ColorFabb’s XT-CF20 is one of the more exotic filaments for adventurous 3D printerers to get their hands on. This PETG based material features a 20% carbon fiber content, aspiring to be the material of choice for tough parts of high stiffness. It’s a fascinating material that’s certainly worth a closer look. Let’s check it out!
An Abrasive Fellow
The high amount of carbon fibers makes this material extremely abrasive, so I obtained a hardened steel nozzle for my E3Dv6 hotend to print it without harming my brass nozzles. It’s also worth mentioning that the filament is capable of cutting deep grooves into extruder idlers and other printer parts on its way through the printer.



The Composition
XT-CF20 features an Eastman Amphora PETG base resin, which itself is already a tough material and lies about half way between PLA and ABS in terms of temperature resistance. Yet, PETG filaments are fairly undemanding to the printer hardware: No high nozzle or bed temperatures, no heated build chambers and also no exotic build plate materials are required. The XT-CF20 combines this resin with 20% carbon fibers. These fibers come as a finely milled filler rather than in the shape of long, reinforcing strands, so they surely don’t bestow super powers on printed parts. However, the XT-CF20 features a significantly increased shape fidelity, stiffness, and temperature resistance compared to the unfilled members of the XT family.
Print Quality
To get an encompassing idea of the material’s surface-finish, overhang tolerance, and bridging capabilities, I printed below Benchy, which resulted in a highly uniform texture and color with a nice matte finish. The bridges and overhangs at the cabin windows turned out great, and all details came out nicely. Despite all countermeasures, it has a tendency to ooze and create little blobs and artifacts here and there, which can be an obstacle to printing something that has to look perfect.



Conductivity
Probably by accident, the material safety data sheet describes this material as conductive, but nope, it’s merely antistatic. Despite the high carbon fiber content, the XT-CF20 features a surface resistivity of 109 Ω/sq (as stated in the technical datasheet) and is nothing you’d want to print your circuits with.
Warping
PETG filaments generally show a very low tendency to deform during printing, and with the high fiber content of the XT-CF20, the issue of warping goes down to virtually zero. Part of my tests were several massive 100 x 20 x 10 mm bars with 100 % infill, which I printed on a glue-stick-coated glass plate. It stuck to the plate perfectly straight during the 4 hour print with not a single corner lifted. That’s something I cannot even reproduce with PLA. In terms of shape fidelity, this material really deserves 5 out of 5 perfectly straight bananas.
Perfectly straight, chunky bars with 100% infill.
Build Plate Material And Adhesion
In my tests, the filament adhered to plain borosilicate glass briefly. Small objects could be printed directly to the glass surface, but taller objects were prone to just popping off during the print. With a thin layer of glue stick on the glass, I was able to print the massive blocks shown above with perfect build plate adhesion.
I also tested the material on my PEI build plate. The build plate adhesion was certainly stronger than necessary for a material that does not warp at all, but all parts could be removed without damaging the PEI plate or the parts themselves. Glue-stick on glass is probably the better solution for printing XT-CF20.
Bed Temperature
ColorFabb recommends 80 °C for the print bed, which worked great. Going below 80 °C led to problems getting the first layer to stick to the glue-stick-coated glass plate, but caused no problems when printing on the PEI plate.
