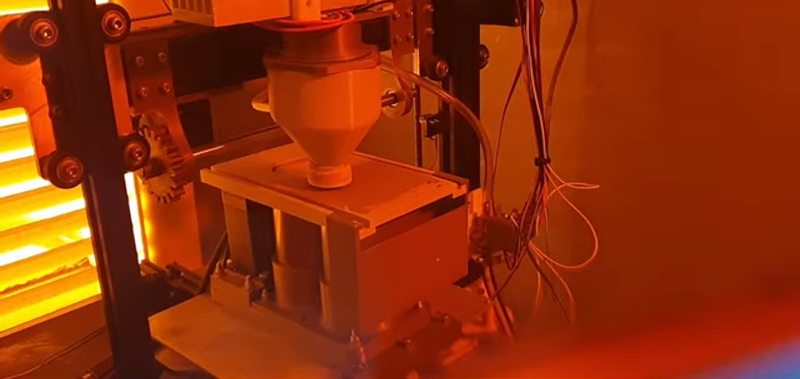
Most of our 3D printers lay down molten plastic or use photosensitive resin. But professional printers often use metal powder, laying out a pattern and then sintering it with a laser. [Metal Matters] is trying to homebrew a similar system (video, embedded below). And while not entirely successful, the handful of detailed progress videos are interesting to watch. We particularly enjoyed the latest installment (the second video, below) which showed solutions to some of the problems.
Because of the complexity of the system, there are small tidbits of interest even if you don’t want to build a metal printer. For example, in the most recent video, a CCD camera gives up its sensor to detect the laser’s focus.
Before you get the idea to try this with your cheap Chinese laser cutter, you should know that you’re going to have to splash out for some more lasers — the NUBM31 laser array from a laser projector has 20 diodes, each producing about 4.75 watts output.
Not that we haven’t seen laser cutters used as 3D printers, though. We hear a 5 W laser is good enough to work with nylon. We realize [Metal Matters] has some work left to do, but we have a feeling it is going to work out in the end and we can’t wait to see the success video.














This is looking pretty promising! I would suggest that sealing the print chamber be his number one priority, And if possible, see if you can get rid of the z axis laser movement. It’s just adding another layer of slop onto the build plate motion
There’s a few things that are really important with these kinds of machines:
-Consistent, inert environment
-reducing motion
-Consistent recoats
-Thermal stability
I suspect until the print is in an inert box, it’s not going to get a good weld or quality part.
As far as the build plate, many machines use felt to keep powder from falling under the stage. I would really like to see more axis stabilization (rotational and lateral). Recoaters do scrape parts and if it’s not stiff enough (axis and recoater), it’s going to jitter around and excacerbate the powder thickness inconsistency and will cause the print to fail very quickly.
Glad to see someone is working on this.
An SLM/ Powder – bed printer for the masses!
Humans are such stubborn creatures. They have an idea that doesn’t quite and then they keep making modifications until it will.
That’s why it took from Da Vinci to the 1940s to get a working helicopter :-D
Oh no he flew long before the Wright brothers, clearly.. Its just nobody had come up with the smartphone and cine-camera yet to prove it to the youtube masses…
Does somewhat depend on how you define rotating aerofoil flights though, the autogyro and rotodyne type stuff is helicopter like in looks and functionality, lots of those various concepts and things we would call helicopters flying before anybody actually made a practical one.
If we didn’t we’d still be living in caves picking lice out of each others pubes. Genius gets all the glory but stubbornness gets stuff done!
Exactly! Instead, I am sitting alone in my home lab-cum-office picking lice out of my own pubes.
I find the legs of a 555 timer make an excellent lice comb. ;^)
At home Metal 3d printing will or would be awesome!
Meanwhile though, if HaD readers are eager to get their favorite stls in metal I’d like to point out that metal casting is well within reach today. You can 3d print your object in plastic and use that to make a sand casting or for a bit more money there is wax filament that is made for producing lost wax molds.
Plans for forges that are mere weekend builds are all over the internet. This summer I build a couple from The King of Random’s Youtube channel. I’d give a link but honestly there are so many forge designs on that channel it’s better to just watch them all then decide how serious you are, how much you want to pay and how quickly you want to just get melting and let that determine exactly which plan you go with.
Not that I at all want to discourage progress in 3d metal printing but it would be great to see more at home metal projects right away.
Please do be safe though!
Personal opinion, having done a lot of 3d lost print casting: use PLA rather than wax filament. PLA prints so well, every time, and burns out just fine. Wax filament is difficult to use. It warps a lot, it’s hard to get consistent adhesion, and I never got acceptable dimensional accuracy from it.
Also plasticast from R&R is a really good investment. If you’re casting aluminum, plaster of paris mixed with some sand works okay, but plasticast is better.
Good to know, thanks!
Have you tried recycling your investment? I understand it to be quite easy in theory to filter and dry out the investment plaster for reuse. But I don’t know of any resources to aid you in trying it (and haven’t got the space ready for a foundry at all yet to try myself).
BTW re safety, the safety gear for casting aluminum isn’t very expensive:
– Leather spats keep drops of molten aluminum out of your shoes by covering the lacing area
– Probably want shoes with a hard sole
– Leather leggings protect your legs
– Leather apron
– Welder’s gloves, long
– Face shield
– Long sleeves
– Sand tray protects concrete, maybe confines spills
You don’t probably need the camera to measure the focus. You can use simple solar cell (eg. BPW34). I would expect that solar cells have limited power per area. So the more you focus the less effective they are and less power you will get (just make sure your focus is not completely out of the area). If this trick is not enough, you can glue very thin wire on top of the cell. Then you will scan your laser beam across the wire and you will notice drop in the cell voltage. that way you know you are spot on the wire. Later you can change the focus until the laser dot is so small it gets almost completely blocked by the wire. droping cell voltage even further. (you can repeat the scan and focus process twice for even finer results, because you will already have good focus during wire-searching scan that way)
Focused high power lasers (> 10 mW) will burn out spots on a solar cell. Laser power meters require
an attenuating filter in front to measure high power.
