Hackaday is getting back into the swing of doing reviews, and with that comes reviews of the tool du jour, 3D printers. I have some reservations about reviewing a 3D printer; they’re a new technology, and what may be standard today could be hopelessly outdated in a few months time. Remember geared extruders? The new hotness is, apparently, direct drive extruders.
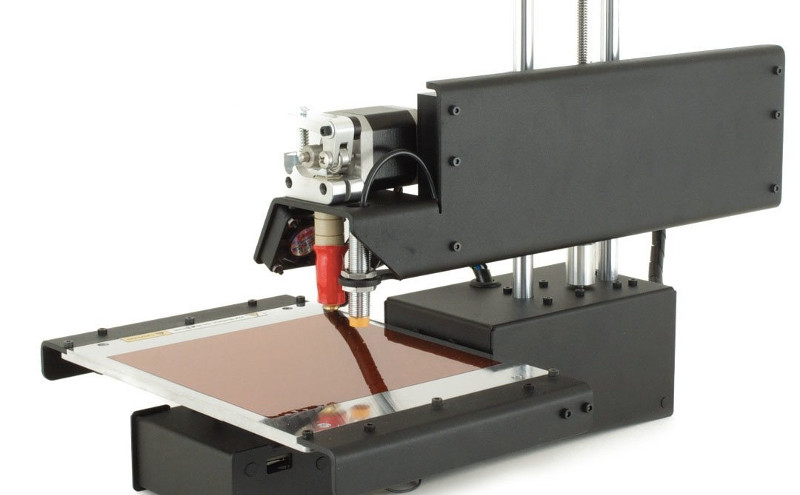
This is a review of the Printrbot Assembled Simple Metal. If you need any evidence that reviews of 3D printers have a shelf life, you only need to look at the Getting Started guides for this printer. When I bought my Simple Metal, the Printrbot recommended software stack was Slic3r and Repetier-Host. Barely three months later, Cura is now the Printrbot recommended software stack. If you think a simple change in software is inconsequential, check out these prints:
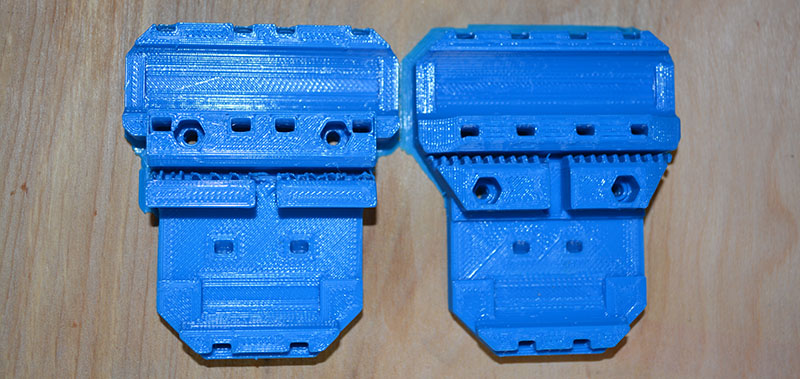
The print on the left was sliced with Slic3r. The print on the right was sliced with Cura. Notice the small teeth that grip the timing belt on each of these prints. With the Cura-sliced print, everything is fine. The Slic3r-sliced print is a complete failure, not of the machine, but the recommended software for the machine.
Therefore, if the goal of writing a review is to have a definitive opinion of a piece of equipment, a number of questions must be addressed. Since most 3D printing software is open source, should software be included in the review? Is the value proposition of a 3D printer simply a function of price to build volume (this seems to be the standard metric now), or are there intangibles? Should the review cover the quality of prints out of the box, or should the review only focus on print quality after dozens of hours of tweaking? I simply don’t know the answers to these questions, and I suspect you couldn’t get any two people to agree on the answers to these questions.
With that said, I feel I have used this printer enough to make a judgment call as to if this printer was a good buy.
Setup
My Metal Simple arrived via UPS in a very nice yet plain cardboard box. The packaging of the Printrbot is somewhat of a work of art, that should be more than sufficient to protect the bot from shipping damage without filling the box full of wasteful styrofoam. Someone at Printrbot has experience in packaging design, and I have to tip my hat for that.
As I said above, it’s difficult to provide commentary on an aspect of a product that has changed completely in just a few months, but thanks to a few terrible prints because of Slic3r, I can provide feedback for the setup with both software stacks.
For Repetier-host, the setup was a breeze. The official guides and videos walk you through a process of calibrating the Z axis height, printing out a few calibration cubes, and finally printing a functional part — the fan shroud that will be a necessity for more complex prints.
Cura is a different beast entirely, but in many ways better than Repetier-host; everything is in one panel, the slicing is fantastic, and all the prints come out great.
When printing larger and longer prints, I would suggest not viewing the progress of the print in the host software. There are a few issues with the serial port when viewing a print in progress with Repetier. These issues don’t cause your print to fail, but they will increase your print time dramatically. I left a 12-hour print going overnight, and when I came back to it in the morning, there were two extra hours added to the ETA. Leave Repetier on the temperature graph, and you won’t have this problem.
Hardware
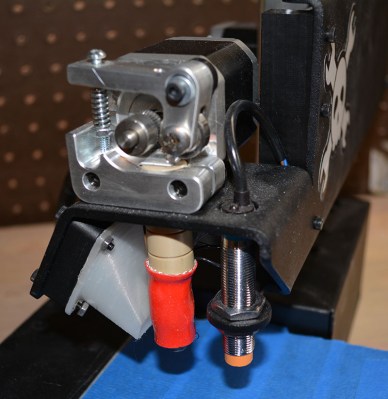
The Printrbot Simple Metal uses a direct-drive extruder, fan, and the Printrbot-designed Ubis hotend. This hotend features a nichrome wire heater wrapped around a brass tube, separated from the extruder by a piece of PEEK. This is, on all accounts, a design from three or four years ago. The go-to design now is an all-metal hotend that’s able to extrude nylon and other exotic plastics besides the usual ABS and PLA.
Printrbot does offer an all metal hotend, surprisingly at a lower price than the older model. The Simple Metal is still shipping with the older design. As far as I can tell, no Printrbot ships with the newer all-metal hotend. I find this odd, not only because ‘exotic’ filaments that do best with an all-metal hotend are becoming much more popular, but also because an all-metal hotend is apparently cheaper to produce than the older model. If you want a foreshadowing alert, there you go. To print with exotic filaments, you’ll be spending $50 to upgrade your machine.