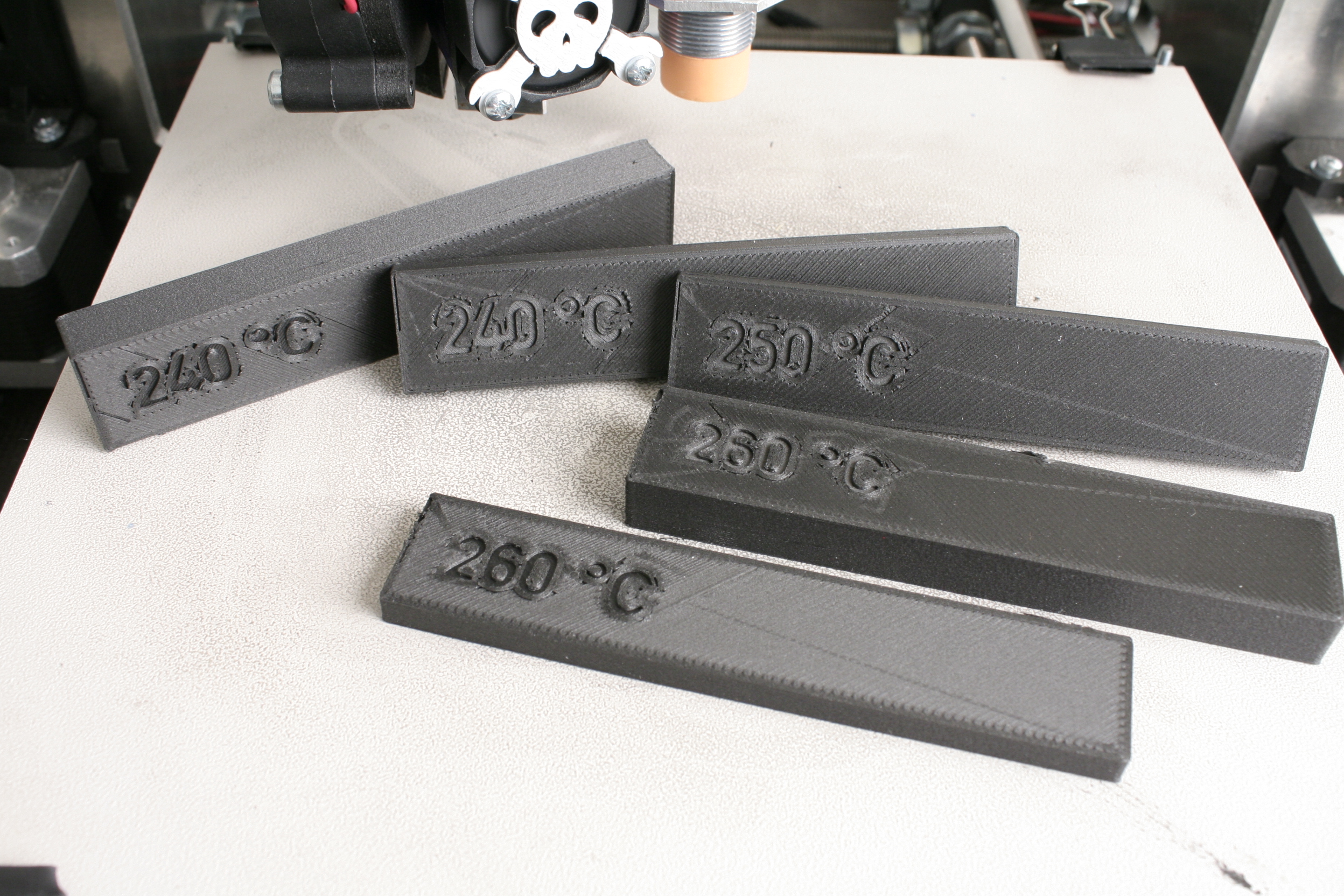
Printing Temperature
The XT-CF20’s specified processing temperature ranges from 240 to 260 °C. I tested it at temperatures from 230 °C to 310 °C, and well, 240 to 260 °C is really the sweet spot. At 230 °C, parts can still be printed well, but the results are weak and break easily. Parts printed at 240 °C are already quite strong, but still have a slight tendency to break at the interface between the layers. At 260 °C, cracks no longer occur in between layers, but throughout the part, which indicates perfect layer bonding. Below fracture test series shows the difference quite clearly, and if you were wondering, was conducted by meticulous professionals using a laboratory-grade set of hammer and chisel.
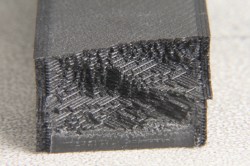

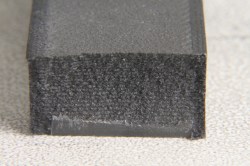
At about 290° C, the material starts to noticeably deteriorate until printing becomes virtually impossible at 310 °C. Eventually, the best looking results were produced at 240 °C and 25 mm/s printing speed, with little oozing, while parts printed at 260° C and 25 mm/s printing speed were extraordinarily tough and showed perfect layer bonding.
