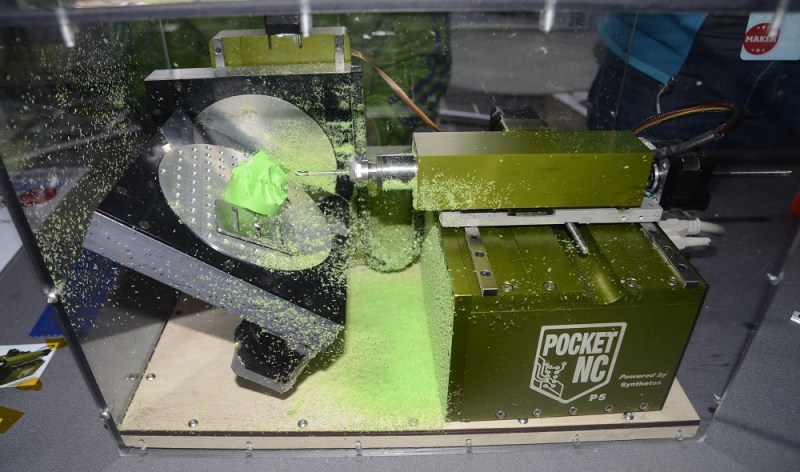
What do you get when you put together a husband/wife team of a machinist and mechanical engineer? If you’re [Matt and Michelle Hertel], you get a 5 axis CNC, which we think was one of the hidden gems at Maker Faire NY.
Hobby CNC machines have grown by leaps and bounds over the last few years. Nearly all these machines have been 3 axis (X,Y,Z). 5 (and more) axis machines have been around for years in the industrial world. These higher level machines never have made the jump to the hobby/home shop world.
The P5’s two extra axis allow for extremely complex parts to be created in one setup. A good example of this would be a turbine wheel. Compound curves on (and behind) each blade would make this an impossible job for a 3 axis CNC. The P5 was machining these parts all weekend at Maker Faire NY. Even more impressive is the fact that it was cutting Delrin, not wax.
The P5 uses a modified Synthetos TinyG board for stepper control. Every sliding axis is on a ball slide.
[Matt and Michelle] paid special attention to the spindle. Rather than attempt to reinvent the wheel and create a low runout spindle themselves, they went with a commercial unit. Considering the dynamic loads on a spindle when machining aluminum, we think this was a good idea.















Can this machine 7075 aluminum? That would make it a compact machine for milling compressor wheels for model jet engines.
could you mill it in wax and then use lost-wax casting to make the aluminum part?
That would defeat the purpose of milling it out of aluminum.
if it’s not strong enough to mill aluminum then this would be a viable alternative to get the same part.
casting a part out of aluminium is not the same thing as milling it out of aluminum. the casting process brings in other elements into the metal that normally are not there. Nitrogen and Oxygen from the atmosphere can hinder the structural integrity of the part if it were cast, where as a milled part is 100% solid aluminum(dependent on the type you choose).
I used to work in an aluminum factory. Really awesome experience. Was awesome when I found some magnesium ingots once with the NASA emblem stamped on every one of them, probably could have walked away with $500k worth of the stuff before they shut the plant down. Then again, that’s another story.
well, i just learned something new today then, thanks wolfy02.
Except magnesium spot is about the same as aluminum. Under $1 / lb.
Indeed Hack Man. Makes me believe his other words are of equally little value.
I will tell my little tale now:
For some years I drove past a tiny little place on my way to work. I never really thought about it until they were moving passenger aircraft jet engines out of this building smaller than my house. Turns out they made and installed the blades. They used investment casting. Given that, I’d imagine lost wax method for model plane engines would work just fine.
@mmhmm
You can choose to believe me or not, but facts are facts. Casting a part and milling a part will create two totally different internal structures, and thus a stark contrast in quality. While casting a part, you can run into porosity issues if it cools too fast or doesn’t have enough run-off vents. While a milled part will waste less material and is ultra rare to have porosity issues.
Mechanical engineer here. With proper design of your pour, (and maybe some heat treating) you can get similar properties with investment casting – the important part is knowing what properties you actually need to have. (On a model scale, I’ll hazard a guess that the material requirements are not as ridiculous as a full size turbofan.) Compressor wheels are often investment cast in the real world, with some finish machining for balancing and surface finish. All things being equal, if a part can be cast, a fully machined part uses significantly more material, and thus is significantly more expensive.
lick mah balls Mr. Garrison.
http://www.precisionairmotive.com/faq-castmach.htm
I view anyone touting billet parts with deep suspicion myself. They’re never telling the whole story. Porosity in casting can be overcome by using proper casting techniques. There is a method specific to aluminum called de-gassing in fact. Proper mold design reduces atmospheric air pockets in cast objects too. Vents, feeders, and risers have to be carefully designed to eliminate mold imperfections. For the record even billet stock is manufactured out of molten metal. Hopefully the folks making billet stock know what they’re doing though, so it is not really a factor. When superiority of one process over another is being judged all factors have to be taken into consideration. Things such as what alloy is being used, or grain flow as it relates to the finished part. The reality is often billet machined parts are produced because they are the cheapest overhead process available. “With technology as it is today, it costs the same to machine servos out of solid aluminum billet as it does to cast”, is telling there. Fact is they have to machine their castings anyways, so they decided to just cut out the process to save themselves a little money. Their entire explanation is an attempt to justify that decision in fact. One attribute often lost in machined billet parts is the skin effect. Other metal processes develop a hard outer skin on the resulting product. Machining cuts that skin away.