The Printrbot does have an interesting feature bolted onto the machine right next to the hotend. This is the inductive bed sensor, or the way the Printrbot sets the Z height before starting the print. Yes, the Printrbot has automatic bed leveling, and from my experience with a Mendel, this is a godsend. Setup of the bed sensor does take some time – in my case, about an hour. Once that’s done and the z probe offset is saved to the board, you’re done. Provided the first layer of a print sticks to the bed, your print will come out okay.
Print Quality
For the most part, the print quality from the Printrbot Simple Metal is exactly what you would expect. For the first-time buyer of a 3D printer, it will appear magical; load an object into Repetier or Cura, press print, and a few hours later an object will appear. With a 0.4mm nozzle, you’re able to lay down plastic as well as any other printer. To borrow a phrase, it just works, and the results look good.
There is, however one significant deficiency in the design of the Metal Simple. It uses a threaded rod for Z axis movement. While this was – and still is — if you look at Lulzbot and Ultimaker — the standard way of moving in the Z axis. If you print an object with tall, smooth walls, you will notice visible striations in a regular pattern. This is an artifact of the unconstrained threaded rod, and where there is a little bit of wobble, you will see faint lines in your print. You can’t feel them, but they’re there.
This artifact of mechanical weirdness can be reduced or even eliminated with belts or another system of linear movement; these striations are never seen in delta bots, and that’s simply due to the mechanical arrangement. It seems silly to complain about a phenomena that is barely visible and extremely hard to photograph, but the effect is there.
Customer Support And Supply Chains
Ah, the part of the review where I’m an idiot. Story time: I moved my printer down to my workshop/basement/pile of old computers. I was running out of USB ports, so I grabbed the closest hub in my box ‘o junk, found a power supply, and plugged everything in. Connected to the hub was my phone, a Raspberry Pi (both just for power), a Teensy, the Printrbot, and my MacBook Pro (to the host port). The power adapter I grabbed was a 12V supply. I never said I was smart.
I now have a dead Printrbot controller board – the Printrboard – due to my own stupidity. However, I do not have a dead phone, a dead Raspberry Pi, or a dead Teensy – things that were also plugged into the hub at the time of the incident. The engineering of the Printrboard meets spec, as does everything else that was attached to the hub. This illuminates what I feel is the greatest problem with Printrbot: supply chains and customer support.
After unsuccessfully trying to find the device under Windows, Linux, and OS X, I tried to re-flash the firmware; the chip was extremely dead. While this was my fault, the survival rate of other devices under the same conditions would suggest this is a problem for Printrbot. I sent a ticket into their support system, and after a little back and forth it was recommended that I could buy a new Printrboard to replace the broken one.
There’s a problem with this plan. For the last three weeks, the Printrboard has been out of stock in the Printrbot store. I’ve signed up to be notified when the Printrboard is back in stock, and for three weeks, I’ve been waiting for an email.
This is not a condition that consumers face often. I would like to give someone money, but they will not take it. It’s odd; the strangeness of waiting nearly a month for a replacement part – one that was suggested by a customer support tech, no less – is so bizarre that I think I need to see this through. Yes, I could replace the board with a RAMBo or RAMPS controller, but at this point I’m relishing screwed up supply chains and inventory management.
Conclusion
The headline of this review should be: “A Good Printer To Print A Better Printer”. The Printrbot Assembled Metal Simple is designed to be a My First Printer™; just enough to get you in the door. Without a heated bed, you’ll only be printing with PLA filament, and unless you’re very good or very lucky, prints with a large base will have curled edges. This can be mitigated by printing with rafts, or by spending a weekend tuning the printer to perfection. The Printrbot will not print exotic filaments without an upgrade. In my opinion, the Printrbot Simple Metal is not a $600 printer – it’s a $600 printer that will eventually require a $100 heated bed, a $50 ATX power supply, and a $50 metal hot end. For $800, you’re pretty close to territory that will get you a heated bed, much larger build volume, and a Z axis that isn’t driven by a leadscrew.
This is a great first printer, but if you think you might want something to grow into – especially considering the inability of Printrbot to keep components and accessories in stock – look elsewhere. If you are looking for a cheap printer to get started, remember you can just print another 3D printer. The second roll of filament that went through my machine was dedicated to i3 parts. I would highly suggest anyone buying a Printrbot to print the parts for a 3D printer within the first month.
As I was writing this review, Printrbot announced their upcoming Printrbot Play, a machine that appears to fix most of the problems mentioned in this review. In the single picture of the Play, it appears there will be a metal hotend, and there’s a good chance at a reduction in Z axis wobble.
I suppose I’ll be reviewing that in a few months. In for a penny…














Glad to see you like Cura, but how can you be sure the poor performance of Slic3r is due to the software and not its settings? Also, it would be more fair to use the same piece to compare the slicers, the ones in the photo are two different X-carriages.
It’s just a random error. You could have the same results the other way around with a different model as well.
(Totally honest Cura developer here)
I’ve noticed Slic3r seems to be getting more and more inconsistent compared to Cura/S3d as well, this doesn’t seem to be a one off IMO.
I like to use Cura for the quick on off prints. Slic3r is my goto for fine control over settings that Cura doesn’t allow. Both have their place in my printing toolbox imo.
*one off
Are the parts in the picture the same exact part? The bolt/nut holes are in the wrong spots. They seem similar in some features and wildly different in others. A better comparison would be to compare the exact same part. However the main point concerning the teeth is valid. I think I should give Cura a try. I currently use Slic3r and while it has gotten a lot better version to version something else maybe better. Having said that learning all of the nuances of a new slicer software is always a pain in the rear.
I thought it a bit recursive when they mentioned that the printer was printing printer cartridges, do they print filament as well?
Doh! CARRIAGES, not cartridges! I need more caffeine!
I recently bought the Printrbot simple metal (assembled). The supply chain is definitely an issue. I had amassed a number of Amazon gift cards and was hoping to purchase the simple metal kit from Amazon, but after waiting for two months to restock on their Amazon store, I caved and paid extra to get the (in stock) assembled one. During those months I had many fruitless e-mail conversations with the support staff at both Amazon and Printrbot. Neither one could give me an estimated time for restock. I see that is now back in stock, so maybe it was just an issue with the holidays.
