We all know that using 3D printing filament with exotic filament that has metal or carbon fibers in it will tend to wear standard nozzles. That’s why many people who work with filaments like that use something other than conventional brass nozzles like hardened steel. There are even nozzles that have a ruby or diamond surfaces to prevent wear. However, [Slant 3D] asserts something we didn’t know: white filament may be wearing your nozzle, too. You can see his argument in the video below.
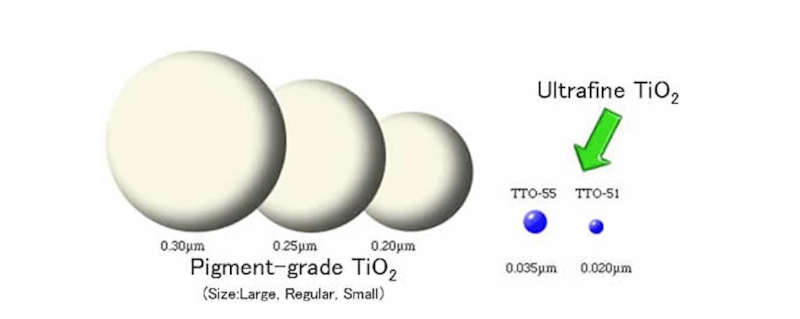
The reason? According to Slant 3D, the problem is the colorant added to make it white: titanium dioxide. Unlike some colorants, the titanium dioxide colorant has a large grain size. The video claims that the hard titanium material has a particle size of about 200 nm, which is much larger than, say, carbon black, which is about 20 times smaller.
Honestly, we love printing with matte white PLA, and we haven’t noticed a problem. On the other hand, we usually don’t use brass nozzles, either, so maybe that’s part of the reason we are satisfied with it. We wonder what other abrasive and large colorants might be lurking in otherwise normal-looking filament.
If you want to really try something exotic, we have some suggestions. There are plenty of engineering polymers available you can print with, for a price.














If there were some iron oxides in reds, that would be something I would suspect. It’s harder than brass anyway.
Why not just use a 0.6mm nozzle for white and abrasives and the 0.4mm nozzle for others. I’ve printed 1000’s of meters of filament in my life. All types and colours and nozzle wesr never been a real issue. Swopping a nozzle from time to time. Also run most FDM printer makes and models, various hotrends and extruders direct and Bowden feed. Kind of a non topic. Simple cheap brass nozzle replacement never a major considerstiom from a cost rario perspective i.e print hours and filament length v new nozzle cost. But intersting to know. Thanks for the article.
Maybe you could add a replaceable protective sheath, inside the nozzle?
Call it a Steel Condom if you like.
I suspect that this would negatively impact the nozzle’s ability to transfer heat effectively.
Also, contrary to what one might assume, nozzle wear happens mostly from the tip up where it rubs against the cooling/printed filament, not from the inside out as the melted filament moves through the nozzle.
Naturally a miniscule amount of wear is occurring there as well, just as it does throughout your extrusion system, but the majority of the wear that we can “nozzle wear” is happening at the tip of the nozzle.
The reason it results in the hole at the tip widening is because of the cone-shaped internal structure of the nozzle, not because the filament is wearing through from the inside.
So an actually effective “nozzle condom” would be like those diamond/ruby-tipped nozzles which have a (typically brass) nozzle body with only the tip made out of an ultra-hard material.
This works because the mostly-brass body still conducts heat effectively and the hardened tip prevents wear.
Pretty sure he was just trying to make a condom joke. No reason why a steel condom in a brass nozzle would be better than a steel nozzle. Except to make a condom joke.
that would be a 0.4mm, thin steel tube… don’t see how to feasibly do it
That sounds very much like it would have been a problem in the ’90s… 1890s, that is: Syringes these days are available in smaller diameters, and not necessarily expensive products.
Probably not technically impossible.
But to make it easier and/or cheaper than just replacing the whole nozzle?
I’m not seeing it.
Hard chrome plating could be possible, but internal geometries are challenging. One could envision drilling the hole oversized, fixing a nylon fiber with the final diameter at the nozzle axis and plate 100 – 200 µm of Cr onto all surfaces.