Compressors can be made from other materials too. In one of the pioneering books on homebuilt model jet engines – can’t recall if it was Schreckling or Kamps – the plans show how to fabricate the compressor from thin plywood, which is then wound with carbon fiber to stop it flying apart at 100k rpm.
wooow! what a crystal cutter/polisher!
Any videos of this working?
Is this going to be commercially available? Or just a prototype for now?
Matt and Michelle said they definitely are bringing it to market.
Nice machine, if it could do aluminium it would be awesome.
Also, worse possible font used in their site, what a POS..
That’s not true. They could have used Comic Sans.
If you click the link, be prepared for your eyes to bleed from the font used on their website.
why do people with a realy great product such a taste in font?
The higgs boson powerpoint comes to mind.
The goggles! They do nothing!
holly s**t! how ho is going to pay for my eyes bleed?
This is a thing of beauty.
What kind of torque does it have?
Do they plan to offer an affordable 5 axis continous CAM solution to go with it?
If they can bring it to market at that price point they will sell many of them to jewelers for cutting waxes.
That is always the drawback to 5 axis, the programming side. The addition of 4/5 axis programming to CAM software is expensive. Then you have to invest time in learning how to use it properly.
I was just thinking the same thing. If I added even a 4th axis to my CNC I wouldn’t know where to start on the software side.
I would start here: http://www.cnc-toolkit.com/
CNC-toolkit is open source and deals with 4 or more axis.
They’ve been around awhile so the application is stable.
At the bottom of the page is an animated gif showing a 5 axis cnc machine. You can purchase plans to build one.
The last I checked LinuxCNC was free.
Yes it is. But LinuxCNC is only a machine controller, not a complete CAM solution. It interprets G-code, plans the axis movements and executes them.
But where does the 5-axis G code come from? I don’t know any free software that can produce 5-axis G code from a 3D model.
There are some G Code generators that come with LinuxCNC. But they’re not 5 axis AFAIK. I guess you can say the first 3 axises come free? The last two will cost you though, heavily.
Just the table section would be very useful for easily adding 5 axis machining to any number of small to mid size CNC mills. Heck, it’d even be useful on larger mills for doing finicky small work that’s hard to fixture on a bigger table.
What they dont mention is how much 5 axis CAM costs…
This mill looks flimsy. I highly doubt it can do a satisfactory job in metal, especially given that its maximum RPM is only 6K.
.125″ 4-tooth end mill running 2thou tooth load at 165SFM only would need 5krpm and 40ipm feed.
Wow, you’re jumping right into steel!
I think [Ryan Turner] (to do it the HAD way) is referring more to the stiffness. The spindle’s X and Z looks good, but the rest of the connection is more tenuous. The workpiece is on rotating plate on a single-ended trunnion all mounted on the Y-axis which itself might be cantilevered from the spindle’s X-Z box. And it’s all aluminum.
Now, it’s super cool, but I think the further in -Z, +X, +Y, and the further from A0. you get, the more problems you might run into.
I guess the benefit of a real Mechanical Engineer designing the thing is whatever they say it can do will be highly technically correct. I have not seen its specifications listed yet however.
You flatter us. Thank you.
Being a mechanical engineer does not mean you know how to design a machine tool.
I agree, I can’t tell how the trunions are mated to the head section of the machine. Looks like just through the board it is mounted on. The design seems off. Not sure why they didn’t just copy existing 5 axis HMC designs except smaller.
It is cute, though!
The popular design I’ve seen would still be twice the machine this is. Twice the machine often implies many times the cost so economy likely stayed their hands.
Are you really going to try to get .002 cpt out of a 1/8 end mill? (said the cnc machinist)
I’ve got a small 3-axis mill (Proxxon MF70) that doesn’t look any sturdier than this and can happily mill aluminium – if you’re not in a hurry.
Your 3 axis mill also does not have a pair of cantilevered trunnion tables, and by the look of things their rotary axes are belt driven as well…
it’s all about speeds and feeds and chip load. The catch with aluminum is that you must cut it FAST. Too slow and it’ll gum up and ruin your expensive bits, too fast and the same shit happens. High chip load is REQUIRED with aluminum because the large chips allow the heat to be properly wicked away from the aluminum being milled.
