Watching a 3D printer work always reminds us of watching a baker decorate a cake. Gooey icing squeezes out of a nozzle and makes interesting shapes and designs. While hot plastic doesn’t taste as good as icing, it does flow easily through the printer’s nozzle. Well… normal plastic, anyway. These days, advanced 3D printers are using filament with wood, metal, carbon fiber, and other additives. These can provide impressive results, but the bits of hard material in them tend to wear down metallic nozzles. If this is your problem and you are tired of replacing nozzles, you should check out the Olsson Ruby Nozzle.
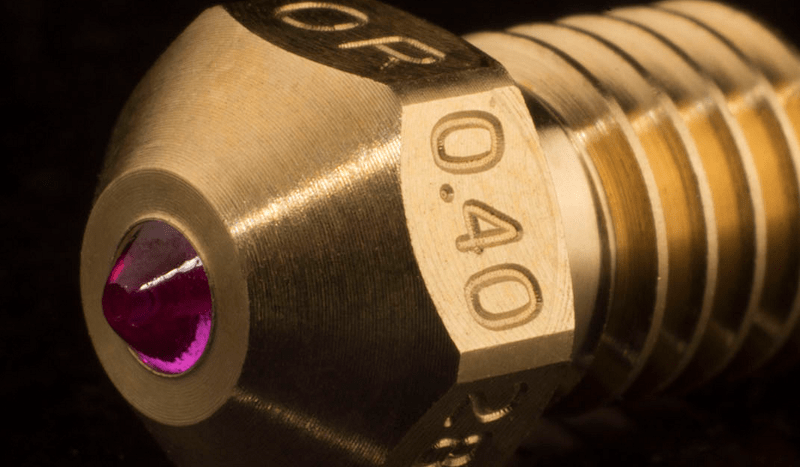
Ruby, in this case, isn’t just a name. The nozzle has a small bit of ruby with a 0.4mm hole in the center — or they have a few other sizes. We suppose diamond would even be better, but ruby is so much more affordable. We haven’t tried these ourselves, but [3D Printing Nerd] has an interesting video review you can see below.
We assume the ruby — which is just aluminum oxide — is lab-created and not a natural stone. Another common option is to go with hardened steel nozzles, but Olsson claims the brass nozzles conduct heat better which gives their product an advantage. [Nerd] shows how the ruby nozzle could print PLA after printing with carbon fiber filament with no ill effects.The nozzles fit like a common E3D nozzle, so they’ll go on a lot of printers.
At around $100, these are not cheap. As [Nerd] points out, though, it could be the last nozzle you buy. The hard steel nozzles run about $25, but if you are printing with tough filament, you will buy more than one. If you buy four, you might as well get the ruby nozzle and enjoy the better performance, as well. On the other hand, if the nozzle costs 80% of what you paid for your printer and you don’t print exotic plastic, this is probably overkill. You can get a lot of cheap brass nozzles on eBay for $100.
We covered a comparison of a lot of exotic filament before if you want some ideas on what to try with a ruby nozzle. Of course, the nozzle is only part of the equation. When we talked about carbon fiber filament, we noted that it can cut into your extruder gears as well.












Next up, ceramic nozzles. Or brass/ceramics.
Might I point out that this has already been done and in use and tested in industry in wire edm consumables? I’ve got some ceramics and diamond insert nozzles for some of the harder grades of wire in my sodick.
$100 does not buy you a replacement set however, unless its sourced from alibaba et all…
I would posit that these are artificial rubies (Al2O3), and that this form of aluminium-oxide already classifies as a ceramic that these ARE ceramic nozzles. I’m also surprised aluminium-oxide nozzles aren’t already a thing. It’s pretty much THE industrial ceramic.
not to mention that the standard white alumina can be (very) cheapely pressed into shape and fired, this process is capable of a fair bit of precision, so despite being cheaper then metals, they should perform just as well or even better…
yeah but that crystal aesthetic
Exactly right. I spent 20 years in the precision ceramic machining industry and al203, and its variants, were the main material uses in most applications. 99.7 al203 would be a better choice for these nozzles as it would be a lot less expensive. The synthetic ruby seen here is just single crystal al203 with about .05% chromium added which gives it the nice red color.
Can you judge only by color?
cheap synthetic rubies are used in all sorts of industrial equipment. I doubt the price will stay $100 dollars per unit for very long if this works well and other suppliers (read: China) starts producing them. And unlike some of the other applications the tolerance specs on FDM machine nozzles don’t seem to be all that critical.
Especially if they start producing them in red glass instead of ruby /s
https://www.accustream.com/waterjet-parts/flow/flow-orifices/flow-ruby-orifices.html
these are used for high pressure water jets and made from the same material…for 14$ a head. They can be threaded on the end and modified for the 3d printer heads.
well, I ordered one with Prusa MK3 but did not pay $100, just $80
Just wondering: is nozzle wear really a thing? I haven’t seen any real world benefit of abrasive filaments so I switched back t pure PLA. Especially CF didn’t provide any real strength improvement, probably because of the short fiber length and the layering, How about you gyus?
