Glass is one of humanity’s oldest materials, and it is still used widely for everything from drinking vessels and packaging to optics and communications. Unfortunately, the methods for working with glass are stuck in the past. Most methods require a lot of high heat in the range of 1500 °C to 2000 °C, and they’re all limited in the complexity of shapes that can be made.
As far as making shapes goes, glass can be blown and molten glass pressed into molds. Glass can also be ground, etched, or cast in a kiln. Glass would be fantastic for many applications if it weren’t for the whole limited geometry thing. Because of the limitations of forming glass, some optic lenses are made with polymers, even though glass has better optical characteristics.
Ideally, glass could be injection molded like plastic. The benefits of this would be twofold: more intricate shapes would be possible, and they would have a much faster manufacturing time. Well, the wait is over. Researchers at Germany’s University of Freiburg have figured out a way to apply injection molding to glass. And it’s not just any glass — they’ve made highly-quality, transparent fused quartz glass, and they did it at lower temperatures than traditional methods. The team used x-ray diffraction to verify that the glass is amorphous and free of crystals, and were able to confirm its optical transparency three ways — light microscopy, UV-visible, and infrared measurements. All it revealed was a tiny bit of dust, which is to be expected outside of a clean room.
 Polymers Make it Possible
Polymers Make it Possible

This is exciting news for two big reasons: injection molding opens the door to complex shapes, and it’s also less energy-intensive than traditional glass forming methods. The team began this journey in 2017 by hacking a 3D printer to squirt glass paste instead of plastic. To do this, they made a printable powder from silica nanoparticles and a UV-curable polymer. While it certainly worked for making complex shapes, printing and curing was a slow, one-at-a-time process.
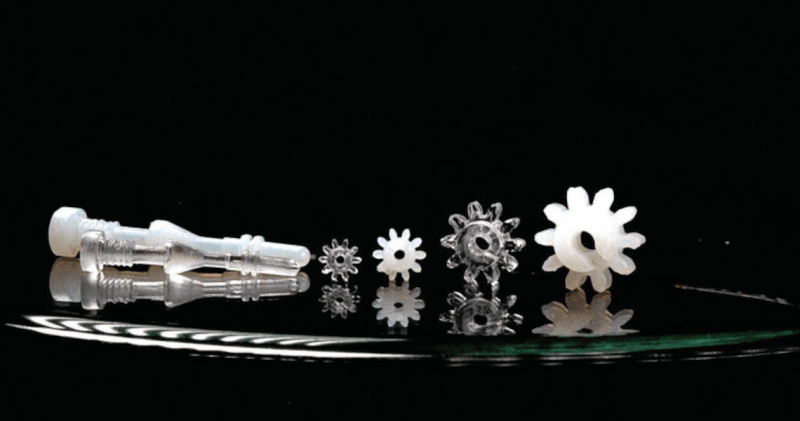
But now they have upgraded the process to work with injection molding. So what’s the secret? More space-age polymers. They started again with silica nanoparticles and added polyethylene glycol (PEG) and polyvinyl butryal (PVG). This produced a paste which they fed into an extruder, and the extruder squirted the plasticized glass into small intricate molds shaped like tiny gears, discs, and rooks.
Once they come out of the mold, the pieces hold themselves together thanks to the van der Waals interactions that occur between silica particles. These are weak electrostatic forces that bind molecules to one another. For a more permanent bond, the researchers first soak the pieces in water for several hours to wash away the PEG. Then they fire the pieces in two stages — once at 600° C to burn away the PVB, and a second time at 1300° C to fuse the silica particles together. At this point, the plastic is gone, and all that remains is glass.
Dr. Frederik Kotz, one of the researchers and group leader at materials startup Glassomer had this to say about their discovery:
We see great potential, especially for small high-tech glass components with complicated geometries. In addition to transparency, the very low coefficient of expansion of the glass also makes the technology interesting. Sensors and optics work reliably at any temperature if the key components are made of glass.
A New Class of Fast Glass
Although injection molding is faster than the team’s printing-and-curing process from a few years ago, there’s one catch: washing away the PEG has to be done over a number of days to keep the glass from cracking. Surely someone will come up with a way to do it faster. Maybe even before the next time the world needs glass vials for billions of doses of a new vaccine.
Images via Glassomer














Presumably there is a shrinkage to account for? (As there is with the some of the print-then-bake 3D printing metal filaments, and that other process where a silica paste is sintered at high temperature, pottery making.
