[Chris Cecil] had a problem. He had a Manncorp/Autotronik MC384V2 pick and place, and needed more feeders. The company was reluctant to support an older machine and wanted over $32,000 to supply [Chris] with more feeders. He contemplated the expenditure… but then came across another project which gave him pause. Could he make Siemens feeders work with his machine?
It’s one of those “standing on the shoulders of giants” stories, with [Chris] building on the work from [Bilsef] and the OpenPNP project. He came across SchultzController, which could be used to work with Siemens Siplace feeders for pick-and-place machines. They were never supposed to work with his Manncorp machine, but it seemed possible to knit them together in some kind of unholy production-focused marriage. [Chris] explains how he hooked up the Manncorp hardware to a Smoothieboard and then Bilsef’s controller boards to get everything working, along with all the nitty gritty details on the software hacks required to get everything playing nice.
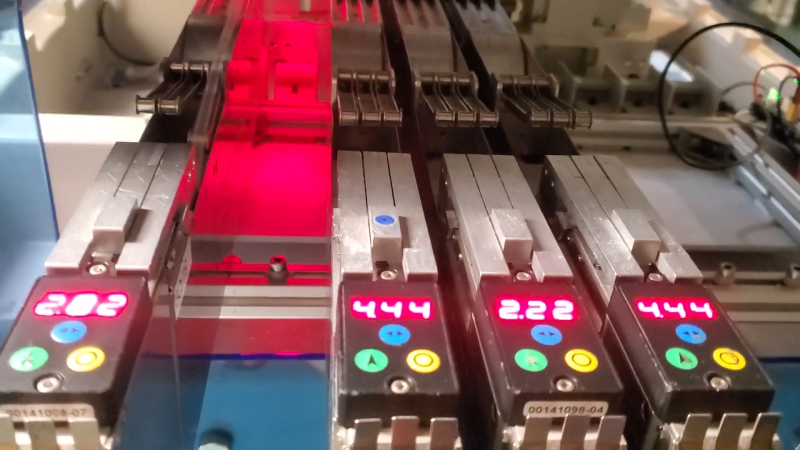
For an investment of just $2,500, [Chris] has been able to massively expand the number of feeders on his machine. Now, he’s got his pick and place building more Smoothieboards faster than ever, with less manual work on his part.
We feature a lot of one-off projects and home production methods, but it’s nice to also get a look at methods of more serious production in bigger numbers, too. It’s a topic we follow with interest. Video after the break.
[Editor’s note: Siemens is the parent company of Supplyframe, which is Hackaday’s parent company. This has nothing to do with this story.]














I’ve seen this all too often in the industrial automation space. When doing consulting with some friends/coworkers we had a customer who had a giant (and expensive) machine on their factory floor that would measure, straighten, cut, strip, test, and print labels on the insulation of wire fed in from spools.
The machine was in perfect working order and did everything they needed, they had stockpiled years of parts for it (and even machined some of their own when needed) but the vendor wanted to strong arm them into replacing it with a far more expensive model that had features they didn’t need and was missing a critical feature they did need and thus refused to license them (for any price) a newer version of its control software which ran on a single, increasingly decrepit DOS box but once old-school parallel ports for the software dongle (the machine itself was controlled over and obfuscated RS-232 with nonstandard bitrate, odd use of modem control signals, and unusual encoding) they felt stuck
They ended up hiring us to reverse engineer the communication protocol, write a Linux program to drive it with an easy integration point with their existing design control system (the stuff they made was all milspec so they couldn’t easily change their protocol for tracking and verifying designs without a lot ot pain). We did it for them, and to this day I have a couple meters of test wires labeled with obscene limericks in my parts bin, but as much as anything I was offended at the original manufacturer for trying to squeeze them like that. Bravo for hacking around cynical vendor lock in!
Sounds like planned obsolesce got thwarted by smart hackers.
” Bravo for hacking around cynical vendor lock in! ”
Thank you. It is a big problem to overcome. There is a lot of industry which could be setup on small scale like I am…but it takes someone who can not only use the machine but also service, setup and at times modify.
I typically assume with anything closed source I am totally on my own…as I was with this. Lucky for me I had some service manuals with the machine to help with schematics.
Technically..it is an old machine but it was stored for the majority of that time. I wonder how many other machines like this one are sitting idle waiting to become scrap for the same reason.
Putting information online of the reverse-engineered protocol and software to interface with it can help others who have a similar problem. It’s also why I like Open Source stuff. Documentation may be incomplete, but even having source code available without further documentation is a great help for creating a new interface, or extending functionality. And it’s a good safeguard against vendor lock in, etc.
What was the labor cost of creating the new hybrid machine?
Why? The freedom it offers is priceless.
If he’s working for himself, he can do as he likes. If he’s an employee, he might be wasting his employer’s money.
I understand the temptation to roll your own. I’ve done it myself several times, and it usually was the wrong choice.
That’s up to his employer to decide.
Although, if you read the linked article you’d see it’s… “he’s working for himself, he can do as he likes.” Hooray!
Otherwise you’d have to report it I suppose.
Labor cost…hard to calculate. If I would have financed the feeders outright…probably could have saved myself some time.