As you stated, the packaging is fantastic and Cura is a breeze to use. There is a funny quirk though, and twice already I have thought my Printrboard failed because of it. Basically, you can user Pronterface via Cura to control the Printrbot (this is the described method in the tutorial). However, you cannot connect to the printer (with Cura) unless you have a model loaded.
It’s true that large prints will curl with PLA, and really a heated bed is required. The heated bed upgrade from Printrbot is $99, and you can’t use it with the included laptop power supply. The lead times are ridiculous, and you pay California sales tax on all purchases. I ended up buying an aftermarket heated bed for ~$30 and a separate ATX power supply for ~$20. Flawless so far, and sometimes I can barely pull the part off the board.
Here’s the link to the e-bay store I bought my heated bed from. I am not affiliated with the store. http://www.ebay.com/usr/3dheatbeds?_trksid=p2047675.l2559
How weird.
After being somewhat underwhelmed by the whole 3d printing thing for years i took the plunge and bought this exact same printer too two to three months ago!
I examined all my options and this printer came out trumps, seems to be an easy choice for newbies, and boy am I impressed with it, as you seem to be.
I however bought mine in kit form and built it myself, surprisingly fun without any horrible alignment nightmares or anything, just followed the iFixit style tutorials and a YouTube channel.
One point of note, a real annoyance is how completely irresponsible Printrbot seem to be when it comes to after sales support. I developed an issue with that crappy micro usb connector on the printrboard (Rev f4). The USB connector has a loose connection with the cable to the PC, which disrupts printing if the machine wobbles around as it’s printing. Printrbot feigned any responsibility directly, Amazon UK also mostly feigned responsibility because they only stocked a limited supply of them as what seemed to be a one off, since sold out and unable to provide me with a replacement. I’m now stuck with a malfunctioning USB port and Amazon will probably never get them back in again! I’m entitled to a replacement board for free because it came with the fault, but Amazon have left me with no choice but to buy a new Printrboard.
Suffice it to say I’ve ran into the same supply shortage as this articles author, and I’m none too happy about buying another one. I’m exploring jumping ship and changing the main controller as all the key components are the same between 3d printers.
Also the main community of Printrbot users on reddit and other forms are just a bunch of sycophantic fanbois sticking up for the company’s poor after sales support. Either that or are just all employees.
Just wondering why you don’t just repair the board. If it’s a loose connection, re-solder. If it’s a bad connector, replace the connector. You could be up and running in an afternoon for very little to no cost.
BTW: I built a Mendel i3. The take away from my experience is, don’t buy cheap electronics. Cheap Chinese fuses on my RAMPS had me tearing my hair out for 6 weeks trying to figure out why it would heat up but not print. LOL
This printer is a joke. Why throw away 750$ on this instead of buying a real printer that in enclosed… etc
I prefer to wait if i don’t have the money for what I want.
One of my co-workers has one of these. Once he added a heated bed, it routinely prints parts that are far better than the ones produced by the Airwolf printer that the company bought (at 5x the cost)
If you feel that strongly, you can build your own enclosure. Which is probably a good idea for any printer, really, and very inexpensive to do.
you can even print your own hinges for the door.
Or… you could just buy one all assembled.
I know DIY types are all about the man-sport of building every bit themselves, but when this stuff goes mainstream, “build your own” really just doesn’t cut it. In a way, this is why Linux is still a no-show as an actual system – it’s major win is as the OS underneath Android where no one has to see it – or in servers where – again – no one has to see it.
Finally, DIYers have a bad time with estimation of the value of their personal time. I make around $45 an hour, so add up the time to go buy some wood, the price of the wood, the tools I’ll need (which I don’t have because – you know – don’t do that sort of thing), the time to actually cut up the wood, assemble it and so on.. and I think your “very inexpensive” suddenly becomes significantly less so.
I make $10.50 an hour. Where in heck did you find an hourly wage of $45?
Engineering, Physicist, Chemist, Biologist, etc.
Sans PhD, Electrician, Plumber, Construction Worker, etc.
honestly you could have an enclosure built in 30 minutes, also I dont think taking 30 minutes out of your day to build a improvement is something that you really should complain about, its not like you are taking time off work to build it, also the average DIYer has the tools and the know how and the precious time to spend on such projects
bottom line if you want an enclosure you cna spend the extar $3oo for one with one
30 minutes really sounds like you would just put an old cardboard box over the printer, cut out some openings for USB and power and doodle a name on it with a sharpie…
I have an UP! Mini and one of the main reasons I went for that model is the enclosure. It looks like a coffeemaker, most people don’t even realize it’s a 3D printer. Fits well into a cyber-workspace, just like any other professionally made box… Also it comes as a turnkey solution – no user-errors to make in the beginning.
It’s not like you can just make a sheet metal box with nice surface finish, cutouts and good folding lines in under 5 hours – and that would be in quite an awesome workshop!
This is overly harsh. The simple metal routinely gets results that are similar to or better than printers that cost several times as much. Make magazine’s printer shootout found the same. Massive roundup of printers, second best results (after ultimaker 2), second cheapest printer reviewed among dozens.
I concur, when mine worked okay I got prints out of it that blew me away with only the default recommended settings from the Printrbot wiki.
NION, this is no toy printer and you’re sorely mistaken if a printer has to be enclosed in a box to be considered good!
I built my Printrbot Simple Metal from a kit back in September with help from the nice folks at the local makerspace. This is the first 3D printer I’ve owned and used with any regularity and I really like it. The heated bed upgrade is a godsend and really solved the curling problems I was having with painters tape – if you don’t have it, get it. Been using Cura for slicing and installed octoprint to manage prints. It’s a bit of a hassle to output from Cura then upload to octoprint, but the results are impressive and I don’t need to have a PC next to the printer to control it. I’m sure it doesn’t have a lot of the bells and whistles of other printers, but at this price point it’s quite nice.
I have a Raspi that I plan to put Octoprint on, but you don’t need it to run the Printrbot without a computer. Cura will allow you to export your job to a gcode file. If you name it “auto0.g” and drop it in the root directory of a microSD card, the Printrbot will automatically run that print on startup.
