there some more recent deadline that just passed?
What a piece of shit! This is obviously a result of capitalists wanting to make money not “filthy hippies” trying to safe the world.
The current generation of self-centered, money hungry capitalists ARE the filthy hippies of the 60’s
This attitude is the reason humans will soon be extinct and planet Earth is a cesspool.
Another thing I forgot to include: obviously, lead is *not* a substance that builds up in your body forever, or none of us would be able to eat tuna anymore without ending up crazier than Nero. It’s just that it is excreted pretty slowly. Feel free to google “pb excretion rate” if you don’t believe me — googling “lead” tends to turn up the opposite of “follow” =-)
I’ve been soldering since before grade school, and I must say, lead free solder is a pain in the ass to work with.
LEAD FTW!!!
Yeah, and you probably knew an old lady who smoked like a chimney and lived to 90 . . . I’m sure she looked lovely, felt great, and was active. ;-0 YIKES!! Polution is killing us . . . not hippies.
Oy.
I haven’t tried Lead Free, but I will keep it in mind (I don’t do a huge ton of soldering, and my spool will probably last a while).
As far as “adequate ventilation” goes, I like to open either one or both of my windows, and I have the habit of very gently blowing the plume away as I apply the solder, I don’t think I inhale much at all.
The Lead-Free stuff being bad for your respiratory system I do agree with, (just the same as Diet Soda will make me physically ill, “new improved” stuff doesn’t do me well). I don’t think I will lead free solder indoors, I don’t need anything making it harder for me to breathe.
Despite all of the anti-lead-free discussion, I did really appreciate the article. It’s good to see a discussion from a hobbyist’s view rather than mass manufacturer.
On the tip sizing thing – I’ve found that in general, larger tips are better so long as they don’t cause bridging. I’ve never had trouble with overheating – in fact, I run my soldering iron fairly hot (400 deg C) so that I have very fast heating and can finish a joint in less time. Never lifted a pad, burned a board or damaged a component.
I’m in a weird position on this, of being a leadlighter and an electronics dabbler.. I can’t see any way of banning old fashioned 60/40 entirely – I haven’t heard any murmurings from suppliers or the leadlighting industry here about changes to solders – I mean, we handle pure lead in the lead calme anyway, what do they expect us to do, make Tinlights? yeech.
oh and I’m with miles on the breathing thing.. When I’m using flux solder I’ll breathe in whilst laying up the solder and the iron, then breathe out as it connects and heats; it makes you slow down and notice every joint too.
To make a simple fume extractor, buy 10 80mm fans from Newegg (the volume discount makes it about $10 total with free shipping), and connect 9 of them in a square with wire-ties. Set the assembly behind where you solder and connect it to a 12V supply. You don’t need a filter since the fans will dissipate most of the smoke.
h_2_o, any BGA is hard to work on this has nothing to do with lead free solder. You will always be able to get 63/37 tin lead solder there is no need to stock up.
I am sorry if I made it seem like lead free solders are that much harder, they are not! However there are differences and because of the increased heat some people with who do not solder all the time and do not have good equipment will see very minor difficulties. I would just get a small spool and try it for yourself. Most will find it not a big deal.
Paul Hampson, Miles and J. Peterson actually most of the new no clean fluxes do not have rosin in them. As you can see from this data sheet it is Colophony-free, Rosin is mainly used in older tin lead solders, this solder is probably safer than what you are using right now.
http://www.indium.com/_dynamo/download.php?docid=313
However I would still suggest a fan for anyone because of the flux fumes.
James, China is pushing their own version of Rohs now, this is why you are seeing more and more of it.
In the long rung lead will not win, the industry is moving this way, the plant I work at in the US which is not required to switch at all is moving that direction, based on customer demands. It is not really any different for us, as we have been using it for a couple years with out any problems.
I’ve tried that lead-free crap and all I say it is that I’m glad I stock piled on the lead solder so I have plenty. Since I don’t live in Europe, I don’t care about their regulations.
Lead free requires higher temperatures and makes solder whiskers (which I found in a non-working prototype, after using that solder). I won’t compromise my prototypes because some hippies want to feel good. I’ve been used lead solder for 30 years, and I am not suffering from any poisoning. I’ll keep using it until I can no longer hold a soldering iron :P
I’ve been an electronics hobbyist for 35-odd years, since I was a little kid, and have soldered for most of that time. Obviously all the solder I used as a kid was leaded, and I continue to use leaded solder to this day. My dad, who taught me how to solder, drilled in the need to work in a ventilated area, and to wash my hands after handling electronics, which I think is adequate to guard against lead (and other toxins) poisoning.
