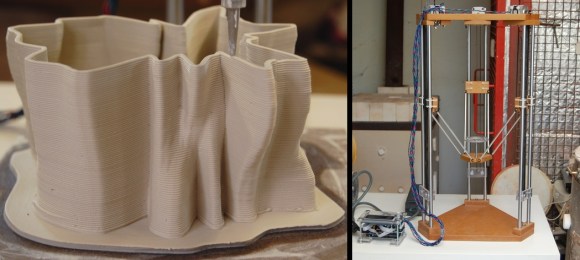
Artist [Jonathan] has built a 3D printer specifically for printing in clay. The part count is kept to a minimum and the printer was designed to be made with basic tools and beginner skills. The intent was to not require access to a plastic 3D printer in order to build this printer. Although this build’s goal was clay printing, the extruder could certainly be swapped out for a typical plastic printer version.
This Delta uses quite a bit of MDF. The top and bottom plates are MDF, as are the bearing carriages and extruder mount plate. 12mm rods are solely responsible for the support between the top and bottoms plates as well providing a surface for the LM12UU linear bearings. These bearings are zip tied to the MDF bearing carriages. The 6 arms that support the extruder mount plate are made from aluminum tubing and Traxxas RC car rod-ends. NEMA17 motors and GT2 belts and pulleys are the method used to move the machine around.
Getting the clay to dispense was a tricky task. Parts scavenged from a pneumatic dispensing gun was used. If you are unfamiliar with this type of tool, think: Power Caulk Gun. Clay is fed into the re-fillable syringes and an air compressor provides the 30 psi required to force the clay out of the nozzle. The pressure alone controls the rate of clay flow so it is a little finicky to get the extrusion rate correct. Depending on the size of the final sculpture, 1 to 2mm diameter nozzles could be used. For larger work, 1mm layer height works well. For the smaller pieces, 0.5mm is the preferred layer height.
The electronics used here are pretty standard for 3D printing, an Arduino Mega with a RAMPS shield. The firmware is a slightly modified Marlin variant. One minor problem was overcome, even though the nozzle is not heated, it was found that the 100K thermistor still had to be connected to the RAMPS board to keep the firmware happy. [Jonathan] has made all of his build files, software and firmware available on his page for other to use to make their own clay printer.
via 3D Printer Plans














I love how he says that he’s not an engineer, but an artist. Could’ve fooled me!
Yeah, someone has to tell him the bad news!
Artists create tools when needed that don’t exist for a specific purpose.
Engineer design a device to do a specific function well.
Quite similar philosophies.
Some artists do, be careful how you say that. An artist can live his entire life with nothing but a brush and paint, or just clay, etc etc. But the mere definition of an engineer is to ‘engineer’ or make things, build things, create things to do things. An engineer is an artist..but an artist does not have to be an engineer.
What about “readymade artists”?
I love it. This is a fantastic build.
Great build.
Did anyone else think peristaltic pump for the clay?
I wonder if ~30psi positive pressure behind a relatively strong peristaltic would maintain the flow, but increase the control over material feed rate.
I like that idea a lot. Plus, material shutoff would be *really* easy as it already has a check valve “built in”.
30 PSI is *somewhat* high for a peristaltic pump but not incredibly high either.
The one that i am really interested in is a progressive cavity pump that works for this application. it should not be that hard… but i have not got around to trying any yet…
http://www.ascovalve.com/Applications/Products/ProportionalControl.aspx
Flow rates adjustable between 0% and 100% of rating. Control achieved by applying straight voltage between 0 and 24 VDC via potentiometer or other variable power supply. Flow rate can also be regulated by a range of electrical inputs (sensors, transmitters, PLC, etc.) via an ASCO Electronic Control Unit or similar circuit. Suitable for use in air/gas, low vacuum service, as well as to precisely control flow of water.
So dry it, fire in a kiln then glaze and fire again just like slip cast?
You’d want to keep watch on the amount of clay remaining as a 30PSI air blast as the clay runs out would blow your print to tiny bits.
Issue #3 of RepRap Magazine has a pretty good article on paste and clay extrusion. Check it out!
This could actually be the most useful 3D printing media so far (ignoring commercial-grade / SLS etc.), I mean this thing could actually directly make something usable like a cup, or a cooking pot, or a casting mould…
Use 2 Laser diodes slightly defocused (3-5mm spot size), shining just below the extruder tip to solidify the clay,
Could be another use of my project: http://hackaday.io/project/2017-CNC-Add-on%3A-Rot.-Laser-Soldering-Paste-applicator-
Clay printer
http://www.youtube.com/watch?v=WWvVTWSguV4
another clay printer from the same guy
http://www.youtube.com/watch?v=5qUJxBUQVVA
What if you dispensed silicone caulk instead of clay?
The drying time for silicone caulk is pretty long, I was thinking of some sort of mixer, to mix silicone caulk and talk, or cornstarch. Lots of examples of this mix on the web… https://www.youtube.com/watch?v=a-wQm4bKST4
Adding either of these brings the drying time down from hours to minutes. Silicone (PDMS) is capable of producing very fine detail too, http://en.wikipedia.org/wiki/Soft_lithography – so if you can print it and rapidly fix it, it would be a good choice. The filler (talk or cornstarch) would however affect the ability to reproduce microscopic detail… its got me thinking though…
s/talk/talk/g
or… better still s/talk/talc/g … WHEN ARE WE GETTING AN EDIT BUTTON!?
I wonder how well the printed object will survive being fired? Trapped air bubbles can destroy a piece when fired.
Some bubbles can be tolerated by using slower ramping temperatures. By keeping the rate of temperature rising low, the smaller bubbles can release their steam before the clay body vitrifies.
A plastic extruder would wear out very quickly. If anything, this thing could print out a ceramic extruder that is smooth out with water and then fired.
On of the Making Awesome folks has built several clay printers. He uses PVC pipe for the syringe and taps the build with a wooden throwing tools after each layer is printed, to remove bubbles.