I don’t know why this isn’t included in the start tutorial, but here is the link: http://help.printrbot.com/Guide/How+to+Auto-Start+a+Print+with+an+SD+Card+using+Cura/201
Good point. I never used it that way. I’ve also set up the octoprint to power down the Printrbot and control a mounted camera and LED.
Nice, this is my next step. I just need to pick up a camera and I’ll be good to go.
Are you sure this works? Since my micro usb socket was broken I tried this technique, root folder, auto0.g everything correct, but I couldn’t get it to start printing – didn’t even begin to heat up the hotend. I even tried reformatting the uSD card to FAT16 from FAT32, no joy.
Please give it a try on yours as I’m eager to see if my board is perhaps more broken than just the USB socket! I do get a green light though.
Thanks.
Stu, I’m sure this works. It’s the only way I use my Printrbot. I live in a tiny apartment and the only space I have that will fit both the printer and my computer is the kitchen counter. My wife wasn’t too happy with that prospect of me running multi-hour prints in our main living space, so I had to find a headless solution quick.
I just export the file as auto0.g, and drop it into the root folder of an otherwise empty microsd card. I don’t put anything else on the microsd card. It’s formatted FAT, and it’s a SanDisk 2 GB, nothing special. It even controls my heated bed. I don’t know if it really matters, but I never have the microusb cable connected while running off microsd.
I don’t want to step on any toes, but have you made sure that the filename is “auto0.g” and not “auto0.g.gcode”? I goofed up at first and didn’t have extensions shown, so I put the latter on the card and it definitely didn’t work. Cura exports gcode with the “.gcode” extension, but that won’t work for the Printrbot. It absolutely has to be “auto0.g”
Only thing beyond that is that I notice the Printrbot is slower to start the print when running off the microsd card. It heats the bed first, pauses, then heats the hot end, pauses, and then it starts the print.
I hope you get it working. My Printrbot is a rock (knock on wood), and I highly recommend it as a first printer.
Thanks Jason.
I have since learned my issue wasnt USB connectivity, rather for whatever reason the Printrboard wasn’t even booting up. I needed to reflash the firmware before it’d work again! Something really screwy going on with the program running on the AT90USB1286 chip. It’s now refusing to control the Z axis reliably!
I’m sincerely hoping this is a one off because I like this printer in general, and I’m probably going to buy a new Printrboard.
You can eliminate the ridges in the Z axis by making sure your Printrbot’s Z coupler has absolutely no slop in it. There should be no play in the threaded rod. The end of the Z rod should butt firmly against the top of the stepper motor. If not loosen the set screw holding the coupler to the threaded rod in take up the slack. This vastly improved my prints.
Related, I tried fiddling with this, but the complete fix to the z-wobble was to heatshrink the spring coupler. That still lets it bend, but almost entirely removes the z-compression.
I have a prusa i3 and the original printrbot plastic. The only for the z axis threaded rod that really works is a floating nut. The x carriage slides around on the z axis nut, while the z nut is encased and two flats can slip past eachother. Any wobble or binding from the z rods and any slop from the z nut will not transfer to the x carriage. Ever since I made the change, I’ve never had another wobble to the z axis. I only fight temperature swings causing the heated bed to flex, causing bad layer heights.
My first experiences with printrbot simple metal were rather disappointing.
Initial powerup yielded problems when following z axis calibration.
This resulted in a runaway heating of extruder that damaged PEEK print head body.
Repeated attempts at printing calibration cube led to continuous loss of communication with printrboard which led to continued runaway of print head heater. This resulted in further damage to PEEK component of print head.
After much fiddling and reflashing of firmware and trying different computers to run repetier I ended up backordering a new printrboard.
This seems to have corrected communication issues for the most part but occasionally I have trouble with the connection hanging after pulling power.
The poor placement of the USB connector on the board is concerning. It appears to be a likely failure point in the future.
Also on conclusion of print jobs, the z-axis often raises too high and when a new print job is sent the z-axis calibration often settles on a height well above the surface of the print platform. If you are not paying attention, the print will then start above the print platform.
I have been on the waiting list for a new metal head for three months now.
It is inconceivable that they could be shipping new complete units when replacement parts are nowhere to be seen.
I will be trying cura as repetier has alway left me a bit disappointed.
If you want to make a slicer comparison, at least use the same file for it, as Chris stated. Also, showing two pictures without any other info about the slicing settings to say one is better than the other is just wrong.
Slic3r has many more settings to configure than Cura, and you won’t get a good result if you don’t configure it right. That makes configuring Slic3r harder than configuring Cura, but you have more control over the print than you have with Cura.
That said, Slic3r part supports sucks. Cura supports are way better.
That said. Cura’s supports suck… but will improve, especially the placement of the supports. (Uh, main developer of Cura here, so I do kinda know what I’m talking about).
And yes, Cura with less settings was an design choice.
And finally, I totally agree with you that this was a horrible slicer compare. Two different objects, no real difference in the actual print except for a few details (which are simply the result of choices made in Cura and Slic3r. You can get opposite results quite easy)
Nice to see you around here daid. It’s been some time since I joined #reprap on freenode.
I know Cura was made to have less settings and this is not a bad thing. I usually have both Slic3r and Cure installed, although using Slic3r as my main slicer. Sometimes, one part will just not be sliced right by one of the slicers, while the other slicer will slice it just fine.
I’ve had more luck with Cura than Slic3r with supports, though, so I use Cura when I MUST use supports. I always try to avoid supports as much as possible, as it’s a pita to print and another to remove.
I have one of these, got it as a kit, thing is amazing quality and can’t be beaten at the price point. I’ve had it running basically nonstop for 5 months now. as stated, rafts or the heated bed (which works well) prevent edges from curling
Back when the tool & die industry began to really embrace CAD and CNC my company did a lot of work with the industry helping them computerize. One of the biggest issues they had was toolpath optimization. At that time, toolpath generation was expensive both computationally and for the software and hardware to do the toolpath generation and optimization. We sold them the highest end PC workstations we could custom build at the time. A dual processor, Pentium Pro system running at 200MHz!* Even with this horsepower, the mould designers would often design their moulds during the day, and let the toolpath generator run overnight. The reason they put up with the time and expense required for all this is that your toolpath is everything. An optimized toolpath not only gives a better quality final product, but it also saves money as it can greatly reduce the time required for the CNC machine tool to create the part. The companies that created the toolpath software put a LOT of man hours into constantly improving and optimizing their code. This was reflected in the price. The above-mentioned PC cost around $10,000 but the software cost twice that.