Cr surfaces are a lot harder than brass, but I bet it’ll flake off in short order due to the drastic mismatch of thermal expansion coefficients.
I have yet to see replacing a brass nozzle as expensive. These things are cheap even for high quality ones. An assortment of decent usable quality 0.4mm MK10 nozzles can be had for under $20USD.
for what benefit? how would that be cheaper or easier than replacing a brass nozzle? or cheaper/easier than a hardened or SS nozzle?
Sheath…
Nozzles cost so little , it’s not worth the hassle seriously imho, you pay more the electricity to print 1kg of filament than 2 or more nozzles
Micro Swiss already came up with that, the plated brass nozzle with the xt coating. After cooling the filament picks right off with a fingernail, or when hot a brass wire brush doesn’t scratch either.
There are nickel coated copper nozzles and other techniques (Olsen Ruby). So yes.
Given particle sizes and abrasivness/things getting ground off, I wonder how much fine dust can become a problem, and if there are procedures necessary to follow to avoid inhaling particles.
I mean it’s not asbestos, but on the other hand, I doubt many analyzed what exact structures all those compound form after being treated with heat and deforming by extrusion.
My research team just published some work on this topic- check it out if you’re interested (https://onlinelibrary.wiley.com/doi/10.1111/ina.13130). And there are several other groups who are leading the way in exploring other aspects of 3D printer emissions (Army, NIST, EPA, UL, GT, VCU, and internationally)- it’s relatively new, but there’s a rabbit hole out there to chase down with a growing mass of data becoming available as research continues across all groups involved.
The tl;dr version regarding fine particle emissions is yes, ventilation/filtration is essential during any 3D printing, especially when particle additives are involved (including TiO2, which we studied in the linked paper). We didn’t see evidence of denser particles (metals or ceramics) in the captured airborne emissions during printing (this is only one study and others may contradict this finding using different methods), but any particle additive seems to increase overall emissions and we did see less dense compounds like carbon nanotubes escape, which is concerning because early toxicological assessments seem to indicate that CNT’s could have asbestos-like effects in the lungs (though now I’m speaking outside of my field).
Bottom line, if you can get ventilation or filtration going while you print, that’s strongly encouraged- studies are going on right now to determine which solutions work best, but most seem to help at least to a moderate degree. Remember that you don’t really ‘smell’ particles- VOC’s are largely responsible for scents, and those don’t always go hand in hand. So just because it doesn’t stink or smoke doesn’t mean you’re not breathing in loads of fine and ultrafine particulates.
Clinical effects actually are my field. You’re correct that evidence thus far shows the CNTs to be carcinogenic but more bronchioalveolar carcinoma and adenomas than mesothelioma per se. Either way, still lung cancer.
Good point. I utilize an enclosure to protect myself and home from UFP (Ultra Fine Particles). My wife appreciates this extra effort when I have a device inside the home environment.
If you’re sanding, you should be thinking about air quality regardless of the materials involved.
Maybe nozzles should be a consumable, and be customer replaceable…oh wait!
Sounds like clickbait. Yes, my nozzle is subject to wear. No need to watch a video (unless I want to find out who today’s sponsor is). Replacement nozzles are cheap, and easy to fit.
I’ve always found white to be the most difficult to print, I wonder if this is why.
Titanium dioxide is a photoactive material used to oxidise organic materials, so it may well be degrading the polymer.
Interesting, I’ve found white to be the easiest and cleanest of prints, I just have to use higher temp than normal. (This is with PLA ‘professional’ white)
This is also why you can’t anodize aluminum with white, the pigment is too big.
I’ve noticed that white PLA tends to get brittle faster than many other colors. Could be my imagination.
I’ve noticed that I can’t make out any similarities or unreproducible differences between materials.
I mostly print PLA (nowadays PLA+) and spools differ by seller, color and date of buy. Change one of those parameters and material prints different.
But this might be totally subjective, I assume most (hobbyist) printing environment are non-repeatable manufacturing processes.
200 microns for pw6 is insanely huge, it’s typically around 5-30 microns, I wonder if the person is measuring an aggregate or agglomerate of it, because I don’t think I’ve ever encountered a 200 micron pigment in the 50 tons I processed this year.