Oozing
Not all PETG based filaments are alike, but many tend to ooze. So does the XT-CF2, with droplets of molten material flowing out of the nozzle during travel moves. Over the course of a print, some of these oozed material droplets are also collected back by the printing nozzle, where they accumulate to a larger drop of liquid plastic, which sooner or later drops down to the print, creating blob-like artifacts and sometimes even massive obstacles for the print head to run into.



The issue can be mitigated by printing at lower temperatures and speeds. With a printing temperature between 240 and 260 °C, printing becomes practical at 25 mm/s, with little oozing and low material buildup on the nozzle. Other settings I found helpful in mitigating oozing are a slight underextrusion, as well as activating “retractions on layer change” and turning off “only retract when crossing perimeters” in Slic3r. Keeping the retraction length short — 2 mm for the E3D hotend I am using — speeds up the retraction moves and prevents nozzle clogging.
Printing Speed
ColorFabb recommends a print speed (40 – 70 mm/s) for the XT-CF20, although, within printing temperatures of 240 to 260 °C, the maximum printing speed I could achieve without strongly affecting layer bonding was 25 mm/s for perimeters and infill and 10 mm/s for small features. As mentioned before, lower printing speeds also result in reduced oozing and fewer blob-artifacts.
These values deviate a lot from ColorFabb’s recommendation, so I still could be wrong in my findings. Nevertheless, in ColorFabb’s comment sections, complaints are piling up from users who are unable to “print anything” with XT-CF20 and the recommended settings. In contrast to that, Pau from Tilt Racing Drones in Sweden published a highly positive review showing the great results from his efforts to print drone frames from XT-CF20 at painstaking 15 mm/s and 260° C.
Resilience
Parts printed from XT-CF20 are extraordinarily stiff and can take a beating. The technical data sheet attests XT-CF20 this outstanding toughness, below table puts the values into a known context.
| ColorFabb XT-CF20 |
ColorFabb XT |
ABS (typical) |
PLA (typical) |
|
|---|---|---|---|---|
| Flexural Modulus ISO 178 / ASTM D790 molded specimen |
6.2 GPa | 2.1 GPa | 2.3 GPa | 2.3 GPa |
| Tensile Strength (max.) ISO 527 / ASTM D638 molded specimen |
76 MPa | 50 MPa | 35 – 55 MPa | 60 MPa |
| Elongation At Break ISO 527 / ASTM D638 molded specimen |
7.5 % | 10 % | 20 % | 4 % |
| Glass Transition Temp. | 80° C (176° F) |
75 °C (167° F) |
<105 °C (<221 °F) |
60 °C (140 °F) |
Overhangs
With the settings dialed in, I threw a plain overhang test object with overhang angles from 15° to 75° at the material. It was printed at 0.2 mm layer height with a 0.4 mm nozzle at 240° C with a nozzle fan to selectively cool the overhangs. The test ended in a messy catastrophe when it reached the 75°, which destroyed the test piece, so I redid the test with a maximum overhang angle of 60° for the below photograph.



Bridging
A positive effect of the PETG resin’s high melt strength is its excellent bridging ability. The XT-CF20 bridges even large gaps of 40 mm without specialized print settings, and even made it across the 80 mm bridge. Note that these bridges were printed with default settings, such as a bridge flow rate of 100%, with only a nozzle fan to selectively cool the bridges. These settings might be tuned further for an individual setup to obtain better results.


Support Material
I found it necessary to configure Slic3r to 0.0 mm Z-contact-distance to get a reasonable adhesion between the support structures and the actual print when using XT-CF20 on my single extruder setup. Also, a higher extrusion width of 0.7 mm for the support structures was necessary to prevent Slic3r’s support material from degenerating, since it’s printed with a greater layer height. The support material could still be removed and breaks easily at the touching points. Given the resilience of the material, the support structures themselves were also quite rigid, which could be a problem when printing objects with a lot of support material all around them.
Hygroscopicity

A noteworthy property of the XT-CF20’s PETG base resin is its hygroscopicity. It absorbs water from ambient humidity, which then leads to a chemical reaction named hydrolysis once it’s printed — or otherwise heated above 160° C. The reaction causes the longer polymer chains in the material to decompose into shorter chains, which results in higher brittleness of the material. Wet PETG can be dried for a few hours at 65 °C, although preventing it from getting wet in the first place by storing the filament in a sealed bag with silica gel seems to be the way to go here.