For plastic you account for the thermal expansion of both the material and the mold, based on your nominal working temperature. Essentially your mold is machined to be slightly bigger than the part you intent to make. And if you are making precision parts, you either discard a few runs at the start of the day or you run a heater on your molds. I imagine all the same things apply to glass as well, but hotter.
Actually I misread the article the first time through. This glass injection is much colder than plastic injection molding. neat!
Using spur gears as the example is a little odd. Dimensional correctness is extremely important for gears, and any molded or printed gears that are meant for any real load or speed would need to be finish ground before use. I’m also pretty far from an expert in using ceramics for load bearing interfaces, but it seems like glass would not be great for gearing applications, where even the best-aligned systems will have some sliding action, and any backlash action could be devastating. I might be missing something, though, maybe extremely well aligned and finished glass spur gears wouldn’t require lubrication for moderate loads or something.
Cool tech. I wish the lead image was of something where incetion molded glass could have a more obvious impact, like cheap but complex lenses or something. I can imagine a stackup of injection-molded lenses where all they need is a thin (very cheap) gasket between their integrally molded spacers. That could drastically drop the price floor on low-distortion machine vision lenses.
I think the spur gear is just a challenging shape with traditional glass making. And easy to generate with arbitrary parameters in any CAD software. But I agree the actual gear itself is probably not useful. Might work to do an all glass clock, where gear precision is more important than strength.
Surprisingly, ceramic bearings are considered high performance–ceramic balls in a steel cage. I think their main advantage is thermal stability–unlike steel, ceramics maintain hardness at high temp. So maybe these gears would be better at high temps
“any molded or printed gears that are meant for any real load or speed would need to be finish ground before use”
Depending on the required performance level, maybe not. A very large number of products have gears that are right from the mold plastic and powdered metal with little or no post-processing. These are mature technologies, and are used for both high speed and high load/shock applications.
I would guess that glass fears are, as a couple others said, either just because they are considered difficult or would be used in lower load, lower speed applications.
Glass gears might be useful in chemical processing tanks. (obsolete tech nowadays, but automatic film developing equipment would be an appliction)
Researchers working in UHV ( ultra high vacuum) with high temperatures should be quite happy at having the ability to have fine or intricate parts made of fused silica.
Ceramics bearings are already an important tool in UHV.
I think you are on the wrong end of the thought process – its a valid point though.
But as this method involves burning out binding agents to get to the final part – and that process usually involves significant shrinkage – you’re burning off usually more than 30% of the mass so it shouldn’t be a surprise.
I think if the mix is consistently produced then you should have consistent results. those results should be parameterizable in your modeling. shrink for example defines the tightest radius you can get from a mold.
So its basically 3D printed glass with plastic binders which I have no idea why no one had tried it before they did. Maybe everyone was too concerned with 3D printed metal to think hey we can glue these glass balls with plastic epoxy and then melt them together. Congrats on beating the rest of the world to the punch.
I’d assume that multiple people have been working on this. Unfortunately the paper is paywalled and so I can’t see the bibliography, but I’d bet there are a number of papers on adjacent/supporting research.
> Unfortunately the paper is paywalled
Said no hacker worthy of the term ever.
Nah, they just mean they don’t care enough to google for the non-paywalled paper. Not worth the effort is different from not possible.
If epoxy was used, it would be difficult to remove. There specific materials, coating thickness, and the processing method for getting the polymers out of the injection molded item are impressive. The fact that they can produce amorphous fuses quartz is quite impressive. As high temperature, transparent, chemically inert, and very strong material, the polymer injection molding approach allows nearly arbitrary sharing possibilities. These guys will own a small but highly profitable field.
They did do extrusion 3D printing in 2017, as the article mentions. See the paper here, in Nature (paywalled): https://www.nature.com/articles/nature22061
If you have a researchgate account, you can get the author’s copy here: https://www.researchgate.net/publication/316252202_Three-dimensional_printing_of_transparent_fused_silica_glass
The paper in this article specifically is about injection molding, which is so relevant that it got published in one of the top three scientific journals (Science). Paywalled article here: https://science.sciencemag.org/content/372/6538/182
Maybe more interesting and not mentioned in the article, this year they also updated their 3D printing tech from extrusion to Direct Laser Writing, essentially SLA resin printing with a high-end microscope for insane precision. They claim a surface roughness of 6nm, which sounds like it might be good enough to directly 3D print optics.
That paper is in an open-access journal, check it out here: https://onlinelibrary.wiley.com/doi/10.1002/adma.202006341
(That makes me wonder whether I could mod my entry-level Anycubic Photon to 3D print a fused silica mix… Time to buy research chemicals and a firing kiln, I guess).
