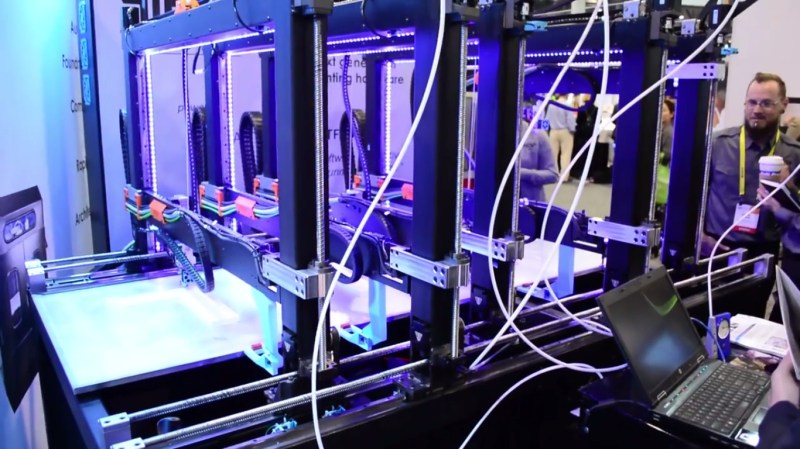
About a year ago, Autodesk showed off one of the most innovative filament printers in recent memory. Project Escher is your basic Cartesian filament printer, but with a twist: it has five heads. These print heads work together to build large objects very quickly.
Autodesk open sourced the design of the Escher, and now it’s made it into commercial production thanks to Titan Robotics. The Cronus, which uses the same software as Project Escher, is big! Each of these gantries is driven by closed-loop servo motors and fancy ball screws, producing a total build volume of 77″x30″x20″. This open air version is printing in PLA. If you want to use it with materials where ambient temperature is an issue there is an option for an enclosed build environment.
This printer will be available for purchase starting February but no word yet on cost. They advertise the build volume as customizable so we expect the same of the price.














And these are all Smoothieboards in there :p
so… this is done by “Serial Chaining” and custom slicers?
No, “Serial Chaining” is still a project within Smoothie, and isn’t used here.
What’s going here is Autodesks’s special software actually controls all the Smoothieboards, and takes care of making sure everything works.
I see. I can see serial chaining can be potentially used for this. but still highly reliances on how the slicer manage the traffic.
Good to see companies experimenting, but all they have done is bolt 5 printers to the same bed. Not really that exciting. The gantries looks to be wobbling about as the print heads move about.
They can actually collaboratively work on the same part together, which increases print speed, is the whole point here I think you missed.
Ehmm, I didn’t think he missed the point, because basically it is a single printer with 5 printheads, which (if all goes right) can only print a max. of 5 times faster then a single head. So despite that a factor of 5 is a huge improvement, it isn’t that revolutionary.
Needless to say that it looks really awesome!
Man a factor of 5 is revolutionary … Going from 1 hour to 12 minutes …. And it’s extensible, you could go 100x faster on very large parts with enough extruders, which no current tech allows.
I highly doubt a 1 hour print due to how small it is would be able to be increased in speed lol, the heads would be banging into each other trying to get to that tiny area, dont see where people get this nonsense from, also it is not being shown printing a single continuous piece either, which is what I was expecting when I heard about it, I can definitely say with how excited people are getting over such small incremental steps, they should be blown away with my replicator level printer, lol try a factor speed up of over 100,000 to 200.000 and a much smaller finer printed product possible as well as larger projects, printing in metals, sure, but printing in ceramic crystals used in electronic discrete and integrated circuits, will be the icing on top, being able to print a phone from start to finish including printing the CPU and LED display (no point in still hassling with clunky and inefficient LCD tech over simple LEDs lets go layered clear conductive sandwich of LEDS stacked up red green and blue, shining through each other, for screens and even HUD on sunglasses lol)
If you think a 1 hour print necessarily has a small print area you don’t understand 3D printing very well.
And it was just an example, this is obviously targeted at printing large parts, and the larger the system is, and the more print heads you throw at it, the more advantage this system has.
I do 2000 hour large format prints from time to time ( sleekdelta.org ), and having 20 heads doing that in 100-200 hours would be a game-changer for me … I’m probably going to build one of those machines and I have tons of customers who will jump at me with jobs once I have it … but sure, not revolutionary.
