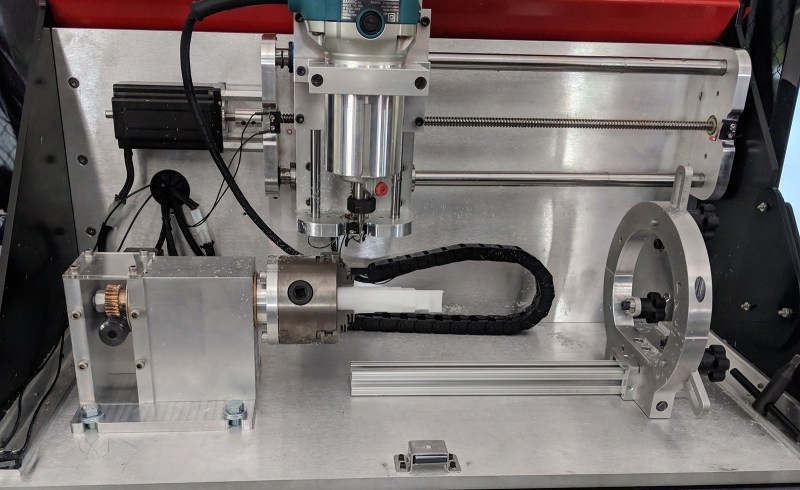
There’s a certain class of parts that just can’t be made on a standard 3-axis mill, nor with a 3D printer or a lathe. These parts — weird screws, camshafts, strange gears, or simply a shaft with a keyway (or two) — can really only be made with a rotary axis on a CNC machine. Sure, you could buy a rotary axis for a Haas or Tormach for thousands of dollars, or you could build your own. That’s exactly what [Adam Zeloof] and [Matt Martone] did with their project at this year’s World Maker Faire in New York. It’s the Rotomill, a simple three-axis CNC machine, with a rotary axis, that just about anyone can build.
The design of the Rotomill uses a standard, off-the-shelf Makita rotary tool for the spindle, and uses leadscrews to move the X and Z axes around with NEMA 24 stepper motors. The A axis — the rotary bit — is driven through a worm gear, also powered by a NEMA 24. Right now this provides more than enough power to cut foam, plastic, and wood, and should be enough to cut aluminum. That last feat is as yet untested, but the design is open enough that a much more powerful spindle could be attached.
The software for this machine is a bit weird. For most CNC machines with a rotary axis, the A axis is treated as such — a rotary axis. For the Rotomill, [Adam] and [Matt] are generating G Code like it’s a normal Cartesian machine, only with one axis ‘wrapped’ around itself. This is all done through Autodesk HSM, and a properly configured Arduino running GRBL makes sense of all this arcane geometry.






It’s a great looking machine, and the guys behind it say it’s significantly less expensive than any other machine with a rotary axis. That’s to be expected, as it’s basically a five axis mill with two axes removed. Still, this entire project was built for about $2000, and some enterprising salvage and hacking could bring that price down a bit.














Nice build, but not a hack: commercial software, and no info on performance at all. I think it also unlikely that a fellow “hacker” would build such a specific / limited machine. Adding a fourth axis to a regular cartesian 3-axis CNC seems much more practical. That said, I could use one to try engraving honeycomb wax sheet preform rollers..
I’m gonna build mine with TinyG2, the software/controller can be easily substituted, and there is nothing protected in this project, a fully open one is possible and I will be making it.
When I saw this, I thought, Imma make my own with Moons AC servos, heidenhein encoders, and AMC poweramps!!!
I love dumpster diving!
where do I find that dumpster?
I designed a better rotary axis
https://www.ebay.com/itm/NEMA24-040-Worm-Gear-Reducer-NEMA24-Ratio-30-1-50-1-100-1-for-Stepper-Motor-/122400066741
and by that I mean Imma import that shit
better get one with a belt drive, backlash is bad news
I made one using a belt drive, because it was the cheapest solution for me, in fact is for 4-th and 5-th axis, you can see some images at: https://grabcad.com/library/4th-axis-with-tailstock-1. To wrap the G-Code I found/use a freeware which is able to wrap any path to a cylinder or by using a probe to almost any surface http://www.scorchworks.com/Gcoderipper/gcoderipper.html
“These parts — weird screws, camshafts, strange gears, or simply a shaft with a keyway (or two) — can really only be made with a rotary axis on a CNC machine.”
There are many older machinists who would deeply disagree with that statement. All of these can be made on at least a manual lathe, and most also on a mill. For instance a camshaft can be made by turning between centers, using multiple difference center locations on the part. Sure this machine makes these operations faster, but challenging != impossible.
And most of the time spent on weird parts is in set-up, which is less important the larger the run of parts. A good set-up can be as fast or faster than a CNC; but will almost always be cheaper.
I think this is just a joke of Brian, I think it’s some kind of sarcasm. He does that all the time. He writes things down in such a way that you don’t notice it at first. Sarcasm is an art, Brian is still working on it OR he has reached to such a high level of sarcasm that we just fail to recognize it. I’m pretty sure he already knows that there was a world before CNC and that in that worlds the could make exactly the same things… it just took more effort (and skills).
Think of it as sarcasm unit, 1 Benhoff is like 1Tesla – pretty big to be comfortable around, yet serves purpose for the ones that can manage it ;)
Ah, I missed the most important part of the article, the author. Although in this case I’m only maybe 60% sure it is sarcasm…
what about the pinion throw out screw thingy on a starter motor?
or the “slot” in an AR15 bolt carrier?
the machine I saw at Regency Park TAFE could do it, it was a really big machine, about the size of a van.
Sure certain things cannot be done on a plain vertical mill or lathe; but many things can. In modern manufacturing time per part and operator skill/cost are both a premium commodity. By investing a more costly machine you can reduce both. Companies are also more willing to put more money into CNC since it is more flexible than a machine designed/modified to produce one type of part. AR-15 sales in a slump? Re-purpose that machine to make some of those suddenly popular Widget-3000’s at a fraction of the cost of buying a new machine.
Lest you forget, the AR-15 design is a product of the late 50’s early 60’s; around the same time NC machines where coming out. Have worked on projects for Colt I can tell you that they are not always the fastest to adopt new technologies to say the least. Much of their production, and what we made for them used some machines whose age was best described in decades with ample fixtures and tooling to make specific parts. I’m not saying you can do anything on a manual machine you could on a 4 axis CNC, but many seemingly impossible shapes can be made if you think outside the box.
I wrote a blog post about hand-coding 4th-axis CAM. It needs trigonometry, but many G-code dialects include trig functions:
http://bodgesoc.blogspot.com/2016/11/cams.html
A very nice 4th axis can be made from harmonic drive actuators. Some already include a really beefy (and expensive) bearing. Second hand they can be had for a few hundred £ / $ (I paid $340 for mine, then had to import it to the UK).
http://bodgesoc.blogspot.com/2017/05/harmonic.html
Driven with an STMBL servo drive (mentioned here a few months ago) it works rather nicely.
I don’t have a _lot_ more than the quoted $2000 in my actual all-cast-iron mill.
This is exactly how a rotary attachment for an Epilog laser works. I etch glasses/bottles easily with it by drawing things flat.
The ability for a mill to cut metal doesn’t come from single power, but from the rigidity of the mount.
If there is any backlash or shaking, the metal will beat against your tool (chatter) and break it.
That makita router is more than enough to cut metal it all depends on built robustness,bit type and sizes it can handles.
And the ear protection gear you have :)
How 4 Axis is better than 3 Axis CNC Machine?
WHY DO I GET A UNCLAMPED NO ROTATION ERROR ON MY ROTARY AXIS