Filament style 3D printers are great, but typically are rather size limited. Laser sintering printers offer huge print beds, but also come with quarter million dollar price tags. What are we supposed to do? Well, thanks to OpenSLS, it might just be possible to turn your laser cutter into your very own SLS 3D printer.
We’ve covered OpenSLS a few times before, but it looks like it’s finally becoming a more polished (and usable) solution. A research article was just recently published on the Open-Source Selective Laser Sintering (OpenSLS0 of Nylon and Biocompatible Polycaprolactone (PDF) that goes over the design and construction of a powder handling module that drops right into a laser cutter.
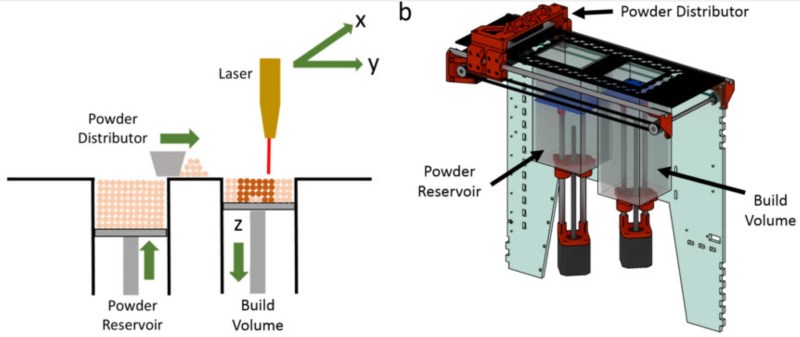
The team has created the hardware to turn a laser cutter with a bed size of 60cm x 90cm into an SLS printer. The beauty? The majority of the hardware is laser cut which means you already have the means to convert your laser cutter into a 3D printer.
The design files are available on their GitHub. Hardware will likely cost you around $2000, which is peanuts compared to the commercial laser sintering printers. There is tons of info in their article — too much for us to cover in a single post. If you end up building one, please let us know!














I had to click on one of the links to figure out what they’re talking about. I was asking, wth is SLS in the first place? lol “Selective Laser Sintering (SLS) is an additive manufacturing process that uses a laser to fuse powdered starting materials into solid 3D structures.”
I wonder if this could use low melting point metal alloys. I know large commercial SLS rigs can work with aluminum and even steels, but some white metals have melting points that should be in the range of a laser cutter.
Metals are usually more reflective, and heat conductive than plastics though, so while I expect it could be made to work it would probably be easier with a more direct application of heat, like the 3D welding robots covered by hackaday last year http://hackaday.com/2015/06/13/6-axis-robot-arm-3d-prints-a-metal-bridge/
Well there are a few industrial units that do sinter metal with lasers this way so it can be done. Powdered, the reflective index of many metals are well within the same range as that of powered plastics. As well there are a number of zinc alloys with reasonable MPs that should be in the range of a laser cutter. The real question would be, I think if, these alloys would be useful materials to fabricate with.
The industrial units are usually have polarizing optics on the front end to absorb or divert the reflected beam away from the laser source. That doesn’t exist for CO2 lasers at this moment. Also, most metals will simply oxidize (or combust) unless you have a good argon fill or vacuum in the enclosure. The complexity and cost to do metals adds up quickly.
What you write is very true which is why I was considering pot metals or maybe some brazing alloys that are workable at reasonable temperatures.
IR polarizing filters exist, but are relatively expensive.
People have been melting solder for a few years:
https://www.youtube.com/watch?v=T2h7hagVfnA
I’d try the brazing alloys. I think they’ll give the best results with minimal chance of metals poisoning.
Of note on OLD_HACK’s image: that’s a blue laser. The absorption spectrum is going to be FAR more efficient than with a CO2 laser for bare metals. That also means that far less of the beam is reflected back into the laser, so less destabilization.
http://www.laserfocusworld.com/articles/2011/04/laser-marking-how-to-choose-the-best-laser-for-your-marking-application.html
The wavelength in this case is irrelevant. Absorption characteristics over the 400nm to 10um wavelength range of metals doesn’t vary enough to come into play here. The more important characteristic is the reflectivity due to surface flatness and quality. A flat surface can reflect far more light back to the surface than an irregular surface.
Diode lasers are far more sensitive to back-reflection. End facet damage, wavelength destabilization, and beam mode structure changes can occur. Faraday isolation can be used to alleviate this potential problem.
Gas lasers like the CO2 laser involved here won’t be damaged by the back reflection, and can in fact be purposely Q-switched using this technique to achieve far greater pulsed peak powers.
Perhaps with a Nd:YAG laser, ytterbium fibre laser or similar, as are commonly used for cutting metals, not with a CO2 laser. At these relatively low ~50W power levels 10um laser light from the CO2 laser is absorbed well by organic materials such as plastics, but won’t do anything to metal.
What’s the particle size of the starting plastic feedstock? Hopefully it’s relatively large and not able to become airborne, because if plastic particles get into the air and cling to your mirrors, lens, and output coupler you’re going to have all sorts of bad day quickly.
To mitigate this the optics would have to be completely isolated from the “work area” so that no ingress of plastic powder is possible.
Am I the only one cringing at the thought of putting dust into a laser cutter ON PURPOSE…
Putting 007 into a laser cutter is a lot more cringe-worthy.
Hi, just to tell this are great news!! The company I am working for, we produce and manufacture powders for SLS PA12, PA11, TPU and also Polycaprolactone and waxes for the sls. I really think this is the future technology!!
If you need custom materials for sls, do not hesitate to contact me! marga.bardeci@advanc3dmaterials.com
I think it would be cool to laser sinter a joint–no papers needed! Can you supply the materials for that?
Well I can not supply.you this :-) this could be a great idea for the netherlands ;-). But I know some peope who did sinter paper and who also sintered sugar and nesquick.
Sounds like they too may have sintered a joint beforehand…
give me a design drawing example, please!