Extensible?
Indeed, Nine couples, working together, can have a baby in a month.
And the most broken analogy prize for this year goes to …
You are still printing a single point at a time and it’s not even a voxel, it’s more of a roundish like continually extruded thing that doesn’t really do a A + B = AB command, but more of a A + B = A+B+Noise. Plus, you can help with extruding multiple parts but might still be bottlenecked with some geometries Further, with some geometries this would not help out at all.
This is fundamentally the wrong approach to speeding up print times. Print the entire layer at the same time, using a different technology than single point based extruders that are already fairly poor resolution to begin with.
Well no, the whole point is you are not printing a single point at a time, you are printing 5, or 10, or 5000 points at a time. This is what this project does.
Printing a whole layer at a time would be neat ( it’s what “resin + DLP” printers do, but it’s resin, so yuk ), but I really don’t see how you’d do that for something like PLA or ABS.
I’m working on a machine that deposits a sheet, machines the contour of the object, deposits another layer, etc. That’s faster, but it’s still “only a point”, it just saves you the hassle of having to do infill ( at the cost of being wasteful ).
If somebody figured out a way to have a line of 10000 nano PLA extruders that can be individually controlled and that can scan a part and deposite an entire layer in one sweep, they’d be insanely rich very fast, but nobody has done that yet.
So in the meantime, this has the potential of speeding up printing by factors as high as 100 or higher, which is pretty damn badass until we get something even better.
You are not going to be printing 5000 points at a time. Maybe a dozen or so but at some point, you are just having idle extruders with little to no gains. At a certain point, the overhead of the system will start to equal diminishing returns and that is going to be highly geometry dependent. It’s the same type of problem we have with adding more cores to CPUs. Many computing problems fundamentally either cannot be turned into multiple core processes or the software simply does not support it. This is very similar in the sense that only very niche builds would experience a noteworthy speed reduction in total build time as a result of adding more heads. At some point in time, the extra heads just wouldn’t do anything at all but would actually slow things down.
Resin can be mechanically better than ABS or PLA. It can support higher temperatures and many types are not geometry restrained either. You can print any geometry you want to, unlike this machine which has only one model material. You don’t print an entire layer at once with ABS or PLA. You use a different base technology altogether, resulting in dramatic speed improvements.
Theoretically, one could assemble multiple things with massively parallel “extruders”. I agree this design has merit but I still maintain it is extremely niche in what it can do and is fundamentally limited by being point based and limited in resolution by being extruder based. There are better long term approaches to achieve the end result of “speeding up big builds”.
https://www.youtube.com/watch?v=vEYN18d7gHg
Not sure why the focus on “niche” here. Yes, this is very specific to large format printers, but those are a booming market right now, and were not around before mostly because they are so slow. There is a real demand for this, of course it’s not for the kind of people who have a makerbot in their garage, but it’s still tech that’s needed.
10000 extruders isn’t that insane, it’s 100×100 extruders which would make sense on 10 meters squared printer. And yes depending on the part some of those won’t be doing anything, but it doesn’t change the fact that increasing the density of extruders, with this technique, increases print time. a 10000 points machine will print faster than a 5000 point machine, maybe not a doubling in gains but still an increase, and those are something people printing large things want. Plus the more extruders you add, the less each extruder costs you. Compared to a single-point large format 3D printer, this is huge …
What’s the price of this machine? How large of a build can it do in X days? Can these be production parts or are they still prototype? What resolution can it achieve? It’s a niche machine, not sure what else to say about it. It has advantages when you are doing certain geometries but the extra expense is wasted when you are doing smaller items and it only scales so far.
You could, if the software supports it, print multiple smaller objects at the same time but you could also do that with regular smaller printers as well.
Large format printers have been around for literally more than a decade, most are SLA machines. They can print things as large as entire car body parts and even larger. They could have multiple lasers added to speed up the build time. 100×100 extruders isn’t even close to reasonable for all sorts of reasons. What’s the power consumption on that going to even be? Maintaining the feed of PLA to that many extruders? That’s simply the wrong approach to solving this very specific issue and would be much less of a speed increase than you think it would be as it does not scale linearly.
Plus, when one spool needs to be transferred over to another, doesn’t that not leave a mark there? How do you prevent this from being yet another issue that would degrade build quality even further? Preventing hundreds of printheads from colliding together while also minimizing build time is not going to be a trivial problem to solve.