Now in the 3D printer world we’re dealing with slicing software and many people think it’s something new. The reality is that it’s simply toolpath software that has for some reason been given a different name. Given my experience with this process, when 3D Printers came out I was fascinated until I watched them print… Then I cringed. Even today watching someone’s timelapse print demo video is difficult as it’s painfully clear that toolpath optimization in current 3D printer ‘slicing’ software is terrible and the printer’s movement are horribly inefficient.
Of course it’s easy to think this is no big deal and that this problem will be solved in no time now that a lot of people are working on it, but don’t get too excited yet. It’s a horribly difficult problem. Why? Simply put because you’re trying to create software to solve the Travelling Salesman problem with a very large data set and in 3 dimensions. It’s a problem that’s computationally intensive and requires some serious technical and coding skill to solve effectively. That’s why in industry, companies charge so much money for toolpath generation software. There’s a lot of work put into it. Often patented, proprietary algorithms are involved, etc. While there are some incredibly skilled coders in the F/OSS world, I think 3D printer slicing software will require a seriously concerted effort and collaboration before it makes any real leaps in efficiency. Maybe in collaboration with a University.
I hope that such a project happens. We really need a high end, well designed, modular, open source toolpath optimizer for the 3D printer world.
For more info on the Travelling Salesman Problem (or TSP) see:
http://en.wikipedia.org/wiki/Travelling_salesman_problem
http://www.math.uwaterloo.ca/tsp/
*And this was for the smaller, low budget shops. The bigger shops ran expensive UNIX workstations from Sun, SGI, and IBM with even more expensive software and dedicated toolpath rendering servers.
Or one option is to just avoid it altogether and expose an entire layer at once. Layer based UV printers vs point based extruders.
I developed the software you complain about. And, the TSP is the least of the problem. Most likely what you are seeing as “inefficient” is because it’s better to print things that way. There are a ton of things in play, not just putting down material, but the order in which you put it down is important, the cooling is important. Hell, every single thing is important and will effect your print.
Now, I did collaborate with someone from the university. He threw both brute force and AI at the TSP. End result, 2-5% better optimized travel paths compared to the current lazy closest point implementation. And a lot of added computation time.
And you make a few silly assumptions. There are not a lot of people working on the F/OSS slicing software. Maybe 10 people in total right now. And just because it was hard and expensive before no longer means it is now.
I for example did Cura, on my own. No team, no fancy pansy development team, no expensive algorithms (which cannot be patented where I live, but that’s beside the point).
First off, I didn’t refer to _your_ software specifically, but to the 3D printer slicing market in general and the apparent lack of understanding of slicing software’s importance in the community.
Next I’m wondering if you fully read and understood my comment, since you talk about me making silly assumptions. Yet you accuse me of the exact opposite of what I actually said. I did not say that there are huge F/OSS teams. I said that there needs to be. The various people working on F/OSS slicing projects need to organize and unify their efforts in collaboration with a University because this is a problem that won’t be best solved by some lonewolf hacker.
I also never implied the problems were exactly the same today, I was giving background so that people would understand how important the problem is by pointing out the fact that corporations were willing to spend a lot of time and money on it when it WAS expensive. That said, the TSP itself is no less complex today. Just because hardware is faster doesn’t mean the problem requires any less coding skills to solve it.
Given your attitude I can see why so little progress has been made in this area. “Doesn’t work and play well with others” comes to mind.
Oh, and if you’re really so on top of this and uderstand what I said enough to make fun of it, then how come you made such contradictory statements as “… And, the TSP is the least of the problem…” but then say “…There are a ton of things in play, not just putting down material, but the order in which you put it down is important,…”?! Uh, the “order in which you put things down” IS the TSP.
Did you actually “…collaborate with someone from the university…”? Or did you just throw that in to give your comment more weight?
Finally if anything, my comment was posted because, in seeing the improvement Cura made to the sample prints in the photo, I appreciated how important good slicing software is and what an improvement it can make in the output quality.
Wow, attacking a man who develops FOSS for the 3d printing community. This is the most disgusting comment I’ve read on this site.
You’re saying that guy doesn’t work well with others while doing nothing but putting him down? This is not how civilized people communicate with each other.
Amen. Daid is a freaking hero for what he has contributed to the 3d printing world.
I think the “silly assumptions” got his back up, But anyway CNC tool path efficiency and 3D printing are different problems. You don’t need to find the shortest route to speed up your prints, you need to find the best way to create a mechanically strong part with the highest quality surface (depending on the purpose)
I’m pretty sure it’s hard to misinterpret a statement like “Even today watching someone’s timelapse print demo video is difficult as it’s painfully clear that toolpath optimization in current 3D printer ‘slicing’ software is terrible and the printer’s movement are horribly inefficient.” <- Your words.
There is more going on than you clearly realize, and it's not just about TSP.
For instance, if an uneducated observer were to watch a print, he might think printing the entire perimeter first is "horribly inefficient".
But there's a reason why that's done.
My guess: you're a middle manager that never wrote a lick of functional code in his life.
You don’t seem to understand that the tool path for a 3D printer is a lot “simpler” than for CNC machininng. the constraints are completely different. The first suspect statement you make is that 3D printing is “solving a TSP in 3D”, which is pretty inaccurate. The print head is working layer by layer so it’s really just the TSP in 2D. There’s very little speed wasted traveling between layers, with the predominant issue being where to start and end, not much time will be saved in this regard even if it were completely optimized. As others have pointed out the general path to take is perimeter then infill. Infill should to be crossed perpendicularly across layers for strength. The problem basically boils down to perimeter optimizations, and there wont be very many large perimeters or distant perimeters, so grouping nearest perimeters by distance/length, then applying any widely used algorithms can work very quickly solve the path with a 2%-3% convergence. Infill is infill, and reusing the perimeter sort is possible. It’s not nearly as complicated as finding an optimal 3D CNC cutting tool path/sequence + tool changes. To top things off, printing in “slower” continuous paths is much more favorable because of the time sensitivity of the plastic and the fact extruding continuously offers better strength and finish.
