3D printing makes prototyping wonderful. But what do you do when your plastics of choice just aren’t strong enough? For [Michael Memeteau], the answer was to combine the strength of a vacuum-poured polyurethane part with the ease of 3D-printed molds. The write-up is a fantastic walk through of a particular problem and all of the false steps along the way to a solution.
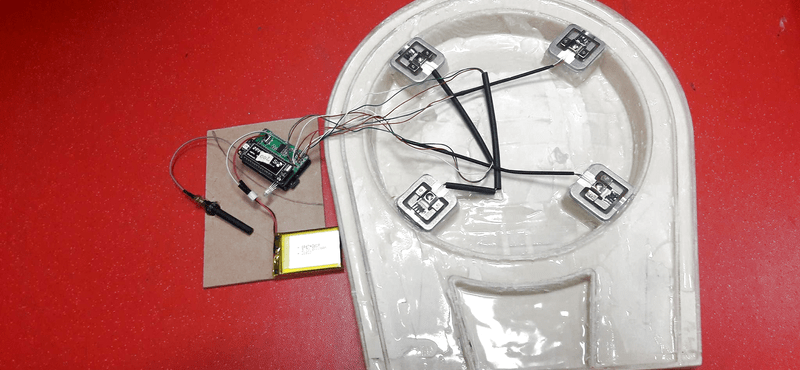
The prototype is a connected scale for LPG canisters, so the frame would have to support 80 kg and survive an outdoor environment. Lego or MDF lattice were considered and abandoned as options early on. 3D printing at 100% infill might have worked, but because of the frame’s size, it would have to be assembled in pieces and took far too long anyway.
The next approach was to make a mold with the 3D printer and pour the chosen polyurethane resin in, but a simple hollow mold didn’t work because the polyurethane heats as it cures. The combined weight and heat deformed the PLA mold. Worse, their polyurethane of choice was viscous and cured too quickly.
The solution, in the end, was a PET filament that deforms less with heat, clever choice of internal support structures to hold the stress in while being permeable, and finally pouring the polyurethane in a vacuum bag to help it fill and degas. The 3D-printed hull is part of the final product, but the strength comes from the polyurethane.
Mold-making is one of the killer apps of 3D printing. We’ve seen 3D prints used as molds for spin-casting hollow parts, and used as a sacrificial shell for otherwise epoxy parts. But for really complex shapes, strength, and ease of fabrication, we have to say that [Michael]’s approach looks promising.














http://lcamtuf.coredump.cx/gcnc/ch4/
Just going to leave this here. It’s a fantastic resource for thermoset urethane mold work.
From the link:
“Toxic catalysts: minutiae amounts of harmful organomercury salts, such as phenylmercuric neodecanoate, were found to be excellent, highly selective catalysts for polyurethanes; less concerning but still somewhat nasty tin(IV) compounds (e.g., dibutyltin dilaurate) offered some hard-to-replicate benefits, too. Needless to say, you probably want to avoid unnecessary risks. Such catalysts are largely phased out in favor of compounds of zinc, bismuth, tin(II), titanium, aluminum, and so on – but you can occasionally find them in products available in some markets (for example, Smooth-On, BJB, Alumilite, and Freeman still use them frequently).”
Any updates on the catalysts though or how to find mercury salt free ones?
I think the EU has restrictions on some stuff related to polyurethane, pollution and fear of exposure to the public I think?
“Mold-making is one of the killer apps of 3D printing.”
Limitations of 3D printing make that so.
Out of curiosity, why don’t 3D prints (FDM I’m assuming?) work well for mold-making? Is temperature-deformation the main problem, or something else?
Depends on what you are trying to mold into and with. Pewter, RTV silicone, urethane, brass, steel and others all react differently and some are friendly to lower cost 3D printers and some quite simply will not work at all.
Different materials you might want to cast with have different densities, temperatures, expansion rates, shrinkage, etc. Not all 3D prints are the same and some are better suited to some materials and geometries. Additionally, certain things can be accommodated by adjusting printing parameters. Increasing wall thickness to offset potential deformation for example. Some things you can use sacrificial prints with to make one off casts. Some printers can do some types of metal casting even, assuming you use the right printing material and the right metals. There was an article here about this a few days ago. It varies considerably as to what you are trying to cast (and the resolution you need) as to what you should consider starting with.
You can mold items that have been 3D printed and even do limited but direct injection mold runs with some types of 3D prints. You just have to use the right type of printing material and printer for the process you are trying to do is all. There is no one size fits all unfortunately as there are many different types of variables involved.
FDM specifically is fairly low resolution, fairly low strength and tends not to be watertight without further post treatment. Certain types of molds are simply harder to do with FDM as well, mostly because of the feature limitations and lack of support material.
If you’re intending to make a reusable FDM printed mold, the rough surface texture either needs to be smoothed, or attention needs to be paid to draft angles and other features to avoid locking the casting into the mold.
Ways to seal an FDM mold.
Coat with resin, something very different than what will be used for the castings. Don’t coat with urethane to make urethane castings. You also must watch out for cure inhibition between materials. In some cases the inhibition is one way – ie material A will be inhibited from curing in contact with cured material B, but not the other way. Platinum and Tin cure silicones are like that. Cured Tin inhibits Platinum but cured Platinum doesn’t inhibit Tin. That makes it possible to glue and repair Platinum cure RTV molds using ordinary clear GE Silicone II caulking. Freshly cured polyester resin will inhibit Platinum RTV. It needs to age quite a while before it stops doing that.
Coat with paint. Coat with Future (or similar) acrylic floor polish. Best to test for cure inhibition. Enamel paints can inhibit Platinum RTV while acrylic lacquer doesn’t.
Interesting, thanks both for the replies!
3D-printing the part using any filament, then casting the mold from silicone and then PU casting using that mold, works great. The only issue may be the elasticity of the silicone causing low precision on bigger casts but you can buy many different silicone types with different stiffness.
Totally agree but dimensional accuracy wasn’t a special requirement here, but the ability to change the design from one version to the next has worked great for us (especially when the original supplier told us that the first batch of load cell was the end of a discontinued serie!). The cost of silicone for such a large piece was also something that made us “creative”.