But I was doing a lot at the same time including moving locations so…the downtime wasn’t a big deal.
Plus, I can do this 2 more times on the machine if I want. It can have up to 128 feeders total.
The amount of knowledge and confidence I gained with the overall use/design of the machine can’t really be measured though.
Hopefully…some other people with the same issue will learn from what I did.
People seem to like black and white answers. In a mass production environment where it’s more important that things are the same, it’s worth spending exuberant fees to keep service contracts and parts availability to avoid more then minutes of down time. If your a small team with one machine that isn’t running 24/7 these kind of mods can be very cheep in time and money. 30k is months of labor for even highly paid engineers. being able to add when needed might well exceed your yearly rate if the add one modules are readily available.
I didn’t see a lead time for the manufacture’s service, but I’ve had some vendors give 12 months lead time for services they didn’t want to do, on top of the go f thyself rate.
Exactly…very hard to calculate. There was a lot of other things involved that a normal company would have no problem writing off as “training”. Anyone who has ever gone through the ESD or IPC classes when in industry can attest to that. There is a lot spent on teaching people to do the job faster/better.
This mod saved me 30min/board of hand placing 0402 under a microscope. Pretty easy to make up a “$/board” number…but it is harder to create a number for how absolutely soul killing it is to do that work by hand when you know a machine is sitting next to you that can do it in 5min.
Even at $32k…it likely would have been worth the money…but I would have learned a lot less (plus, had less to share with the community).
Labor cost should be compared to cost of buying a machine that does what he wanted AND disposing of the old unsupported machine. You could also consider (since he documented what he did) the labor cost to be a donation to the community of owners of his machine.
This article is a great example of why the right to repair is important. A perfectly useful machine with many hours left in its lifetime was saved from the scrapper by working around the manufacturer’s lack of support (or assistance). This is the way hacking is supposed to work!
Reminds me that I still have tons of electric magnets from Siemens 3×8 S feeders which I saved after converting them to shutter-less variants years ago. @Ccecil let me know if you have any use for them. As long you pay the shipping fee, I would be happy to part with them. I really have no use for them anymore :)
I am not using the shutters on mine right now either. The Manncorp sends the advance signal just after a pick…so it is kinda useless for planning the shutter timing.
In the process of going through the feeders and fixing/cleaning/lubricating them I managed to make the shutters work a lot better…but again it is a bit useless.
Couple videos I did of the teardowns. I am planning one that goes over a full cleaning/lubrication but I haven’t got to it yet. https://youtu.be/2ejQfJDqQio?si=z7DteAWf4AW_a-SF https://youtube.com/shorts/cyOQEQYz0To?si=8KFYFTAZQyngKD-O
Second video shows the advance mechanism which I think is interesting.
I may take the magnets off your hands though because I can certainly find a use for them in other projects :) They are kinda neat.
Knew a guy who worked at a paper mill and lost his job there only to be
hired back on as a consultant when they realised that he was the one who wrote the program than maintained the tension on the paper, as it was run through the mill and wound into giant rolls, and no he wasn’t going to give it to them out of the goodness of his heart.
Was in another shop recently where a guy was showing me an edge bander for cabnitry. An exceptionaly complex machine that needed to
be set up to 1/100 mm in some sections, and all of the fun and games
machining shimms, and consulting with the engineers back in Germany, where the thing was made, but there was no attempted extortion, and the machine is making near invisible seams at some ungodly speed, so
Wait, did your friend write this program on his own time using his own computer? Or did his contract specify that he owns copyright to code he writes at work? Because if neither of those are true, he’s on very thin legal ice withholding access to a program he wrote to make the plant work. It’s well-established that works created on paid time for an employer belong to the employer. “Goodness of his heart” doesn’t come into it.
(Or was his employer dumb enough to not require him to store the source code on their file servers, laptops, etc, and he has the only copy of it in existence on his personal devices?)
Odds are they have the source.
At least had it and have it on a backup somewhere.
It will do them no good.
If they lost the source, it’s not his friends problem.
As you say, it’s the employers code.
Admitting he has a copy would be stupid.
What he has, is the knowledge of how the code works.
If they legit have lost the code, he’s hit the jackpot.
Big dollars to recreate the code.
Which he doesn’t have to refer to.
Taking a copy home would have been ‘wrong’.
Will take many, many billable hours to redo.
Hackaday is owned by Siemens? Why don’t I hear more about reviews for Siemens PLC and motion controllers from hackaday? It’d be cool to get a demo of some of the new stuff they are working on in the industrial controls space.
Doing product reviews of Siemens gear would get us into a murky zone, because they are our grandparent company. It would be very hard not to see that as an advertorial.
And just for the record, Hackaday has never run advertorial content. For a 20-year-old blog, that’s absolutely something to be proud of, and something worth maintaining. We are fiercely editorially independent, and when one of our authors writes something, you know that they meant it.
Are these Siemens feeders better than the pneumatic Yamaha/Neoden pneumatic feeders?
Good question. I have never used those other ones. The openpnp community seems to have quite a bit of knowledge when it comes to them.
In my case anything was better :) I do think they are better than the autotronik feeders in most ways. The only thing I wish they had was a speed control for the advance but that isn’t something easy to do with the method they use.