That’s insanely low grade pigment if that’s the case. Lowest tier I’ve seen was 80 microns. I need a sample of this 200 micron pigment.
Little bit off-topic but I used to use white polymer glue to fix metal sheath to a wooden frame. It had to be white glue because it might leak out somewhere and when cutting the excess off, it should be hardly visible on the white metal surface.
Anyway, first did some testing with the black version of exactly the same glue because that was what I had laying around. It worked very well. There was a reasonable amount of tension in the metal as it was bended over the frame but it stuck very well.
After changing over to the white glue, things started to get bad: the glue didn’t stick as well as the black version. After getting the manufacturer coming to our facility it turned out there was indeed a difference in the two glues: the white pigment. For a glue to become clear white, you need a lot of pigment. For black glue you need a whole lot less. And from that I learned a life lesson:
If it gives nasty stains on your hands that come off difficult, you have the best stuff. Goes for glue, lubricant and other messy stuff.
Also for white filament goes that there is a lot of pigment which makes the filament less strong. I also recognized this when printing with white versus black filament. Not too hard to imagine but now you know it.
Based on the colour of “natural” PLA I had assumed it would require more pigment to darken, but after reading the comments here it’s got me thinking. Many of my functional prints have been white + brittle or weak, and I definitely have experienced the loaded filament snapping behind the extruder motor with minimal effort.
I general natural color plastics are strongest.
But carbon black is required in small quantities and is a great UV protectant.
Black plastic is usually the strongest when the thing is exposed to sunlight for even a little while.
It’s called abrasive flow machining:
https://youtu.be/XCFKV_qRr54
That’s cool. Thanks for sharing.
Pure clickbait. Not worthy of HaD!
I’d be a bit wary around the smaller particles produced via printing also https://www.ccohs.ca/headlines/text186.html
HaD does have clickbaity articles all the time, and it’s part of it. It’s not possible to put always great content all the time, clickbait here and there is useful so the good articles look even better.
Just a crazy idea: Replace the nozzle when it gets worn out.
Utter madness
Pigments are particles fully embedded in pliable plastic matrix, right?
[Dyes are chemicals ‘dissolved’ into the plastic matrix, to make a distinction.]
Only particles that directly contact brass, and exert enough pressure while in motion, cause any damage.
Print a little slower, a little hotter, maybe larger nozzle diameter; all these things reduce yer nozzle pressure, which may serve to reduce wear.
Says so, right here on the label.
BTW, aerosols of raw TiO unlikely…remember that pliable plastic matrix that fully encapsulates and permeates every grain of pigment?
Well, the TiO is ‘locked down’ inside them thar plastic ultra-micro-whatnots floating through the air.
Unless there are biological systems what do chemical break-downs of printing materials, that TiO is safely sequestered.
You’re right. The airborne particle thing is a non issue. These pigments are harmless unless they sense they are in California or the EU at which point they activate and turn lethal.
I’ve printed LOTS of white parts through brass nozzles, and have never worn one out. I think this might only be an issue for commercial printers that run dedicated parts 24/7 at a higher speed, but then they would also be highly likely to run wear resistant nozzles anyway.
The comments make the clickbait worthwhile!
What a timely post – I have been trying to print some things in white all week and am having nothing but problems! After one successful 13 hour print job in white, I can’t get anything else to print. Filament flows for about a minute, then refuses to extrude. I assumed it was my printer or operator error, but I guess I will just try another color.
I will never print with white PLA again. Never had trouble with any color but. It clung to the nozzle instead of the bed for example.
Even hardened steel nozzles wear quickly when I print 3dxtech glass fiber abs. Ruby is the only answer.
I have a ruby but don’t like the shape/design, currently prefer the micro Swiss plated brass nozzles, I print alot of CF filament through them
Glow-in-the-dark filaments are also known to be pretty abrasive, because the two common GITD pigments are both fairly coarse and fairly hard.
Especially the longer-lasting and brighter-glowing versions that use strontium aluminate, which is very hard at 7-8 on the Mohs scale, means it will even abrade hardened steel to some degree.