Safety
XT-CF20 comes with a material safety data sheet that should be read. In particular, dust created when sanding or otherwise processing the material should not be inhaled and can also form an explosive mixture with air. The filament is not explicitly hazardous, but the MSDS clearly lacks accurate toxicological data. For good measure, I’d rather not use this material for objects that come in contact with humans on a regular basis or use a varnish to seal the printed parts.
Conclusion
XT-CF20 has its caveats. Oozing is still a problem, and the low printing speeds take the fun out of the large, tough parts that this material would theoretically enable you to print. Nevertheless, it’s an exceptional material, capable of a beautiful surface finish, while at the same time being extremely tough and able to replicate steep overhangs and wide bridges. Because it does not require high temperatures or special build plates, it can be printed on virtually any printer that can be equipped with a steel nozzle (or comes with a cheap supply of brass ones). And it does not warp a micron. There are many use-cases where a tough material of high stiffness saves the day, regardless of little deficiencies or long printing times. Be it DIY drone frames, GoPro fixtures or even functional, load-bearing parts for 3D printers and small CNC mills.
I hope you enjoyed diving into a rather exotic 3D printing filament with this very first filament review on Hackaday. Have our readers yet run into projects where they’d wished for a tougher material? Other filaments you’d like to see here? Let us know in the comments!
Test conditions
Printer: Prusa i3 Einstein Rework (Proosha IIIo , photo) Hotend: 1.75 mm E3Dv6, 0.4 mm hardened steel nozzle, E3D PT100 thermocouple kit, narrowly ducted, axial nozzle fan, super-power-bestowing jolly wrencher fan guard Drive System: GT-2 belt drive with 20T pulleys for XY, M5 threaded rod for Z w/ cardan coupling, 0.9° 1.7 A Wantai stepper motors, DRV8825 Stepper Drivers in 8x microstepping mode for XY, IGUS RJ4JP-01-08 dry lubrication bushings on XY, LM8LUU linear bearings for Z Electronics: Ramps 1.4, Arduino Mega 2560, 12 V / 500 W ATX power supply Build plate: Makertum MK1 500W AC heated bed, Vishay NTCLE203E3 thermistor, PEI printing plate or glass printing plate clamped on top, UHU solvent-free glue stick, capacitive distance switch for auto bed leveling Firmware: Marlin-RC7














Man, this is a great article. I would love to see other filaments done in this exact same fashion. Hell, become the Consumer Reports of filament.
Well done!
I’m glad someone noticed right away. I agree that Moritz has outdone himself with the process he chose to run this filament through its paces. He’s already working on the next filament review… most likely that will hit our front page on the 18th.
It would be great to hear requests on filament reviews (or other ideas along those lines). If you missed it, Moritz did a killer test bed for microstepping with different stepper motor controllers, fantastic stuff: http://hackaday.com/2016/08/29/how-accurate-is-microstepping-really/
Yep, did see that and they have been 2 of the best hackaday articles I’ve seen recently. Keep up the good work!
Thanks! There are some really crazy filaments on my bench for testing right now, so stay tuned. And let me know if you want to see a certain material under test here!
Build a pendulum impact machine to do Charpy and Izod tests on samples.
http://www.fabbaloo.com/blog/2014/6/15/design-of-the-week-diy-material-testing-machine
It’d be good to see this level of science done in articles about the common run of the mill filaments. Not that I even own a 3D printer, but articles about 3D printing usually make speed and temperature settings sound like black magic or stumblings in the dark.
I liked fractured cross section at different temperatures. It would be great if that could be combined with destructive deflection and stress testing to show how strong and rigid the test bars are.
I’m really liking the few really detailed technical articles that have cropped up recently. I know it’s kinda moving away from the presenting stuff other people have done the name of the site implies, but for a long time the site has been moving towards technical information for hackers, and that’s a good thing.
Totally agree – I’d love to see articles on nylon-based filaments. Also, I’d like to see articles on tuning 3D printing and printers, and mastering Skeinforge.
Oh boy, skeinforge? Nylon’s on the list.
