Filament printers are here to stay, and in the past year there have been a number of SLA and DLP resin printers that can create objects at mind-boggling high resolutions. Both of these technologies have their place, but printing really complex objects without also printing supports is out of the question.
[Brandon] has been working to create an open source printer using a different technology, selective laser sintering. That’s a laser melting tiny particles of stuff to create an object. This printer can work with any material that can be turned into a powder and melted by a laser, and also has the neat bonus of printing without any supports.
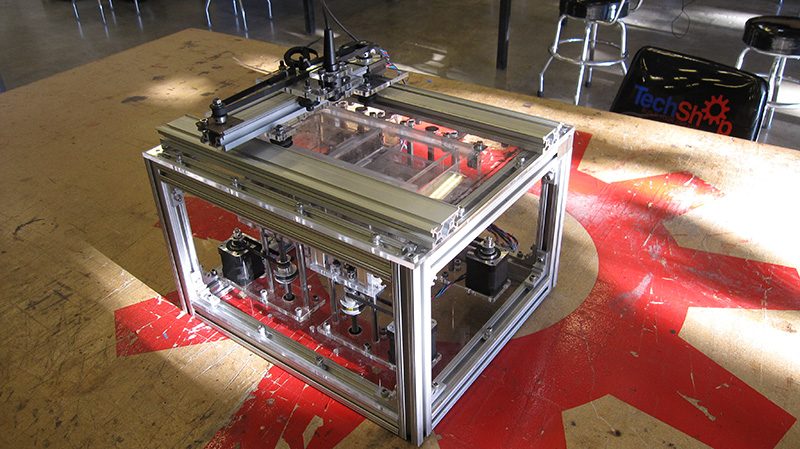
[Brandon]’s printer, Ester, uses small meltable polyester dust as both a print material and support structure. The object to be printed is created by shining a laser over a bed filled with polyester, drawing one layer, and putting another small layer of material over the previous layer.
The machine is using a diode laser, with a few experiments with a 1 Watt diode providing some very nice parts. The mechanics of the machine were built at [Brandon]’s local TechShop, and already he has an IndieGoGo for future development and a $3000 development kit. That’s a bit expensive as far as project printers go, but SLS is an expensive technology to get right; ‘pro’ SLS printers are in the hundreds of thousands of dollars.














Does it have or need to operate in a vacuum to produce quality parts?
It shouldn’t. Vacuum is used on the big guys because the metal is reactive at high temps and would cause porosity. Though I would be willing to bet it might help here too.
Wouldn’t it be much easier to use an inert gas? MIG/MAG welding style.
Perhaps a cheaper option would be to flood it with an “inert” gas instead.
You could, thats what they use on the power spray SLS systems. But for a bed system like this vacuum would probably be the best choice since it would, hopefully, cut down on porosity.
Slm/sls systems use vacuum only with electron beam, machines with laser use inert gas (Ar or N2).
SLM solutions, Renisaw use inert gas.
Arcam use vacuum
no thats needed for metal to keep it from rusting this works only with low melting point stuff like plastic and wax. but depending on what you use you may want to vent the fumes outside
He describes the air humidity affecting parts, so I’m guessing its not in a vacuum. Very exciting project! I will definetly be watching this space.
This thing is a class IV device (4W 808nm laser). It MUST be in a light tight interlocked case.
just a nit but it does not need to be light tight. Just light blocking at the wavelength of the laser +/- it’s spectral bandwidth. My 60W laser has a polycarb window which is clear to visible light but in the IR spectrum of the laser it is blocking.
For home personal use they can do what ever they want (no matter how dumb it is). As for a product that will be sold or given to others your 100% correct needs to be enclosed and interlocked.
Well, yeah, light tight for the wavelength of the laser. But if you saw the price of the 1064nm blocking windows on my yag laser you would just make it opaque.
CO2 lasers get it easy, just about every plastic is opaque at that wavelength.
And he IS selling these things on his fundraiser.
PLA is not..?
PLA is not what?
So not only do you make a claim that’s not even true, you fail to correct yourself and then brag about your laser equipment? Nobody really cares.
It is not a false statement. This needs to be in an opaque case and unless you have the equipment to measure light transmission at the lasers wavelength the only reasonable course of action is to make it light tight.
Many materials that are opaque in visible light are transparent and NIR and IR wavelengths. Black acrylic is a good example. It looks black but is perfectly transparent at NIR wavelengths.
If I were to brag about my laser I would do a lot better job than that. The mention of a laser as an example to show I might just know what I am talking about.
i bet you could print using powder cheese
This looks good so far. Unfortunately the chemistry is as important as the mechanics. But getting the mechanics right will allow work on the chemistry. Some control of both the atmosphere and temperature in the build chamber would open up the range of materials. Control temperature can allow for better size control and atmosphere control can extend the number of times the excess powder can be reintroduced into the process.
My favourite material for this type of printing is icing sugar mixed with toner. Black so it absorbs the heat and sugar – cheap. originally Inspired by the candyfab3000…
Can you give us some details on your setup? Sounds very cool!
“and also has the neat bonus of printing without any supports.”
That’s not entirely true. The powders used shrink in volume when melted and compact when more layers are added, which necessitates the use of support structures to be printed in or else the overhanging parts will get misaligned before they are connected, and they can sag and bow under their own weight even after that.
Powdered plastic? That sounds like a job for a Vitamix with a dry cup!
As someone who has spent the better part of the last 2 years hacking together diy SLS printers, I would like to share my thoughts/advice:
1. Laser Safety?! A non enclosed 808nm Diode (invisible) with the power to burn your eyes 100 times needs to be shielded!
2. Temperature Control: It might work with polyester dust, but as soon as you want to sinter robust nylon powder, you absolutely need a heated chamber (extreme warping).
3. As long as you don’t use metal powders (expolsion hazard), no inert gas is needed. The big guys use it to prevent nylon from reacting with oxygen and becoming yellow instead of white.
cvburg – what temperature is good for heating the chamber, 160C? If I line the chamber and the build plate with PCB heaters (same ones as FDM reprap printers), would that do the trick? Also, would a 1000mW 808nm diode do the trick? Thanks!
SEND me the CAD design for this Ester SLS 3D Printer.