Well he did. You can find the commits that the guy made in the open source repo. Cus ya know, its open source.
One big difference between subtractive and additive machine tools is subtractive ones often work in 3 dimensions. They can remove the tool from contact with the work to a safe height then zip across the shortest path to cut in a different area. They can also change tools at any point in the job to enable completely different cutting operations.
3D printers work in 2 dimensions 99.999% of the time, only going into the Z axis when advancing to the next layer. They cannot zip up to a safe height to skip over previously applied material on the layer then back down and expect to not lose some precision – not without much more expensive mechanical parts (like highest grade ground ball screws). Most 3D printers still work with one and only one tool, a single extruder. 2 or more extruders are finicky to get aligned in Z and X/Y offsets correctly measured and configured in the software. There are several multi-filament, single nozzle heads in the works which will make 2+ separate configurations obsolete. So again, a single tool.
So there are many toolpath optimization techniques that simply cannot be used with FDM type 3D printing.
Laser cured resin or sintered powder printers also work in the same mostly 2D method, but there are zero toolpath restrictions on any single layer. The laser can’t hit and knock over the print like a physical head can. It can instantly turn on and off and there’s no need to program pull-back to prevent oozing from a nozzle it doesn’t have.
Thus laser printing is capable of more toolpath optimization than FDM.
The third type are the full layer at a time exposure resin printers. They have no tool, no tool motion, so no paths to optimize. Their two restraints on speed are how fast the resin cures and how much time it takes for the resin to flood across after each exposure.
3D printers are really repetitive 2.5D printers.
Another type combines additive and subtractive methods by blowing metal powder into a laser beam to fuse and build up, then conventional CNC machine cutting tools carve to precise dimensions. Wayyyyyy out of reach on $$$ for small shops and home users.
I wonder how this compares to the XYZ Pringing DaVinci which is enclosed, in a similar price range and includes a heated bed. Plus with a little hacking it can run the repetier firmware and be used with Cura and Repetier-host.
I bought an early DaVinci and IMHO it’s still one of the best bang-for-the-buck 3d printer out there. The inkjet-model consumables are annoying (you need to use XYZ filament cartridges) but that’s easy enough to work around with a DRM hack. The print quality is satisfactory and so far it’s been a durable little workhorse.
It’s still just like the early days of RepRap.
It used to be someone would start out by building a RepStrap. A cobbled together printer made from whatever materials one has on hand using whatever tools and skills one posesses. This printer had one purpose.. print out parts to make the actual reprap that the user wanted in the first place.
I have been working on building a Mendel 90 for several months now. Maybe even a year… I don’t remember. I buy some more parts when I get money. I do more assembly when I happen to get some time. Mostly it just sits. Often I see articles about new printers and/or printer technology. I worry that before my printer is finished it will be “hopelessly” out of date.
For example, comments like “Remember geared extruders?”
Now I realize something. It was probably out of date the moment it was commited to Git Hub. And so will be the next great thing. So what. No matter how out of date it gets having it finished means I am “in the game”. I at least have a printer. And… no matter how out of date it gets it will still be able to print everything it could print when it was new.
So.. as soon as I finish it I will probably be printing upgrade parts. Eventually I will retire it altogether. But so what? So long as I keep on working on it I will eventually have a 3d printer that prints something. That’s exactly one 3d printer more than if I don’t!
I love my Printrbot Simple. I’ve been using it for over a year now with no issues. I did redesign the X axis for 12″ of travel using maker beam, I also removed the linear ball bearings from that axis and used some nylon linear slides for reduced noise.
I also believe that most of the striations could be removed by using a “spider” style coupling, I haven’t done this yet, because my machine prints really well. I assembled mine as a kit.
Thank you, [Brian], for the review. As someone who wants to get into 3D printing, any and all info is greatly appreciated – especially the comments it generates as they too add to the “overall” knowledge base.
I have had my Simple Metal for a few months now. It has been great. had a few issues in beginning, had to get replacement bed and fan (support was fast). Now it prints with no problems. I think for a starter printer it is good. Sure it could use a heated bed and other things. I could not afford the other options at the time and plan to upgrade as I need them. For the price, I could not find another printer with it’s features. I can use any brand filament I want with out resetting chips. I can modify it as much as I want (open source). If you don’t want to modify or make changes later, then there may be better options.
forgot to mention I built a Lexan box to put over my printer to keep dust and kids out of it. I also have not had any issues with curling since the bed was replaced ( it is now within .3 mm at every point). Even with the auto leveler, making sure the bed surface is level makes a huge difference in prints. You can use the manually G code with the auto leveler to check any spot on the bed. I think the code is G30 to read the point it is currently at. I have been using PLA.
I dont agree with the above assessment. We now have 2 Printrbot simples at our makerspace and they are workhorses. Literally printing every single day non stop with almost never any issues. The out of the box configuration is great. Especially if you’re purchasing it to get started with printing. If you’re looking to print Nylon out of the box, then you’re using the wrong tool with a printrbot. If you’re purchasing and using the PB Simple for what its designed to do, it does it well and consistently. The prints go without a hitch. Printing PLA only hasn’t been a problem for most (even some attempts at printing ABS with custom enclosures and heating elements).
The Printrbot Simple Metal is a great starter machine, but….. the customer service is horrendous. If you happen to have a problem, be prepared to do ALL of the troubleshooting by your own means. This may not be too terribly difficult for some people, for it may be a deciding point for others. I had a few problems with mine, the biggest being a bad main board. Getting any type of troubleshooting tips or tricks from the Printrbot team was almost impossible, and when I did get something, it was unusable.
Still a great machine, but just be prepared to be on your own.
LOL 750 for that, review folgertech’s prusa i3 now, with an e3d hotend. There will be no z banding mostly what causes that is fluctuating temperature.
I’m using a geared extruder for one reason: Heat. The direct drive Mk7/8 puts the drive gear right up against the extruder stepper, which after a few hours of running gets HOT, which causes the filament to get gummy and fail to feed, even with a fan blasting right at it 100%. Plus, it just looks so cool!
I think that blaming the problem on “threaded rod” is somewhat of an oversimplification. The problem appears (note that I have not used this device) not to be “threaded rod”, but “the wrong kind of threaded rod”. If they had used ACME threaded rod, which is what is used in machine tool feeds, the wobble probably would disappear altogether.
