One of our readers just sent us a tip about this interesting kickstarter project. [Turner Hunt] is bringing carbon fiber manufacture into the hands of makers — at considerable cost savings!
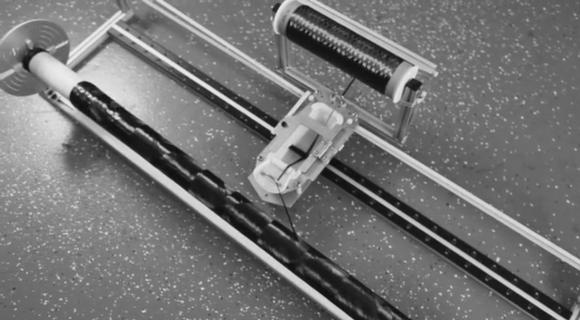
So how does it work? The machine wraps the filament around the workpiece, not unlike a CNC lathe in reverse. Actually it’s kind of a new breed of 3D printer! As the machine feeds the filament, it dips it through a bath of epoxy resin before being wrapped around the workpiece. A finishing step wraps heat shrink tape around the finished project using a heat gun, which then provides a glossy surface finish very similar to commercial carbon fiber products.
By purchasing carbon fiber filament and epoxy resin and using this machine, you can create structural carbon fiber tubes for about 80% less than they would cost commercially. The system comes with its own software that controls the machine via g-code, and you can also specify different wrapping patterns for different applications. While tube-shapes work best, you can also wrap other shapes including flat bars, wing skins, turbine blades and more — anything that is wrappable and under 6″ in total diameter. Is anyone else thinking about custom wrapped quadcopter frames?
[Thanks Alannah!]














I’m thinking about a really sweet cross frame with big tire clearances and fender mounts
Ha! Your comment wins for being the very first thing that came to my mind. Glad to see another cyclocross nerd here. Now go get that hole shot!
– Robot (geekhouse racing)
Homebrewing a carbon cyclocross frame is a lot of trouble for something you can’t race on (UCI doesn’t approve frame easily). Very few of us are capable of testing a carbon frame, so it is also dangerous. Unless you are already a seasoned carbon frame builder, stick with more forgiving materials like steel.
Replace the carbon fibre with enamel wire, and you have a transformer winder. Tesla coils would be best. But $1295 is a bit steep.
This is yet another awesome manufacturing at home tool. But I am surprised that the base model costs $1295. At first glance I am not seeing that hardware or anything too complicated. What am I missing?
yes very expensive, and eggbot and a few meters of aluminium would do the same thing. I don’t understand why they put the big spool of fiber on the carriage
One reason that springs to mind is thread tension management. If you put the spool somewhere else, you then have the tension of the thread added to the movement of the slider, in a non-uniform manner. That will then affect the consistency of the winding.
There might not be enough tension in the thread to actually affect things but …
The first thing I thought of was structure rods for quadcopters and foam board r/c air craft projects heh
Same here. Fuselage for Discus Launch Glider?
Having used fiberglass and epoxy on wood a couple of times I’m mostly worried about using an excess of epoxy. It would be cool to see how the heatshrink “squeezes” out all the superfluous epoxy. But I guess large glued woodsurfaces are different from tubes.
I really would like to know more than what’s on the Kickstarter page.
Judging by the campaign page, where a potential addition would be “handheld tension meter”, I would say the excess of epoxy is controlled by the tension at which the filament is wrapped around the tube.
Another hint, is a product photo of sanded epoxy finish. So I would say the excess of the epoxy is get onto the surface of the carbon tube causing ragged/coarse finish.
What I’m wondering after seeing the video is this: Why the epoxy does not cure in the moving carriage pod? It is heat curable epoxy? I would expect that the bowl would contain solidified epoxy only at the end of the tube making.
The idea is fantastic, but leaves a ripoff feeling. I wish them success, just to discover what type of epoxy is the best used, and other caveats lying in the process.