When machined at the proper speeds and feeds the aluminum and the bit should remain at ROOM TEMPERATURE. When your cut is done, stop the spindle and feel the bit, it should be cool and so should your workpiece.
CAM software, ah the headache. I use linux so adding lots of axes are fine, but the cam side of things is tough. There is also solidCAM from solidworks, it can be easily pirated and supposedly can do up to 5 axes. Finding a tutorial would be nice.
With aluminum the critical factors include bit geometry and finish to reduce galling. Flood cooling never hurt anyone either.
I like it but what advantage does it have over a 3D printer?
Precision, (production) material quality? 3D printers are still mostly toys producing parts with lousy precision in materials worse to much worse than traditional production processes does. E.g. delamination isn’t a problem in traditional cast plastic, for many 3D printed parts it can be a problem.
why not use both? much like you might do for casted parts (like engine blocks usually). “Cast” the part and then mill to final dimensions for the critical areas. I see 3D printers as low temp, moldless casting machines.
If you used both you’d be in a worst of both worlds scenario. You’d be using the output of a 3D printer, which is not as solid, or cohesive as billet, or cast stock, and you would have the added challenge of homing, and fixing the printed part too. Aligning, and holding (fixing) some cockeyed 3D print would be much more difficult than homing, and clamping a cube of plastic would be. By the time you’re done with all of that you might as well have just skipped the whole 3D printing process entirely for the time, and effort you’ve spent. All of that on top of the time, and effort expended printing the part to begin with.
Congratulations, you’ve just removed the rapid from rapid prototyping.
Sure if I wanted a part out of Al, but for a complex plastic parts I still think I could hand finish them to fairly high quality with a drill press, a file, and flat surface.
Yes it removes the “rapid”, but I don’t have a way to cut complex shapes with high precision in plastic. a 3D printer is cheaper than a 3 axis mill, especially as the only way i could justify one of those would be if i could cut steel on it, thick hard steel.
Get a mill. You may find that you use it differently than you imagine you would. I use mine for drilling a lot, squaring and dimensioning stock, and occasionally doing pockets. That CNC milling out complex shapes stuff really doesn’t come up a whole lot in practice.
Want!!!!
I wonder how they modified the TinyG board. TinyG can handle up to 3 cathesian and up to 3 rotational axis but has only 4 stepper controllers. They must have added a fifth stepper controller on some kind of daughterboard.
tiberius,
Hi I am a one of the 3 guys that make TinyG. We have been working with Pocket NC for awhile now. What we did was slave 2 TinyG boards via RS-485.
Also to note. TinyG supports 6 axis not 3. However, we discovered some timing issues that popped up :) That being said we have some new stuff in the works that will make applications like this a breeze.
https://github.com/Kinen/Kinen
Enter Kinen. Its in the works. You can see our “4×2.5” on that page. 4 axis 2 smart kinen slots and 1 “dumb” kinen slot. This is all in flux and we are working on getting it up asap. However feel free to read up and comment as you like!
ril3y
http://www.youtube.com/watch?v=KDPA06D1r_8
This is where this stuff is headed….
That is easily my favorite CNC video ever
just search 5-axis cnc on youtube and theres a pleathoria of stuff to find.
http://www.youtube.com/watch?feature=player_detailpage&v=QsmiIeAkE-o#t=491
You could be the President of the Tinfoil Hat Club with that!
@Matt you really need to watch more CNC videos.
This must be damn hard to control. I mean, because you have a lot of degrees of freedom, you will have to find the optimal solution from all the possible ways you can extrude the object. The 3D model to machine code translator must be pretty good!
Thats why 5 axis software costs $10k+. We use Siemens NX at work. Pretty fancy stuff.
Yup it is. However, check this out. I talked to Matt (creator of kokopelli, he works at Form Labs now) kokopelli not only does cad creation in PYTHON! but it also will generate 5 axis gcode! (as well as 3 axis and a few more profiles).
https://github.com/mkeeter/kokopelli
Once we get our PocketNC we are going to start testing out 5 axis gcode with kokopelli and TinyG!.
Nice machine that pocket cnc. Only the diagram shows y,a,c instead of y,a,b like in the description text apart from that I see most work went into the machine and that’s what matters, good job! Ditto on the font -> use verdana or something modern for a modern machine ;)
>>>
5 (and more) axis machines have been around for years in the industrial world. These higher level machines never have made the jump to the hobby/home shop world.
>>>
That’s not accurate.
http://www.cnc-toolkit.com/ has been around a while and sells plans for a 5 axis cnc machine. You can see an animated gif of one at the bottom of their home page.
Thanks for all your comments and for checking us out, interesting for us to read for sure! Just posted a blog post that might answer some of the questions you have, might not.
http://www.pocketnc.com/blog/makerfairewrap-up