I guess “real world benefit” is kind of a subjective idea. If you’re just looking to print little toys and stuff, then I suppose there’s no reason to use anything but PLA.
But almost anything that’s infused with other materials can be considered abrasive, at the very least moreso than standard PLA. Wood fill, glow in the dark, metal infused, etc, etc.
Aren’t the cosmetic filaments the ones for all the little toys and stuff? Plain, basic undyed PLA, PLA+, ABS, and nylon are best for building real usable parts.
Whether or not a filament has “real world benefit” doesn’t affect the damage it does to the nozzle if you use enough of it.
yes but the amount of damage done to a nozzle by a filament does affect its “real world benefit” especially from a cost benefit point of view. which was the argument the OP was going for, in essence what is the real world benefit from using an abrasive filament if PLA will get the job done with out the wear.
The word without has no spaces in it.
That comment is with-out any connection to 3D printing.
BTW: In the mean time such nozzles are available on Aliexpress for 25 to 30$.
i also wonder if nozzle wear is really a thing. i print only using PLA and the texture of a free-air extruded string has changed since the nozzle was new, but i assume it’s because of schmutz accumulation, not because of erosion of the metal. is carbon fiber more abrasive or more schmutzy? i don’t know
You are the second person I ever encountered that uses the word “schmutz”.
Sounds German :D
Is German.
Means dirt.
Ultimaker here.
It’s a thing with certain materials. Carbon firber filled. Bronze fill. Things with fills that are tough. We had a stainless steel filled material once, that was fun, ruined a brass nozzle before the print could finish.
For other materials, it’s unneeded, and actually the current available ruby nozzles provide a disadvantage. It requires more force to push material trough them. (We have a hypothesis on why this is the case, but the raw measurements that we did just say “current ruby nozzles require more force for the same flow”)
There are aesthetic benefits. I’ve printed woodfill and a rustable iron composite to produce a look and feel I can’t reproduce with PLA.
The guy that developed this printed with a filament doped with boron carbide for neutron particle experiments so that the 3D printed mounts would absorb neutrons. While not very many people have as much need for this type of nozzle (I certainly don’t), [Anders Olsson] saw a gap that could be filled by selling the nozzle he created. You can read more about it here: http://olssonruby.com/anders-olsson-olsson-ruby/
Wish I could find it right now, but I remember sombody on the 3D printing reddit got one of these and said it was terrible. Poorly designed and fell apart quickly, said the ruby “sleeve” dropped right out of the brass. I wonder if they are still working out engineering issues.
Hi Dan, ‘I remember somebody’ is not very convincing. Maybe try one yourself. Check out olssonruby.com to find a reseller nest you.
>” Maybe try one yourself. ”
That’s a really cranky way to answer criticism.
“Tastes like shit, they say? Well, why don’t you buy one yourself and see if it’s true!” – the point of reviews is that you wouldn’t have to find it out first hand.
With a lovely response like that, I was inspired to go find the thread. After reading this rave review, I’ll have to pass on your gracious offer of giving you $100. The guy didn’t even want the free replacement he was offered.
https://www.reddit.com/r/3Dprinting/comments/7152r8/psa_avoid_the_olsson_ruby_nozzle_i_was_shocked_by/
Great, now I want that F.A.T. wrench.
Well, amazon has them, http://a.co/8RF5I7N
From the instructions page,
>”We recommend using the printed torque wrench or a torque driver set to 0.5Nm. The max allowable torque is 1Nm”
For a solid M6 4.6 bolt, the recommended max torque is 3.5 Nm. Put a hole through it and the values drop.
For clarification, the fastener class number means ultimate strength (x100 MPa) and yield limit (x10%) so 4.6 is 400 MPa yielding at 60% of the limit. Brass is typically around 400-500 MPa at room temperature.
If it was an 8.8 steel bolt, you could tighten it to 12 N-m
I would say that the claims in that reddit thread are wildly exaggerated. If you check the comments section of the Youtube video attached to that reddit post, Anders Olsson himself took every claim very seriously and did a long write up.
It is possible to break these by not following the instructions and applying crazy amounts of torque while tightening them, and they should (like all nozzles) be swapped hot. This is made very clear in the instructions.
Diamond isn’t better, as it’s carbon, and therefore not chemically inert like aluminium oxides.
Carbon + heat + oxygen … just saying.
Um, no – crack a chemistry book… Diamond, while technically “metastable,” is inert for practical purposes unless your planning to operate in excess of 1400F. They are used in many extreme environment applications including recreating conditions inside planets.
…just saying.
Holly fuck, at what temperatures are you printing? Because in normal conditions it oxidize if heated over 700*C.
It’s not normal conditions when you push molten plastic and other chemically reactive stuff against it under pressure.
OK. Put a diamond wedding ring in the kitchen oven at 400F and leave it overnight. Weigh before and after. Report back if still living.
https://www.youtube.com/watch?v=TPyuDY3iq1Q
Diamonds are NOT forever.
-deBunks
B^)
Diamonds can be artificially made just as ruby’s can. Plus there’s industrial grade.