I’m expecting some RP replica to surface over time:)
Epoxy can have a variable working time depending on the mix. You may be thinking of 5 minute epoxy, but some mixes can have a working time of an hour or more.
if it actually produces a product with real structure then those making home made carbon bicycles could have some fun with this little gadget. Instead of laying it by hand if this machine could handle the job might make for some very interesting concepts
Awesome tool but too expensive, a scanner doesnt cost that much and takes about the same hardware (minus the heat gun). At 0:40+ shows the machine doesnt wrap the first layer very well leaving filaments split, wonder if that happens with the other layers and if there’s a chance that would leave weak spots on a tube, for a bike frame or a fishing rod, other than that it’s an cool idea!
You would need to produce about 324 feet of 1″ tube before the thing pays for itself. Or in other words if you don’t ever intend on spending $1295+ on carbon fiber tubes in your lifetime, this might not be a good investment. I guess the same can be said about cnc routers, 3d printers etc. Oh well to each their own.
Check your math: It is more like 20′ of 1″ OD tubing (at a low retail price of $60/ft) to break even, or perhaps 60′ of tubing at the 20$/ft comparison price listed in the offer.
Of course, you’ll have to have an application than can use the patterns that this device can make.
[A]nything that is wrappable and under 6″ in total diameter.
Carbon fiber dildos are now possible! This seems promising.
. . . but only 6″ in diameter :(
Wow.
I don’t want to contradict an aerospace engineer, but either he doesn’t know how to work with carbon fiber, or he knows that his machine will not make tubes comparable in quality with commercial ones and is not telling it to the backers. You have to *really* squeeze out the epoxy the most you can. The epoxy is only used to bond carbon fibers together, it doesn’t have good mechanical properties. If you leave it there, you are producing weak structures. Yes, commercial winders do exist, but I think they work with a lot more tension on the filament and very little epoxy. I think a better method would be to use sheets of carbon fiber, pressing them really hard to squeeze excess epoxy. You can also make all kinds of shapes this way.
Putting enough tension on the fibre as it’s wrapped should minimise the amount of epoxy that’s between the fibres; the extra that’s squeezed out will be on the surface and won’t affect the strength of the end result.
and ….
if a scraper/squeegee of some kind is placed just behind the thread as it’s wound on, that’ll help remove the excess.
Carbon fibre tubes are already commercially produced using a very similar method. My company has bought a lot of elliptical and aerofoil shaped C/F tubes made using the filament winding/heatshrink tape method (for example, if you look at the photos in http://www.cstcomposites.com/products-and-services/tubes-rods-and-components/foil-and-elliptical-tubes/ you can see the ridges in the finished product that result from wrapping it in heat shrink tape) and we have ourselves hand made some more complicated parts by wet lay up followed with heatshrink tape.
The concern about excess epoxy is common, although Tomasito has expressed it incorrectly. The decrease in strength of the final structure (ie. force before it breaks) from including excessive epoxy is negligable (unless you’ve massively screwed up). What does decrease is the specific strength, ie. newtons per kilogram. Since you’re almost certain to be using C/F in a weight critical application, this is often important. I can’t say on average what produces better fibre to resin ratios, wet lay-up of fabric or this particular filament winding technique, but I’m pretty sure they would similar.
Turner Hunt knows exactly what he is doing and this technique will make parts comparable in quality to many commercial products. This technique is coming close to the industry standard (at the lower end of the price scale).
Good for some applications but not others – looks like it could do some pretty neat lightweight custom shaped shells, but for anything that needs serious strength or stiffness to weight, you want a goodly proportion of longitudinal fibres (think spars, racquets, golf clubs, bicycle frames…). Not saying you couldn’t make those with this device, but you have to use more material to get the same performance if you can’t do longitudinal fibre. Composites ain’t isotropic.
Another difference is that the carbon tow is layered rather than woven. This could predispose to delamination whereas the woven fibers are naturally resistant to delamination– in each layer of fabric but not between layers. Would like to see a comparison of strength to weight between DIY and commercial.
Winding with tape/ribbon instead of a single strand might help there. Changing direction will be … interesting though.
