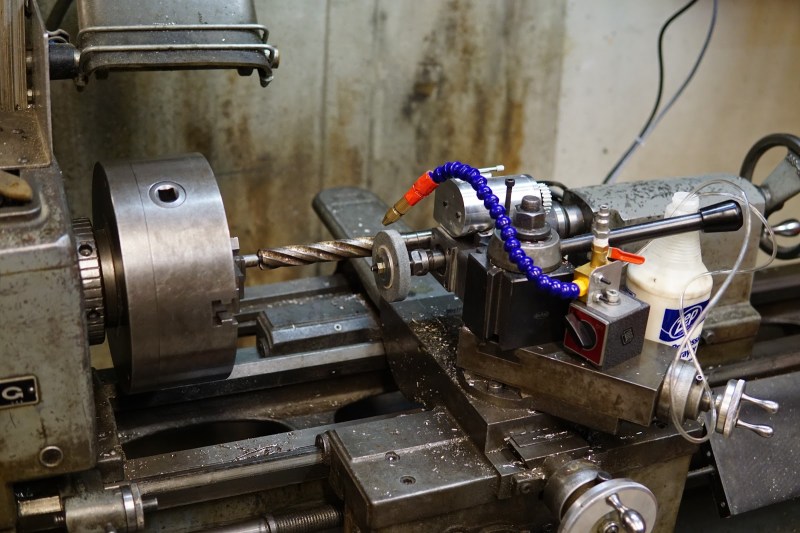
How often have you wished you could reduce the size of a drillbit? [Ben Katz] has a bunch of projects in mind that use a tight-tolerance 22mm bore–but he didn’t have a 22mm reamer handy. Rather than buy one, he thought, why not regrind a larger one to the right size?
He first ground down the shank to fit in the lathe’s drill chuck. Once it was loaded into the chuck, he reground the edge of a 7/8″ (22.225mm) reamer, reducing its diameter down to 22mm by spinning it on his lathe in conjunction with a toolpost spindle with a grinding wheel attached. The final diameter was 21.995mm—off by 5 microns!
[Ben]’s homebuilt spindle is a cool project in itself, and we publish a lot of posts about those handy tools. Check out our pieces on a brushless DC motor used as a CNC spindle, and this 3D printer outfitted with a spindle. Also check out [Ben]’s electric tricycle build we featured a few years ago.














In a three jaw??!?? also next time make sure to cover your ways with something, the abrasive from the tool post grinder will destroy them.
Revised, read tool post spindle as tool post grinder! Still tolorances from the chuck should not be relied upon for a reamer. While not a high speed tool reaming in any machine with it will result in wonked holes.
This doesn’t have any relief on the sides/lands now.
(see lower right of image and notice the relief angles on the lands)
https://s3.amazonaws.com/sonnax-dev/uploads/mercury_image/image/967/Figure6.jpg
The leading edges of the drill bit flutes will lose their sharpness and then the bit will be “heeling” along its length instead making of a good gut.
It’s going to tend to collect swarf between the sides of the bit and the I.D. of the workpiece.
This will cause the tool to push sideways and try to bore, instead of reaming.
The bore finish will suffer and the bore size will be erratic.
From the video, it looks like the part may be aluminum or some other soft alloy, So this will get you by for a few parts, but I wouldn’t want to try using it for more than a short run job.
Also, the run out of that chuck may add a dodgy taper over the length of the cut… one needs to measure this and correct the error if you can. A set of hard HSS metric reamers are cheap, as they will normally match most popular EU/China bearing outer diameters. A class 5 or 7 precision should be cheap, but we find real German HSS will leave a much smoother bore.
If you don’t need true roundness, than a engine cylinder hone will knock the high spots off.
;)
I don’t think engine cylinder hones will go down to 22mm.
Brake cylinder hone?
Yep, check your local outlet for a $10 set of stones:
Brake Master Cylinder Hone Bores 3/4″ – 2-1/2″
Quite a few decades ago when I was a schoolkid who loved metalwork, I could not afford things like reamers, end mills, toolpost grinders and other beautiful tools I saw in the school library copies of Model Engineer magazine. So I made workable substitutes that allowed me to build a model steam engine, completed that, then started on a set of castings for a larger one and also a model petrol engine.
Small reamers can be made using with this simple method. Find a piece of drill rod (machine to dia if needed and polish surface) and grind an angled flat through it so the flat surface is an ellipse, then hone that on an oilstone to get the ellipse edge nice and sharp, then harden and temper. I made slot drills (like a two-flute end mill) by hand-grinding roken drill bits flat on the end then grinding the reliefs. These both worked acceptably well, as did other similarly bodged-up toolbits and tools.
that’s called a toolmakers reamer
Here in Los Angeles, Aero Supply over on Paramount Blvd. has surplus drills and reamers at $1.75 USD a pound..
Bring yore mic.
Surplus or used?
Surplus, resharpened and/or used. Includes reamers,drills, bolts, screws, and all type of mills and other cutters. All surplus sold by the pound.
Sure, they have the China stuff also, but the selection of surplus is amazing.
http://www.calaerosupply.com/
At 0:35, Ben blocks his gauge while it is still at an angle (not vertical). Is there a reason for the oversized mesurement? Or it’s was just because the view position wasn’t optimal to reach verticality while filming? In that case, no need to answer. Thanks.
Sorry to reply to myself… I think I got it.: It’s to touch the inside wall of the tube with only one point on the gauge, for each side of the gauge.
Then the gauge should not be measured flat at 1:05 but with the same angle as it was when it was blocked (at 0:35).
I replied to the video too.
This tool is not a reamer. “3-flute core drill” might be its name although that doesn’t sound right to me. Its job is to make a hole drilled with a 2-flute drill round. The nominal diameters of these are smaller than reamers. Drilling is the 1st operation, 2nd is this, 3rd is reaming.
“Its job is to make a hole drilled with a 2-flute drill round”
so it’s a reamer?