Well, sort of. Diamonds take machines that apply tremendous pressure and heat, and you won’t get a diamond 2″ in diameter and 10″ long. Ruby and sapphire are pulled from a melt just like silicon and the crystal or boule is big enough to make optical windows and long skinny IR light pipes, etc. http://www.periodictable.com/Items/SapphireBoule/index.html
The boule used for phone screens are over 500 lbs. A 500lb diamond would be pretty amazing.
Diamonds are made using chemical vapor deposition – a hot hydrocarbon gas is passed over a bed of seed crystals.
Hydrogen gas is added to control the rate of deposition, because it etches away some of the diamond.
https://en.wikipedia.org/wiki/Synthetic_diamond
Of course, neither of these is as tough as diamonium or the even better diamondinium.
The reason why I buy four hardened steel nozzles is because I need different diameters. 0.3/0.4 for detail work, 0.5/0.6+ for when I need to print a lot of volume for structural stuff, or composites with larger particles.
So I don’t really get the article’s closing argument: “if you’re buying 4, might as well just buy 1”. What? No, that’s not how that works.
Meaning if you buy 4 steel nozzles because you are wearing them out with carbon fiber or what not you’ll break even.
How does the thermal expansion between the brass and ruby coincide?
I would like to really like to see [Thomas Sanlanderer] possibly use this nozzle for his next Filaween series, as well as a general nozzle review. Feel like he would give a very good analysis from an engineering point of view
Oh man, that’s a really cool idea!
~$100 for a single nozzle? I’ll stick to my hardened steel nozzles, thanks. You know, until anyone can prove the so-called thermal improvement is an actual improvement that has any measurable impact on print quality. A lot of hotends are temperamental as hell, as is, and tuning heatbreak/heaterblock/nozzle configurations can be problematic when you toss in these kinds of wildcards.
While I’m all for innovation, this just seems like a “because I can” product.
There is also Tungsten nozzles which outperform ruby both in hardness and heat conductivity (173 vs 40 W/(mK)). I got a couple from a kickstarter campaign and they work well… for the very few times that I print with exotics.
But, anything that deviates from “what everyone else is using” means that you have to adjust your printing profiles.
I agree with pac, this is just another variable that means your printer “may” print better, but it will take work to get there and when you need to print in another brand a filament you might not be able to translate or use the suggested profiles.
All that said, I enjoying saying that my print nozzle is tungsten! ;-)
Tungsten is not even close to outperforming the ruby in hardness, this is a common misconception where people mix up the hardness numbers for tungsten and tungsten carbide, Tungsten by itself is no harder than a regular hardened steel (~7.5 at mohs scale of hardness) Tungsten carbide is about the same hardness as the ruby (~9 at mohs scale of hardness) and also have a similar heat conductivity.
Tungsten carbide cannot be turned on a lathe, but has to be pressed into shape (not a good match for a complex geometry with threads) or EDM machined (extremely slow and expensive).
We actually looked into making tips of tungsten carbide instead of going with ruby, but those turn out even more expensive than the rubies at the current production scale and does not look nearly as good ;)
AFAIK Ruby also cannot be turned on a lathe, so you also can only make tip inserts. And ruby cannot be EDM machined (e.g. for the nozzle hole).
Of course that should not express, that tungsten carbide should be better than ruby, only that the restrictions of processing are not THE argument against it. In the end you investigated both materials to compare them and came to a conclusion.
Chromium plating is almost as hard, 8.5 vs 9.0 Mohs and a lot cheaper. You can start with a standard large nozzle and flow the solution through it during plating, the trick is to get the timing and other variables right so that you can have the plating grow such that you narrow down the hole to the size you want. It is also a DIY achievable task.
I can tell that from my tests, no plated nozzles have performed even close to the ruby in resisting abrasion. I have not researched it further, but my hypothesis is that the underlying material gets hammered out of shape a tiny bit by the fibers, and the very hard surface coating develop cracks and gets torn away.
3DVerkstan recently sent me a few new ruby nozzles to try out – both with threads for E3D Volcano heater blocks. Plus, I was sent a 0.6mm nozzle and a 0.8mm nozzle. Results are as you would expect with standard PLA filaments. I’m waiting to get some really good, crunch CF PLA to try it out on.
I bought the 3 piece set: 0.4, 0.6 and 0.8 nozzles.
Beautiful construction, nice presentation box, terrible to use!
The primary issues:
1) The body of the nozzle and the inner sleeve holding the ruby need to be soldered. Lead-free electrical solder is fine.
Failing to do so can result in cold-pulls backing out the sleeve! The sleeve is only pressed in; metal to metal contact transfers heat OK, but eventually those surfaces oxidize, and you have to bump up the temperature to keep up…
Solder acts like solid thermal-paste!
2) The unusual profile of the nozzle, with lots of metal around the tip, makes heating a chore. Expect to re-run your PID. A 40 watt heater may not be enough! The more insulation around the nozzle, the better!
3) The over all length is that same as any other nozzle, but the length of the threaded section is shorter than most! Check your fit carefully!
4) The face of the nozzle is flat, and more than twice the diameter of the orifice. Like an E3D nozzle, but broader.
They do work, but aren’t well suited to how I print these days.
Once I get something abrasive, I’ll try them again.