I do think that using an extractor is wise, especially as you can get some very good ones very cheaply (I use a Weber extractor that I picked up from Jameco for about $35).
A few things:
1. It is important to remember that RoHS was initiated not only due to the hazards of exposing an operator to lead during soldering, but also to the environment and anyone who handles the any electronic component after solder is added. The recycling programs that reclaim lead are great for reclaiming lead, but the processes involve a lot of manual handling.
2. The reason you are seeing a lot of RoHS changes now is because suppliers are realizing that it is more cost effective to simply switch over their entire line card to RoHS parts. Most, if not all, of the electronics suppliers do business worldwide, which means that a great deal of their business will have to be RoHS parts. There are only a couple exempt classes of RoHS, which does not represent enough of sales for a company to justify (to itself) producing parts with the restricted materials. This assimilation for lead free, and (I guess) leaded parts took businesses some time to do because it was not a requirement but rather a business risk.
3. I’m not so sure that you will “always” be able to get the 63/37 solder. The RoHS initiative, and several other similar initiatives are ever growing. Especially with the recent “chicken little” syndrome that we (Americans) have had regarding “going green.”
4. The Xbox thing. This particular issue is two fold. Microsoft absolutely had to comply with RoHS as a regulatory concern regarding sales anywhere but here (US). However, Microsoft could have been a little less cheap and used a “silver” solder. Silver seems to mitigate some of the tin whisker and fracturing issues that are seen with higher concentrations of tin.
I think that RoHS is a good thing, however I do agree that the RoHS change was poorly implemented. It was clearly the result of a panicked outlook on things, and it was also clearly not led by engineers, but rather bureaucrats that shouldn’t have dabbled in such a serious change without some research.
Jim,
I agree ventilation with any type of older flux is very important. The new no clean fluxes are much better, however I would still at minimum use a fan.
I use a 120mm computer fan with metal filter for a computer that I oiled to attract solids. It works pretty well. I then put a 1.5′ piece of 4″ flexible dryer hose on it. It collapses very nice and directs everything away from me.
Jason
Lead is not necessarily the best conductor and apart from the obvious perils of using it, a little silver in the mix makes for better electrical conductivity.
Silver provides the highest electrical conductivity of any metal.
For those who dispute lead as dangerous – it is a neurotoxin and they should consider that all lead; (except 204Pb)is the end product of a complex radioactive decay.
it has nothing to do with conductivity and everything to do with preventing whiskers. it’s known that non-leaded solder has a severe problem with whiskers. of course, why would you expect a european government to know about what it’s regulating?
#19 You should also consider that almost all iron is the end product of a complex radioactive decay. (Primarily Ni->Co->Fe of the appropriate isotopes)
There is a lot of work being done on the radioactivity of 54Fe which is 5.8% isotopic abundance. The latest measurements say that its half-life is >1e22 years, which means that we’ll never be rid of it. Something to think about when your doctor treats you for anemia: just tell him ‘No way are you putting those radiation by-products into me.’
Too bad I had to read this. Thank you, author, f*uck you, pointy haired byrocrats making up stupid laws and regulations.
If I promise not to eat my PCBs, can I continue using lead solder?
I work as a solderer for a contract electronics manufacturer. We are now doing about a third of our work with lead-free solder. None of the solderers like it. It’s high melting point makes it harder to get a good joint. It begins to harden as you pull your iron away resulting in “icicles”, dull-looking solder, etc.
The flux used in it STINKS! The smell is enough to have made veteran solderers sick. I would say that the flux is probably worse for you than the old leaded solder.
“it has nothing to do with conductivity” ?
If just soldering pipes then I would agree. It has more to do with “reliability” of soldered critical components and it’s effectiveness at carrying current with minimal resistance.
Seriously, tin whiskers are a huge problem and using silver as a substitute for lead has its own issues.
The whisker problem was identified back in the 1940’s
The solution? Mix lead into the solder to prevent whiskers. Currently no other practical solution is known other than to ignore the European legal mandate and revert back?
http://image.guim.co.uk/sys-images/Technology/Pix/pictures/2008/04/02/TinWhiskers460x276.jpg
From my own understanding;
Whiskers tips are atom-sharp – they will pierce through any coating, given time.
Ideally we need to find a modern lead-free process solution.