You are missing something here : people are already building machines with 10×10 meter work areas right now, and those machines are insanely slow.
Those same people are building multiple machines to speed up manufacturing.
This multi-hotend approach isn’t prefect, and of course it isn’t linear, but it’s a really great improvement over multiple machines.
And yes, as it is done in this video it is obviously not linear, but there are things you can do to make it closer to being linear, and as you implement those solutions, the more hotends you have, the more useful it is.
Yes, having 10000 hotends will consume a lot of power, and it’ll be difficult to manage the filament, but as you increase the number of hotends, you are going to start doing things differently from what we are doing now with the mono-extruder machines. You’ll start using other methods to push the filament, other methods to heat it, you’ll move in other ways ( scanning ), and control filament output in different manners ( on/off matrices ), etc.
I’m not talking about scaling this as-is to 10000, I was just showing a general direction.
I have a project ( not started yet, but doing CAD for it ) for a 8×8 hotend printer, and it uses a lot of things ( like a single motor pushing several filament feeds, with selonoids selecting which actually are pushed, and a single heating plate with many hotends attached to it ) that would be useful when increasing the number of hotends …
To stay more practical, I build and sell large format 3D printers, and going from 1 to 10, and from 10 to 50, is something that *is* practical and *would* have huge impacts on productivity. But yes as you increase the number of extruders, you are going to start doing things differently … *obviously*. That doesn’t take anything away from this first step and how cool it is.
I think we just fundamentally disagree on the relevance and value of the multiple hot end approach. I am still glad that somebody is pursuing it but I personally don’t feel like it is likely to be a productive method of presenting itself as a viable technology for all except a few somewhat niche applications when you need something made out of ABS or PLA or other extruder based machines and the scaling up of multiple heads assists in that technology. That said, it is still extremely slow and extremely complex to scale, with non linear returns on time savings.
If you really want to build large scale, reasonably low resolution builds in a few days, this seems like it would do that. I just don’t see it as an approach that enables one to do production quantity work or high resolution work and adding in more and more hot ends is not without costs. Costs in terms of machine cost, software complexity, more moving parts, increased power demands and more things that can clog or fail. Plus there is never going to be a linear reduction in build time and only certain geometries will truly benefit from this anyway.
A DIY version of the Objet printers would be very nice. They’re sort of based on inkjet printer technology and any print that has any overhangs has to use the dissolvable support material. The newest ones can print with an optically clear material which has been used to print lenses. The surface has to be polished but when that’s done they will refract light.
Resin just isn’t ready for that. Resin isn’t competitive with fused filament in material cost or mechanical properties, or even when considering toxicity because of the photoinitiators.
“Resin can be mechanically better than ABS or PLA. It can support higher temperatures and many types are not geometry restrained either.”
At what cost? For the cost of a resin that’s mechanically comparable to ABS, you can buy Ultem filament.
Can we stop with the “my dad could beat up your dad” arguments?
I have both a resin and FDM printer. They both have their strengths and weaknesses. Each is capable of something the other is not. One should always use the appropriate tool for the appropriate job.
I wont bother listing them as they SHOULD be obvious…
Bringing this back the printer in question: Same theory!
Yeah right, is that all you can do? A company presents a quite innovative design that uses high quality components and you need to put it down as ‘not all that exciting’ and ‘looks to be wobbling’…
Please point us to your multi-head printer that looks and prints better than this?
You don’t have to build a better 3d printer in order to point out that those gantries look wobbly.
Actually, that’s a soldered stainless steel frame and very good linear rails, I believe the reason it “looks” wobbly is just due to camera refresh and/or image stabilization on the back and forth axis movement, you can see this effect on other videos of printers that *definitely* don’t have visible wobble.
those gantries look wobbly as hell maybe precision is not so important on huge parts but still looks like this machine needs a lot of optimization. I’m also quite curious to see how this will impact part quality since now somehow you have “seams” where one print head stops and the other takes over creating potential structural weakness? any thought of that anyone?
the seams will matter if you are working with something durable due to elastisized shaping, like Polycarbonate, that gets its incredible strength from stretching it and layering it like taffy into flat sheets stacked in the direction the strength is most important, cause runners of the lines of the lexan (Polycarbonate) would give some incredible strength options, due to being able to go any direction along those layers desired. couple that with multiple parts assembled to make something and you can get insane properties, though if they just layer paint style with something more durable like graphene coatings that would all be irrelevant lol, that graphene and lexan layering would allow half inch thick pieces that could stop a 50 cal ha ha.