Agree this article is extremely good. I’ve recently started experimenting with FormFutura ApolloX and TitanX and the results are very good. We comprehensive article on them would be cool
As an aspiring 3D Printeringer I’d like to see all different types and new basic types compared, but getting into the differences between Tom, Dick and Harry’s and 64 of their competitors yellow PLA in a dozen printers, would probably be as boring was watching youtube vape juice reviews.
I agree, I love the attention to relevant details that people would want to know.
The only thing that I don’t get is the “resistivity of 10^9 Ω/sq” but the 10^9 gets the message across anyway.
Maybe because it’s extruded in a plane or something??
When dealing with materials of minuscule conductivity, you often encounter them to be specified with a surface resistivity (rather than a resistance). It’s practically the resistance of the material’s surface, measured as the resistance between two adjacent sides of a square sheet of the material. Because the actual size of the square has no effect on the resistance between the sides, it’s written down as Ω/sq.
Resistance is normally measured as a single dimensional (vector) between two *points* of contact.
When 2 dimensional *surfaces* are used then resistance decreases with surface area so I would have expected to see something like resistivity of 10^9 Ω * sq”
Some guy tested a bunch of filaments amd made a huge report about them, i gotta fond the link, will post if i find it on the sea of bookmarks i have
Great article. More Moritz please.
Could you add a “continue reading” break please?
Done! Thanks!
Not just a great review of an interesting new filament, but definitively sets the bar for what it means to review and understand filament for 3D printing. Thank you! We need lots more like this to guide future 3D printing explorations.
Great article. The in-depth information on new filaments is very useful.
Better have a look at Proto Pasta’s Carbon Fiber PLA as its won out in every head to head test against all the other carbon fiber filaments.
Hum, given that they now put carbon fibers in it.. have you tried it?
You tried PETG/FC from NANOVIA ? No oozing with this composite. Tips : flow 120% -130%
Got it right here on my desk, I’ll probably give it a try, soon!
Excellent article! Could you give some details about your 3D printer that you use for these kinds of tests? It would be great knowing more about your setup.
I could be wrong, but possibly “…a Prusa i3 Einstein Rework with minor changes…
http://hackaday.com/2016/07/27/3d-printering-non-planar-layer-fdm/#comment-3106253
Great article [Moritz]!
I wonder how difficult it would be to print a bike frame…
I agree please provide some info about the test printer in the forth coming reviews.
Thanks! Good point, I added detailed specs to the bottom of the post.
Excellent writeup. The total resistance to warping has me interested
Very nice and detailled review. A lot of the youtube-videos i’ve seen from popular 3D printing channels about “filament reviews” only cover VERY basic stuff and do not offer information that allows you to compare different types of filaments from an engineering perspective.
I’d love to see some more filaments tested, like some of the nylons (taulmann,…), HDglass (nother PETG-blend), some of the metal (or wood) filled pla-blends, and maybe some of these new filaments that seem to be engineered for a more professional setting like the Formfuturas ApolloX and TitanX blends.
Maybe you could even work with someone like Thomas Sanladerer to condense all the information into a video series?
Excellent article! More of this please!
I’ve been printing with ABS for years and the warping has been a real pain. PLA won’t do because i print quadcopter frames and PLA is much heavier than ABS affecting flight characteristics and flight time.
This is definitely a filament i’d be interested in… more articles like this please!
I’m curious about the hygroscopicity of the material. Are prints created with this hygroscopic filament going to have problems with water induced brittleness, or does something in the printing process alleviate this issue?
Fantastic article. I’m not looking to turn this into a product reviews site, but great tools, techniques, and material reviews are massively appreciated. This format is fantastic. Thanks!
Fantastically detailed article. I don’t think I’ve seen a filament review as in-depth as yours. Kudos man.
I would love to see more reviews like this.
I print at 275C, 55 mm/s. What i do is run the infill first (dont overlap to much), this way the “tails” from retraction while doing perimiters an such get stuck in the infill. To make sure i also do a massive 12 mm retract. I still get some blobs but it’s not problem at all. Before i did this approach i sat through some 5 hour prints with tweezers ready to catch the blobs so as not to ruin the print :P
Wow, that’s a very good review.
Everything is here, no needs to search further.
Thank you very much.
Are there any health considerations using this type of filament? I have seen a couple of people mentioning that carbon fiber filament can be dangerous to handle and print.