Wow – a lot of misinformation in the comments here. Perhaps many of those commenting are suffering from reduced IQs?
First – Lead is a neurotoxin which the human body mistakes for calcium, it literally binds to bone and and slowly enters the bloodstream over time. Unless you’ve been exposed to a high dose, it’s unlikely you’d even know you’re being poisoned.
Second – There are millions of products on the market today with lead-free solder. Sony TVs, the PS3, Apple iPods, iPhone, computers, Dell servers, electronic musical keyboards, toasters, refrigerators, you name it. They’ve been out there for years – with no significant issues. Billions of dollars worth of consumer electronics. The XBox 360 failures are attributable to heating issues – not tin-whiskers.
Please learn the facts before commenting.
And 75-90% of those electronics fail within a year or two because of whiskers, thermal and mechanical stress, ans a bunch of other factors that leaded solder would take without a problem.
Not to mention that consumers don’t open these things and go lick and suck on the boards and components like they were popsicles, much less repair them themselves. And anyone with enough intelligence and common sense will wash their hands after doing any repairs, etc.
I remember the time when RRoD and YLOD was majorly caused NOT by hardware failure, but because the LEAD-FREE solder balls cracked and fractured under constant heating and cooling cycles, not to mention whiskers. And they had the audacity to charge $100 or more to fix the problem (if warranty expired)
tl,dr corporate greed, not corporate green, as well as lack of research, is the root of the problems that cause this. Oh, don’t forget to add average consumer ignorance, lack of or mis-information.
Add that damned SOPA bill to the mix and we get a crapstorm of epic proportions that will, ironically, make the world a WORSE place to live in. (For the average-income Joes, at least.)
Not sure why exactly but the title of this page: http://www.computerhistory.org/semiconductor/timeline/1901-semiconductor.html refers to lead-sulfide as…
1901 – Semiconductor Rectifiers Patented as âCat’s Whiskerâ Detectors.
I wonder if the original reference here was “Cat’s Whiskers” now known today more specifically as “Tin Whiskers”?
The reference to WHISKERS – LEAD SULFIDE – ELECTRONICS etc. draws me to the conclusive opinion.
It must be tough to reach Google from where you are. “Cat’s whisker” has nothing at all to do with tin whiskers. Why would it? You are talking about lead-sulfide.
“Cat’s Whisker” refers to a thin wire used to make a non-linear contact with a bit of lead-galena crystal, to use as a detector in a radio.
http://www.historywebsite.co.uk/Museum/Engineering/Electronics/history/catswhisker.jpg
In fact, the very article you linked to has a good illustration of this:
http://www.computerhistory.org/semiconductor/assets/img/400×400/1901_1_3.jpg
i’m finding using lead-free difficult – mainly because of my tips, which don’t like to be left for any length of time (tinned or untinned). if they are left they brown up… not sure whether this is this because of the flux core in the solder – so far i’ve only used one brand.
trying to rework a join has been my biggest problem – no amount of heat will budge some joints… but i’ve found that a small amount of solder applied to the tip prior to reworking a joint helps _a lot_ (and stops me from burning a hole in the board).
i’ve ordered some lead-free tip cleaner, and i’m hoping that helps with my tip performance.
re: the move to rohs i understand people being annoyed; but this is the way the world is moving, and my feeling is we need to move with it.
it’s a new material – and new techniques and methods need to be established… i reckon we should work towards finding those techniques rather than just shouting the usual ‘nanny-state’ b*****t.
i’m in the uk and a year and a half ago it seemed unbelievable that smoking would be banned in pubs and clubs – now it’s hard to believe it was ever allowed. my point being, established attitudes can change in a short amount of time.
Hobbist question here…
I am using solder to make pendants.
I take two 1.5″ pieces of cut glass and sandwitch a photo in between them.
I use copper tape to bind the glass and photo together.
Then I add to the tape a cream lead free flux. Then I solder this all together with 60/40 rosin core solder. This works really good!
So – in comes the “Oh-MA-Gawd is there lead in that pendant!?” question that I’m worried I’ll get from people if I decide to sell them. Others who sell this same kind of pendant brag that they use “lead free” solder. I tried lead free and I’ve practiced and practiced. I researched and I bought hotter irons and still it is ugly and looks like crap! I think the people who claim they use lead free on their pendants are lieing… anyway, sorry to go on here(maybe I have brain damage) :-)
What do you think? Will people who buy a pendant with 60/40 solder be harmed? Will I?