The wobble was printing the infill structure, you could see it when they panned down. This is the first thing I’ve seen have the lead screw stay stationary and the ball nut rotate around it though. Kinda cool looking.
The magic seems to be more in the software than the hardware. Seams in the vertical plane could be reduced by having print gantries that slightly overlap and alternating the start-stop on a per slice basis. Basically moving the seam.
the TL;DR of my comment about seams is that anything other than polycarbonate and similar materials that get their strength as they do it would not effect, ie PLA ABS and even nylon, no it would not even matter honestly,
https://www.youtube.com/watch?v=TkEOMQ6rQ6s
Found another vid of it printing.
Much better video. Still kind of a niche machine much like large-format printers usually are. But some of that could be scaled down to smaller, simpler machines.
If it takes days rather than weeks, it is still a prototype technology, not a production technology.
Uncovered ball screws too?
It’s a neat prototype machine but it’s extremely niche in terms of what it excels at.
The point is the technology has the potential of going from weeks to hours, with enough hardware put into the task.
Also what’s the problem with uncovered ballscrews ? It’s not a CNC mill …
It doesn’t scale as much as you think it does when you add more and more heads. Looks more like it can go from weeks to days but each printhead is still limited on how much it can extruder per unit time and adding more printheads helps reduce that but each one you add does not exactly half the print time.
As for uncovered ballscrews, what about dirt? Environment? Dust? It’s not a CNC mill but for an industrial machine, you don’t leave ballscrews open to the shop environment if you want them to hold up for long periods of time.
This is a very nice technology.
In the article it says that “Autodesk open sourced the design of the Escher”, but I can’t seem to find the actual source repository, or any references to it, anywhere. Does anyone know where the source is?
Ok, I will suggest a 10x version, put an extruder on each side of each gantry :) bam, from 5x to 10x
The article does state it’s one of the most innovative *filament* printers. While I agree this feels underwhelming, one has to realize any filament printing advances will feel underwhelming at this stage in the game. It is an archaic technology that I think we all know is close to peak performance. This *is* innovative, it just isn’t innovation that most of us can use. (someone convince me otherwise about the future of FFF as there is a part of me that, for some reason, wants FFF to be the King of 3d printing, despite all of its pitfalls)
This was a very fun project and I thank you guys for the input.
It would need to stagger the places on each layer where one head stops and the next one picks up extruding. Without sich interleaving of the joins the prints would have weak spots.
I’m not sure how switching print heads is any different than switching layers or any other time that a print head has to stop extruding and start again, other than each single layer would have multiple start/stop points to depending on how many print heads. I would be very surprised if that has not been addressed in the tool path creation already. Also, the various print heads don’t *have*to all have the same task. One method to speed up printing could be to have different print heads capable of producing different widths of extrusion, heck, even different materials. One could be printing super thick infill while another is printing incredibly detailed portions, and another can be printing in a disolvable support material and just for gits and shiggles, a fourth can print in conductive filament. I’m not sure if this design would be capable of doing this (my internet connection is too slow here to load videos of any forensic resolution), but I’m just snowballing here.
It solves that problem where you want fast prints and are willing to throw stupid money at the problem, but don’t want to admit something other than filament printers exist.
I work in injection molding and am hacking my i3 knockoff into a quad to go at least 4 times faster, albeit on parts ~1 inch square, and 64 to a plate. Low-slung parts to make it print even faster, using less energy to make some incremental cash.
This thread inspired me to set up a word problem and rough design a machine with a 1M Y axis arm (no mechanical motion), containing 1,000 1mm nozzles. Each has its own en, step, dir, heat, and temp controls. The table moves mainlyalong X axis at or above 1M/S. Go fast or go home! Z also acts on the table, although that’s not required.
Filament feed is custom format. Heating is nichrome, water cooled.
Many industrial applications could care less about gloss finish vs turn-around time. This machine is not intended for most people most of the time. We have i3 knockoffs for that, after all.
Let’s build a submersible with all of it’s tanking, structures, storage, etc in a few hours or so. What would you build with this class of machine- or a factory full of them?