Doesn’t look like you get tempered glass either
I don’t see any reason it couldn’t be chemically strengthened.
You might if you temper it afterwards.
Mom often told me to watch my temper.
So, can other chess pieces be formed with this process?
B^)
Sintered glass. Very cool
My thoughts as well. Sounds very similar to how sintered metal parts are made. A very common method these days.
In 1979 I tried making some parts using the ingredients for porcelain mixed with silicon RTV and fired. It sort of worked but some ceramics grad students saw it and were able to add features to their work that were impossible without it. They were fired to Cone 10 (2300 def F or 1200 C).
I definitely could not see through it.
solgel (gelled silica) was used to make lenses years ago with a similar process. The gell was accurately molded and the thermal processes caused a predictable amount of shrinkage. This was abandoned after it became clear that it was cheaper and better to mold lenses directly than go through the solgel process. The shapes that can be molded in glass are limited, but lenses work quite well. Mass production of other shapes in glass is done with specialized machinery. So for the purpose of modest precision fabrication in small quantities this will be useful.
“…there’s one catch: washing away the PEG has to be done over a number of days to keep the glass from cracking.”
The usual approach to this is supercritical fluids (that’s how aerogels are born, AFAIK).
But those folks will know that well…
If they burn out the PVB at 600C why can’t they just burn out the PEG at the same time?
The second coating is probably far thinner, allowing the glass particles to bond together. Getting most of the mass out in the first step is probably highly important to making this work, instead of shattering the pieces.
So chemists could 3D print all of their glassware including the most complex distillation structures or even combinations of what are normally multiple items that would otherwise have issues with sealing them? Does this make glass blowing almost redundant for all but the finishing steps, or are those items incompatible with that process?
The method this uses I’d think would not make good labware anyway. But even if it did I can’t see it make glass blowing redundant – having watched an expert create custom gear with massive amounts of speed and precision this just doesn’t compete.
It might supplement it very nicely – creating in glass for chemical resistance reasons that which would be very hard to create by other methods – like those spur gears, but it is not yet at least anywhere near as capable for general labware, or as fast (both mostly because labware tends to be rather large for this method), and I suspect the quality is probably inferior…
I read your opinion but it wasn’t clear how your formed it.
Simply two factors – real lab glass blowers can create quality labware really really astonishingly fast and these sort of burn out the filler 3d print approaches are generally not as good quality or fast – the method of construction means the final part is likely to be warped, porous, full of internal stresses and also takes ages with so many stages in the process and larger parts taking much much longer to create relative to a lab glass magician, where the size of the final part almost doesn’t matter at all to time taken…
Cooling molded silica based glass properly is very difficult. If the surface of the molded object cools faster than the interior, which is the case normally, you end up with a glass that has very large compressive internal residual stress. The stress makes the glass hard, but it also makes the glass prone to cascading explosive disintegration if the internal stresses are even slightly disturbed. This is known as the Prince Rupert’s Drop effect.[1][2]5] I do not know if this new molding technique using a silica-glass/polymer hybrid addresses this issue, it’s not mentioned in the linked article [3] and I can’t easily read the paper because it is behind the AAAS paywall (didn’t check Sci-Hub).[4]
* References:
1. Watch This Indestructible Glass Drop Literally Break a Bullet
https://www.popularmechanics.com/science/a32251797/prince-ruperts-drop-video/
2. https://en.wikipedia.org/wiki/Prince_Rupert's_drop
https://en.wikipedia.org/wiki/Prince_Rupert's_drop
3. Glass molded like plastic could usher in new era of complex glass shapes
https://www.sciencemag.org/news/2021/04/glass-molded-plastic-could-usher-new-era-complex-shapes
4. High-throughput injection molding of transparent fused silica glass
https://science.sciencemag.org/content/372/6538/182/tab-pdf
5. Bullet vs Prince Rupert’s Drop at 150,000 fps – Smarter Every Day 165
https://www.youtube.com/watch?v=24q80ReMyq0
https://www.youtube.com/watch?v=24q80ReMyq0
We’re doing something similar with glass, metal and ceramics. I’ve shared a video where we injection mold bronze. But, we’ll have a borosilicate version on the site soon. The glass parts won’t be optically clear due to porosity, but I think this can also be solved.
https://youtu.be/xOp6HH9bf0E
-Brad
I could see this used to mass produce ceramic fan blades and make drum jet technology more feasable.