Lots of interesting comments-
To the post about pendants:
The biggest problem with jewelry containing lead is small children getting hold of it. There have been news reports of cheap jewelry from China with lead in solder or casting metals. Kids like to chew on things- I guess they have plenty extra kids in China. Also, do you really want someone handling the pendant, wearing it against their skin, then perhaps eating- unaware of the (perhaps slight) danger?
How about epoxies? You need to handle them carefully- gloves and ventilation (you build up sensitivity over time if your skin touches them), but once cured they are supposedly not toxic.
I bet you could find the right epoxy and get a nice looking bond that would keep your tape fixed in place- you can build airplane structures with the stuff…..
I’ve seen how some “lead-free” solders still contain up to 88% lead. What’s up with the advertisement on here for x-rated videos? Lame.
tin whiskers are also known as dendrites.
In the late 70’s we saw this on ceramic IC packages using matte tin plated leadframes. I beleive it requires hi temp and humidity to make this happen. It certainly accelerates it anyway. In mil spec testing, humidity life testing is required and that is where this would show up.
Acording to Kester’s data sheets, their “275” products appear free from this behaviour.
i’ve just finished reading through these comments. I agree with someone who said it earlier: it is nice to hear info from people who actually solder, and not radical environmentalists with a bunch of worthless propaganda! i am very interested in picking up soldering for jewelry, and appreciate all the honesty.
i will probably have to try both types of solder, just to see what i’m dealing with on a difficulty level. my pre-concerns about using regular solder are, will anyone trust the product? Also, with regular lead-free solder, is it truly safer, and a more economical choice? Can it be recycled?
Check out this excellent scientific article which discusses the tin-lead solder issue, including on-going research on developing safer alternatives for the electronics industry: http://www.ncbi.nlm.nih.gov/pmc/articles/PMC1281311/
“Lead is not a problem when contained in electronic equipment, says Robert Donkers, an environmental counselor for the European Commission who is based in Washington, DC. However, when electronic components are deposited in landfills, he says, people may scavenge for equipment and break it open, or the lead may leach out of landfills and into drinking water. The risk is compounded in countries that receive massive imports of electronic waste. In China, for example, unprotected workers, including many children, strip recyclables out of electronic components in a cottage industry of sorts [see “e-Junk Explosion” in the April 2002 issue of EHP].”
According to http://www.epa.gov/dfe/pubs/solder/lead-free-fact1.pdf
“Approximately 176 million pounds of tin-lead solder was used worldwide in 2002.”
i would just like to add that despite how right some may be, with all the craze of being eco-friendly the lead will be feared rather than respected, and will sooner than later be squeezed out of U.S. society. No matter how much we would want it, the bureaucracy exists, and is growing exponentially.
I’m going to assume that the posters shouting about bloody hippies and nanny states don’t have kids?!
Lead is a poison, the less of if we have the better for the environment & better for our kids.
Use lead free silver solder and you’ll be fine.
I’ve been using lead based solder since I was 10 years old. Now, I am about to have a child of my own. Currently I’m considering switching but I’m not quite convinced. It wasn’t that long ago that lead was in paint, silverware and dishes. I’m not saying we should go back to that but were actual measurable effects of lead poisoning ever really that common?
And what’s this garbage about lead being a biproduct of radioactive decay. So what? Everything which isn’t hydrogen came from some form of nuclear reaction at some time or another. We are all products of fusion and decay. Get over it and stop fear-mongering.
Maybe I’ll solder up a few lead-free wee blinky’s or something small and simple like that and leave them lying around in various places to see if they form whiskers. The bathroom would be a good place as it alternates steamy and dry, hot and cold when the shower is used.
I’ve been soldering for about 2 – 3 years. I started on lead-free and was overjoyed when I discovered 63/37 tin lead solder.
A lot of my projects have been fixing broken/shorted wires, replacing a busted diode or capacitor, etc on a PCB. I have enough experience to say I know how to solder as a hobby, but not that I’m by any means an electrician.
Maybe it’s just luck, or because of the things I generally work on, but I’ve never encountered the tin whisker problem. I generally use lead-free solder and keep my stash of 63/37 for special projects or if the lead-free solder is being difficult for whatever reason.
This is rabish.
I fix laptops and xbox and my business is about replacing lead-free solder with lead on BGA and Chipsets.
all I can say is laptops last 1 year with lead-free even after reflow they last 1 month.
when I change to lead solder they lasted since I started doing this repair 2008 so 2 years now.
sure it has enviremental benefit in making it but is it envirement friendly to throw away millions of boards and devices who have lead-free solder joints problem? hippies.