How is that different for the CCD technique currently used? You need attenuation anyway. However they use solid state lasers, so it might be possible to dial the power down a bit.
Focused high power lasers burn out CCDs quite happily. There are countless laser videos on youtube, where the (CCD) camera has spot damage, just from the diffuse reflection of a focused beam of a few watts
This is an elegant solution.
I think this solar method would not work well because of the size of each node in the solar cell – focused well enough the laser might well appear dark because its only catching one or two of the cells nodes correctly – which sounds like a winner, but I think that spot size would not yet be properly in focus – as the features inside solar cells are actually pretty big. Also the solar cell no matter how well you protect it from being harmed by the laser directly will harm itself – solar arrays don’t like being illuminated unevenly they end up burning chunks of themselves out.
I like the wire trick concept alot though, and a little solar cell might well work well and live long enough to be useful. I can’t claim to know how they will handle this scenario.
What do you mean by “nodes” in solar cell? There are several types of solar cells. Polycrystaline, Monocrystaline and Thin film. The thin film ones do not seem to have any macroscopic structure which can cause such problems.
However i’ve suggested to use BPW34 photodiode. This is basicaly 4x4mm solar cell in THT package. I am not sure about its composition, but it seems to be an ideal candidate for initial experiments. Can you please check the BPW34 datasheet and check if it is affected by the node problem you’ve suggested?
Nodes was the best approximation I could come up with for how solar cells work with their underlying structure – which is a concern at both at micro and mm scales. With the visible scale features some cells have being part of the reason I was dubious about the functionality, but not the only reason.
I really don’t know what the results would be, or how the various types of solar cell would behave – I don’t think anybody has ever tried lasing them, it may work, it may not be sensitive enough for a good focus, who knows…
But the suggested cell is cheap enough its worth testing with at least, which will prove the basic concept is functional (with some PV cells at least). Also as you don’t need to spend hours a day focusing your laser, for the short durations the cell will be taking the abuse it might last years, even decades before its self harms enough to become useless.
And that’s assuming I am correct in that pin point illuminating will cause harm – which is just a guess based on how whole arrays of cells behave, at this smaller scale, and in reverse to the normal dark spot of crud on an otherwise illuminated panel I might be completely wrong, and the resistance heating (that I think everyone now agrees is the normal cause of harm – solar cells being very high resistance when not illuminated) being inverted might not occur enough to matter.
One possible solution to the suicidal panel should it be an issue is filtering the laser light out enough that the light ‘spot’ is only a very tiny % more illuminated than the rest (which was going to be needed to some degree or other anyway), with that its just if the whole setup is able to be sensitive and low-noise enough to function effectively. So finding the balance between functional sensing and killing the solar.
Yes, it might be interresting to experiment with biasing of the solar cell using LED light as well. Maybe even pulsing the LED and comparing value of biased and unbiased measurement.
I’m not sure he needs another solution. Seems he already has the camera and it is working well.
Metallic powders can be very flammable and can be an explosion hazard. There is a reason why inert chambers are used and needed. Not knocking things, but be careful. Plus it helps material strength.
I don’t know what size powder this project uses, but depending on the size the powder can be very dangerous to your lungs. The smaller powders can accumulate and cause a condition similar to silicosis or black lung. At industrial metal printing facilities I have visited, workers and visitors wear respirators when powder is exposed in the open and they are very careful to remove loose powder before shipping parts.
Good to know! Your body probably can’t dissolve stainless steel powder and carry it away.
Half mask respirators are only around $40 (replacing lungs costs and hurts rather more and takes longer), with replaceable P95 or P100 filters. E.g. 3M 6300 series (that’s size XL; 6200 is L, etc.) They seal well to your face once adjusted.
Metal powders, granules and flakes are used extensively in pyrotechnic formulas, as fuels and spark sources. Heat non-noble metals up with oxygen or an oxidizer and you’re going to get metal oxides etc. Possibly an exothermic reaction; consider thermite.
I’ve not looked into this concept much, but I’d have thought a tube laser would be a better lasing source than diode..
Vastly more powerful options, more wavelength options (which I’d guess won’t matter as much) plus easier to cool for that long duty cycle…
The only tube laser with sufficient efficiency and power would be the CO2 laser, with exactly one option for wavelength: 10,6µm.
All other I know suffer from really high efficiency – as a water heater (or space heater). kW input powers and mW or W optical output. Efficiencies of less than 1/1000 are common with argon/krypton ion lasers or HeNe.
So solid state is the way to go, crystals, diodes,…
Would an inert gas flooded chamber give more consistent results? Thinking if nitrogen is absorbed by the metal at it’s melting point, a purged box may give more consistent results, or does the powder have any inherent shielding properties? From a 3d point of view, you may want to pulse the laser at a calculated frequency so that powder in a given 3d space is drawn into beads consistently. Looks like too much powder (too slow travel speed, too much power, or both) is being drawn at intervals, giving the beading. 0.02c.
I would start with a fiber laser marker as laser source.
Wondering what the optimal laser method is, i.e. CW or I’m thinking some form of pulse maybe?
Also, wondering if there is an ideal tuned laser frequency for the materials used.
Finally, seems as with like welding, a flux or inert gas to act as a flux and/or shielding would be a great idea.