Yeah, I think the layers need to be woven to really take advantage of the material. Just wrapping isn’t enough. A real tube making device is very complex and weaves the fibers on the form via a rotating overlap spindle as the form passes through the center. Not only is this thing over-priced, it isn’t doing the job properly.
This is one of the things that can actually make a difference out there. As much as the first 3d printers did.
Cool project. I’ve been wondering about something like this.
How strong are the tubes the unit produces compared to commercial tubes? How does the strength to weight ratio compare? What is the final percentage of residual epoxy compared to commercial tubes? Fwiw, a lot of the cheap commercial CF doesn’t have material property data available.
I would guess that some of the excess epoxy is removed before the filament is wound, via some sort of wiper. However, there must be some initial excess epoxy because you cannot have air bubbles in the weave. Perhaps that can be tuned.
I would think a good production system would recycle excess epoxy back to the reservoir. Vacuum bagging typically uses an absorbing layer to draw out the excess epoxy. I imagine the shrink tape squeezes the excess epoxy out, and it ends up on top of the tape, or pushed to one end. The removed after curing, along with the excess epoxy.
What kind of mandrel do they use? Is is re-usable? How hard is it to remove from the tube?
Most unmodified metal lathes move quite a bit faster than this device (I think mine goes down to around 60 rpm). That aside, I wonder about augmenting a lathe with a bit of hardware to do this. I would think it would really only need one servo, to move the X back and forth. For simple patterns, g-code wouldn’t be necessary. Just a simple program, controlled with an arduino.
There are completely dead lathes that are no longer suitable for machining, but they would be fine for this.
A neat aspect to a project like this is the ability to do development using string and something like karo syrup.
There are many commercial winders that do it this way. They’re usually custom. I did some work on a 20 ft winder that used similar principles. Varying the winding pattern changes the properties of the tube. A 45 degree wind as shown is ideal for torsional transmission. And that was the major use of those custom monsters, carbon fiber drive shafts for rapid startup/shutdown fans and blowers.
WTF happend to my reply about using a metal lathe to do the same thing?
you cant say bad things about kickstarter projects, otherwise you’re literally hitler.
I worked as a filament winding tech and did not “squeeze out” excess epoxy. On most of the parts we made weight the finishing was done afterwards. Removing excess resin is a concern if you are building a bike or something that flies, but not for pressure vessel or some other products where weight is not critical.
“But wait – that’s not all!”
(seriously – did anyone watch the video? I cracked up at that point)
It seems the kit also includes 7,500ft of 6K carbon fiber to help offset the cost of the machine (no idea how much that costs on its own)
It’d be interesting to see the comparative strengths of a tube produced by this machine with an approximate equivalent commercial offering to get a better judgement of the difference in costs. Also, as it’s sold on being able to produce a variety of different types of tubes (including wing-like shapes) it’d be nice to see it doing one even if it doesn’t support it directly in the kickstarter.
A squeegee that squeezes the excess epoxy off of the fiber as it leaves the epoxy cup or sharp edges the that line passes over and then under to get rid of the excess might be worth trying. It would also help embed the epoxy into the fiber which would mean a stronger bond. But for what it is, a spool with a stepper and single axis carriage, that is a crazy price tag.
couldn’t you just do this(in a shitty facsimile) with a drill and an old typewriter? if you had a typewriter i mean… this could do it for you. and the squeegee idea is pretty great. replace the filament with anything the same size to make custom tesla coils or coil guns or antenna… it’s similar to a cnc wire bender, but all circle oriented.
This would’ve been a much more versatile design if it was built like a toroid winder (for inductors).
I’m thinking using the 4th axis spindle on a CNC, and attach the fillament dispenser instead of the mill head.
With some clever gcode programming you could easily do 45 and 0/90 fiber orientations.
Agreed that the price is a little high. Maybe it’s all in the software?
I’m sure you could replicate the results with a lathe. Or any existing machinery that can be rotated at a constant speed.
cool stuff but expensive and not open hardware :(
XWinder site is down. Could any one upload xwinder-designer software?