The adoption of lead free solder had little to do with hippies and nanny states, and more to do with industry.
It’s a great form of planned obsolescence. gotta keep people consuming
I use
lead ,lead free, silver solder, brazen / tinin
arc welding, mig welding…
Lead free solder is a lot harder to use, but with the right EQ it is easy to work with. I have an old Hako sodering iron that I run at 900deg (it’s highest setting) when working with lead free.
Here are some tools that I would recommend:
A really hot soldering iron with lots of power to STAY hot: http://www.google.com/products/catalog?q=metcal&cid=15972802579735948225&ei=oI88TOu6Ioum2AS87sSwAw&sa=title&ved=0CCYQ8wIwAzgA#p
A good rework station for removing parts: http://www.google.com/products/catalog?q=hot+air+station&cid=2955366600250352185&ei=4o48TJC0EpL-2ATw8M3yDQ&sa=title&ved=0CBcQ8wIwAzgA#p
I don’t get into politics, but I think that we need to focus more on recycling what we have instead of scaring each other with senseless causes.
My first soldering experience was using lead free (2 years ago) and I’ve had no problems since. I believe a transition period with people complaining is natural, but in a few years the discussion will be gone.
My company sells devices that are exposed to both shock and moisture, and we’ve had no quality issues yet.
” … There is a lot of work being done on the radioactivity of 54Fe which is 5.8% isotopic abundance. The latest measurements say that its half-life is >1e22 years, which means that we’ll never be rid of it. …”
This post demonstrates a complete misunderstanding of radioactive elements and health. The half-life represents how long in time it takes to reduce the radioactive element by 1/2. As it decays, it changes from one compound to another. For example, uranium decays into lead.
There are three forms of radiation … two are harmless to humans unless the element is embedded in your body (ie eating it). The third (gamma) is dangerous as it penetrates the body, possibly causing a call mutation in the path (which goes right through you and continues on).
If an object has a half-life of a day, that means it’s emitting a lot of gamma radiation … 1/2 of all it’s capable of, in a day.
If an object has a half life of 10,000,000,000,000,000,000,000 years (1e22) then it will take that many years to emit 1/2 of it’s radioactive potential.
In other words, it’s essentially NOT radioactive; this is millions of times less radioactivity than common items that are known safe (being outside in the sun, LCD displays, smoke detectors, sleeping next to an any mammal which emits radiation stored in bone tissue, etc).
Get a grip, son. One single ray of beta radiation every ten years is not going to kill anything.
I find tin/lead solder easier to work with, but lead-free is OK when you get used to it and have the right equipment. One nice thing about lead-free solder is that it’s much better at coping with stress on a joint. I have some joints which hold on metal screening cans – the cans have soldering post that I solder to. These cans have EMC gaskets on the them which are springy and try to pull the posts out of the solder joints. With tin/lead solder, the joints appear OK to begin with, but they gradually move over time (a few months), and you can see rings where the solder is creeping away. With lead-free solder this doesn’t happen at all, even after a year.
Following on from my previous comment, I’ve heard that lead-free solder used to be used by the automotive industry long before the ROHS regulations, the reason being that lead-free copes better with viabration and temperature extremes that you get in cars. Can anyone confirm this?
Yes, I can confirm: according to extensive tests done by Honeywell Aerospace, lead free solder “show equal to or better than reliability” over lead free solder especially dealing with “temperature cycle, vibration, and mechanical shock”. This makes good sense, think about it, if it is applied at a slightly higher temperature, a bit more durability is to be expected. Here is the website the information originated: http://www51.honeywell.com/aero/common/documents/RoHS_FAQ_V2.pdf
How does one properly dispose of lead solder?
What about bits of circuitry with solder on them?
What about the wet sponge one uses to wipe off the soldering iron tip?
What is the safe, responsible way for dealing with this lead waste?
Thanks
To dispose of things that are contaminated with lead, I just toss the stuff into the river. Same with used motor oil, mixed solvents, old paint, and various household biohazardous waste.
Never been a problem. It just floats away…
I’m joking, of course. But only a little bit:
I once accidentally spilled about two gallons of used transmission fluid next to my house. I “cleaned it up” (Exxon Valdez/Deep Water Horizon style) with some dish soap and water.
A year later, I planted a vegetable garden in that spot. It produced some of the loveliest peppers I’ve ever seen, and I still haven’t grown a third testicle after having eaten almost all of them myself. So much for ruining the land.