The simple metal uses a precision acme lead screw, not a threaded rod.
Not a bad review. A couple corrections:
We use precision acme for the z. Show me a mainstream printer that uses belts. This doesn’t exist. It’s ridiculous.
You can print any material with the regular ibis hotend. The metal isn’t in stock yet but will trickle to all machines soon. It’s cheaper to manufacture but we are taking our time to get it right. So, yes, currently out of stock. This is a supply issue and I take full blame.
The heated bed requires a big atx so I’m waiting to include it as standard issue until I can design a heatbed that will work without the atx
As for any ill feeling about our customer support… You are wrong. These precious people have done a great job. If they can’t do their job because of sourcing issues – which totally happened during the holidays- that is my fault. Not theirs. Period.
I am obsessed to continually improve our products. This means lots of tony incremental changes. This results in some confusion but we are staying the course!
Thanks!
Brook
Thank You for standing up for your people and assuming all responsibility, that is what a LEADER does.
I got a printrbot simple metal a while back, and it sort of works. For the first month, I was screwing around with different nozzles because my prints were falling apart, and it wasn’t printing the whole thing. Fast forward two months, I realized that my print settings were wrong, and it was under-extruding. I’m using Cura on Linux (Ubuntu), and Cura allows for all the print settings to be stored in a .ini file. I found one for the printrbot, threw it in, and it worked like a champ. Customer support is a serious shortcoming for Printrbot, and the fact that Cura’s documentation on the Printrbot is a little slim doesn’t help. Other than that, I really love Cura. I couldn’t agree more that this printer is what you need to build an Prusa i3. My print quality kinda sucks compared to some of the other stuff out there. Not bad for a $750 printer though.
If your looking for a budget printer check out this one http://folger-technologies-llc.myshopify.com/products/folger-tech-reprap-prusa-i3-clear-frame-full-3d-printer-kit-ramps-gt2 I bought it a few days ago and visited their headquarters. Its nice to know that the kits are assembled in America, I feel it reduces the chances of getting counterfeit parts.
Has anyone seen a version of this printer with an engraving spindle on the end instead of the print head?
Here is what will be the frame for my 3D printer. https://www.flickr.com/photos/27748767@N08/sets/72157651960053516 Big enough, very heavy, precision machined and square. It’s not going to wiggle nor wobble. Z axis drive will be by ball screws driven by a single motor, cross connected top and bottom by cogged belts. No need to synchronize 2 motors and no possibility of racking and jamming if the motors get out of synch. That will also use one less motor driver.
The elevated base will enable the bottom Z axis belt to run around the outside of the uprights.
I have a length of large linear rail with a block wide enough to support the bed on its own. No tilt, tip or twist. Hopefully I can find another block to match so I can mount a piece of the rail for the head to run on.
My original concept was to build a cubical frame of 40x40mm t-slot extrusion with corner brackets and plates bracing every joint to ensure rigidity. Feh on that. The 30 feet of extrusion (at $2.49 a foot surplus) will have to find another project. Heavy pieces of solid metal, precision machined, will take care of making sure there are no undesired movements.
Seriously it doesn’t get much better bang for the buck than Microcenter’s PowerSpec 3DX/Pro. It’s a metal-framed clone of Makerbot Replicator (dual extruder). It is really a FlashForge CreatorPro but $450 less and once you get in the door at Microcenter you find they are the cheapest place (that I have found at least) to buy plastic. 1kg = $14.99 for ABS/PLA and some exotics (glow in the dark) go for the same price. They now have tons of HIPS plastic (limonene-dissolvable) even in color. Thermochromic, ultraviolet-changing, all very cheap. Conductive (anti-static) at about $20/0.5kg). FlashForge makes some fantastic printers and big names are taking notice– FlashForge Dreamer = Dremel’s Home Depot model. I’ve got the slightly older non-Pro version (lacks the top cover and front door) and its awesome with bed leveling, heated bed, rock-solid construction. What’s all this jibber-jabber about a $750 non-heated, exposed printer you can build an enclosure for when $799 gets you a heated bed, 2 extruders, and full enclosure?
Almost all (succesfull) 3d printers as well as different options in software have some advantage over the other. In the end it is about the right tool for the job, tools you have available and personal preference. I happen to have a mix of open source and commercial printers and switch often.
Please review something like http://www.solidoodle.com/Solidoodle4 ?
It is a cubically larger print area(8x8x8), includes power supply, a heated bed, and enclosed thermal cabinet, for the exact same price as the base cost of the SimpleMetal without any of those features.
My workplace has 5 3d printers. A RepRap Mendel, a RepRap Prusa, a Solidoodle 4, a Solidoodle 3 Pro, and a Printrbot Simple(2013). The absolute best quality comes from the Printrbot. The Solidoodle 3 Pro is so terrible that we don’t use it. The Solidoodle 4 is mediocre at best. The RepRaps are a good balance and have a larger print area than the Printrbot.
So, if you’ve the time, money, and inclination build a RepRap. If you’re interested in starting cheap, quick and getting great results, buy a Printrbot. If you enjoy failed prints, buy a Solidoodle.
Whelp sorry for your bad experience but YMMV, I was a early adopter of solidoodle2 and have had great luck with it, sure I’ve tweaked with it but I bought it expecting that for the price.
I recently assembled and reviewed the PrintrBot Metal Plus, and I’ve been quite impressed with it. Hard to beat the price/performance ratio of that machine, IMHO. My experience with their customer support was all positive.
http://quinndunki.com/blondihacks/?p=2247
http://quinndunki.com/blondihacks/?p=2292
I have ran the same model simple metal assembled for about a year or so now, and Im mighty impressed with it. Yes it has some small flaws and compromises but look at the price for a ready to go printer back then.
I started off using cura to slice, and repetier host under linux with mono (gentoo… just to e awkward) so cant comment on slic3r vs cura. The toolchain made perfect sense to me. 3d model->stl, load it into repetier and slice and go. Some manual editing of g-code if I wanted funky things (multi colour prints with pauses for filament changes etc).
Mine is starting to sound a little worn so it will be time for new bearings sooner or later but it literally spent the first 4 months running all the time printing, its use has levelled off as of late, but occasionally I still set it up doing night jobs printing larger stuff. Once the first layer has adhered properly I very rarely find any issues so I am accustomed to leaving it running.