And that’s a contextually irrelevant anecdote, at best, but seriously: The contribution of lead into the environment by hobbyists is easily dwarfed by consumers throwing out their old/broken stuff, let alone the shadetree mechanic who bins the occasional old lead-acid battery. Hell, I bet it’s dwarfed by wheel weights just falling off randomly as the steel holding them on rots away.
So toss the old sponge. Just forget about it. You’ll do better worrying about where the water you use to wash up after soldering goes…
And then get a brass tip cleaner — Hakko makes a good one. It’s cheap, and it works great with no water required. The bottom of the housing slowly fills with little balls of solder, which can be gathered up and recycled at your local scrap yard. And when the cleaner wears out completely, just recycle the whole thing (including the housing) as brass. (Machinable brass often has a bit of lead added to it anyway to prevent galling, so it’s not exactly like you’re poisoning the mix with your paltry solder content…)
Lead solder can probably be recycled similarly at any decent scrap yard, especially if you’re not interested in getting paid for it.
Old electronics can be recycled almost everywhere, these days. I live in a small town in Ohio, and while we don’t have a particularly convenient method for getting rid of old boards, the local solid waste district does have an “event” once a year where such stuff can be dropped off for free.
Meanwhile, you can have my 63/37 (or my old roll of acid flux 60/40 plumbing solder) when you pry it from my cold, dead hands.
I’ve got a 7-year-old Dell Inspiron laptop that has seen daily use since it was new, in all kinds of weather, which still works fine….except for the hard drive, which was the only RoHS-compliant part on the machine (and also the only part to have died).
Anecdotes, anecdotes, but lead solder FTW.
I hate Lead free solder with a vengance! I’ve been involved with electroincs for around 30 years and when I had my lead levels tested they were found to be fine. Re. the methods lead can get into your system :-
Injestion.
If you’re stupid enough to suck solder wire you deserve all you get, injestion due to skin contact is minimal and easily combated by common sense measures such as washing your hands.
Inhilation.
With normal soldering lead does not reach a high enough temperature to form a vapour. You may be breathing in flux fumes but you are breathing in very little (if any)lead.
Environmental.
Lead in electronics solder is a TINY persentage of the amount of lead that either enters the environment or is there already!
The cost of Lead free alternatives (both in physical money and enviromental costs due to increased energy useage) is worse IMO than sticking with lead based solder.
Is this a joke? Lead free solder is more dangerous to use than leaded solder, since the higher temperatures involved result in more toxic chemicals being vaporized.
Durh, Let’s save the environment by not using a metal that’s already present in nature. Instead, let’s use something less manageable and less reliable, resulting in more failures and more electronics being thrown away.
I will tell you, I have been using Lead Free solder (all brands are Tin baised) for years, and I love it.
Lead Free solder works and works fast.
Truthfully, you will not tell the difference! Except that lead free solder will not dull over time and moisture.
I love it.
Does it conduct electricity great: Yes.
Have I ever seen it make whiskers: Never ever ever.
About the melting temperature, if you concentrate really hard, you can tell that it does melt at a slightly higher temperature, but you really have to be looking for it.
Look, I’ve soldered electronics and larger joints on hobby 10 gauge Antennas, and it works great, especially in the moisture, and it does not water drip away as fast as lead.
This stuff is the cat’s meow, and no wiskers; I believe they solved that problem years ago by doping the tin with other elements they use today whether it is Copper/Bismuth/Silver or Copper/Selenium or Antimony, but I wouldn’t use the Antimony type because it may be a carcenigen.
The fears of lead users are understandable, will lead free solder work, will it cause problems. In fact the main artical itself just echos very old problems that no longer exist in leadless solder. However, all these concerns are really baseless. Try it yourselves for a bit instead of just voicing your concerns and then you will be converted as I am. This stuff is great, and it is functionally better in certain ways.
Use the 96% tin, 3% silver lead free. 99% tin has tin whisker problems, silver doped supposedly does not (or it’s much reduced).
My main problem is I can’t seem to clean the damn no clean flux residue. NC is fine for paste, but for hand soldering there’s residue and I need to get rid of it.
I’m selling stuff, so of course I need to use LF.
Once you get used to LF, it’s not really much different. It absolutely sucked the first day, yes… but after figuring it out it’s no big deal.
In fact, having to use flux more often on QFPs, etc actually improved my technique and speed at doing them.