I had intended the printer as a stop gap for while I cobbled together a extruder head for my cnc milling machine, it being a full sized machine not a desktop, with resulting larger capacity, but I havent bothered. The little printrbot just keeps on going. And I have used it a LOT more than I was anticipating, so now Im stretching it to get some more capacity instead. Seems rude not to while Im going to give it some maintenance :-)
Main bugbear, the setup made no sense to me at all, until I just ignored the instructions, lowered the hotend until it just nipped a cigarette rolling paper on the bed (I dont smoke, but I always use these to touch off machines because they are a known thickness and constant) then lowered the sensor adjustment until the led lit.
Second bugbear, ninjaflex. Though I heard rumour the new ones fixed this, the extruder drive wheel->exit has too much clearance and flexible filament likes to escape and get wrapped around the wheel, adafruit has a plastic infil piece to fix this, but it fitted mine badly so I ended up making a new shoe to close the gaps up.
My fan bearings died really early on, but I put a high quality noga fan on instead and its been perfect ever since. And I printed out the fan duct in ninjaflex, so if the worst happened and it did strike the workpiece somehow, it just deflects under pressure rather than causing a missed step and wrecked print.
Last niggle, there is no maintenance instructions, do the ways need light machine oil periodically, how much tension to put in the drive belts etc.
Do you know what the best thing about the printrbot? for just once in my life, I bought something I just had to unbox and learn to use. No making, no months or years of bits lying round the benches while other more important jobs came in. Just plug and go, and yet, open and commodity enough to be able to fix, understand and modify if needed. And that counts for a lot sometimes. And no enclosure, as a minus? it sure makes it easy to see whats going on and how it works as opposed to some moulded consumer case hiding everything away for fear of scaring people off. I think given its market, that is one of its strong features.
I LIKE my metal printrbot. I put it together myself because I knew I wanted to learn the components used and the how’s and why’s of things breaking/upgrading.
I do like it, but as far as I’m concerned, it has a design flaw. The Y axes that moves the huge arm back and forth…. Puts too much weight/torque on the extruder head assembly when fully extended. So despite the auto-leveling magnetic sensor, there’s always going to be a little extra fiddling necessary to keep it from being a fraction of a millimeter too low when it’s extended up front. Not a HUGE deal. I think I’ve compensated for most of it, but it’s still a pain.
Also, I wish it had an easier mechanism or way of using a manually adjustable set of leveling screws… for the same reason. The way the build plates are built, it’s just not easy, especially if you buy their heated bed. (which is otherwise awesome)
Question: Any body have a good set of models (and/or full on how-to) for a printable printer using mostly parts scrapped from a printrbot simple? I’ve got the non-metal version (1405 kit) and I’ve been hunting around for a way to build a bigger smoother printer preferably without buying new motors/control board. Many thanks! I have access to a laser cutter if that changes your recomendations at all.
well for a brief shining moment, before an unfortunate incident with a space heater, I had my simple up to 8 inches by 12 inches by 7 inches. I had the XL upgrade kit plus I used mods by these guys:
http://www.thingiverse.com/iamjonlawrence/about
http://www.thingiverse.com/orangefurball/about
I wouldn’t go any larger, but It’s a good size.
Thanks for pointing this out! That’s a pretty radically improved build area! Did you do the mod’s like dual extrusion and higher res? Sorry to hear about space heater incident, Sounds like a pretty painful ordeal.
In case anyone reads this and has the same question I did check this out:
http://www.thingiverse.com/thing:792115
Details here:
http://www.printrbottalk.com/forum/viewtopic.php?f=80&t=9667
I bought my Printrbot simple metal (unassembled) w/out the heated bed about 3 weeks ago. Used the iFixIt style site to assemble, was a little underwhelmed at times with the instructions. But nothing too stressful to figure out. Got it assembled and the Y axis and extruder motors were running backwards. Compared what I saw to their instructions sure enough I had it as they had said. But still ran backwards, a quick reverse of the connections and all was well. Took two evenings after work to assemble with some breaks in between. Was fairly enjoyable to assemble.
Did the first print, adjusted my z-axis, printed the fan shroud and was impressed and pleased to see it work.
Since then I’ve been busy making all sorts of little inventions I’ve had stuck in my head for years, successes on them all so far. Print quality is much better than I expected, using Autodesk’s 123D Design and Cura. Cura seems a lil unstable on OS X 10.10, after a few hours deep into a print job the cursor will pinwheel on Cura. Print job never fails thankfully, but the application itself becomes unresponsive.
I haven’t had to seek any after-sale support yet and thus nothing I can really comment about. Though I expected this to be somewhat painful. Especially at this price point. My attitude is that this is a new company, a small business, one that’s doing new things so there’s going to be struggles for them and me as a customer both. It’s a gamble to start a new venture and still a gamble to buy into one too. But I’m happy to invest in an idea that delivers, long as the people behind Printrbot are listening to their customers, making strides to improve and have a good business plan it can work out eventually.
I personally recommend this printer if you’re a bit like myself in being that you’re: Been excited to dive in to 3d printing. A little lacking in the skills and confidence to roll your own. On a budget that doesn’t allow spending more than you’re comfortable with.
But spring for the heated bed, I didn’t and wish I had.
Anyone can compare this with the smartrap? http://reprap.org/wiki/Smartrap_mini They look similar.
I found this odd, as I find this to be the best out of the box printer for $600. I even do some production parts on it. we have 4 of them and the foot print is awesome.
Affordable? LMFAO!!! My Bleepin Arse it is!!!! To whom? Someone with Affluenza? Total Garbage, this PrintrBot is! Bein a Fellow Geek & Geekin out normally with the 3D Craze of things, at these flippen prices? Ahh Yeah! You Done Bess indeed Beleive that, Ya Dayum sho Done cawlled it, Yo! I’ll Done make muh Own! And make more for mi friends! At a Much lower Price! Of coarse Not till after I make mi first 3D Printer, Coz I’ll Done Need the First One ta Done build the odders! Thanks Ya’llz Fir Readin Outz Thurre! And Please do Indeed remember to Absolutely Not buy this Garbage! Jus Make ya own! As it’ll indeed be much much cheaper in the long run! Thanks Again, Fella Techies out thurre!