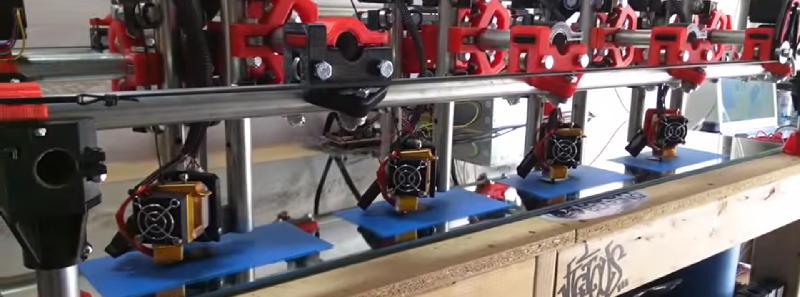
3D printers are great for producing one thing, but if you need multiple copies, the workflow quickly starts to go downhill. The solution? Build a 3D printer with multiple print heads, capable of printing four objects in the same amount of time it takes to print one.
This build is an experiment for [allted]’ Mostly Printed CNC / MultiTool. It’s a CNC machine that uses printed parts and 3/4″ electrical conduit for the frame and rails. That last bit is the interesting part: electrical conduit is cheap, easy to acquire, available everywhere, and can be cut with a hacksaw. As far as desktop CNC machines go, it doesn’t get simpler or cheaper than this, and a few of these builds are milling wood with the same quality of a machine based on linear rails. It won the grand prize in the recent Boca Bearings contest, and is a great basis for a cheap and serviceable 2.5 or 3D CNC.
[allted] already has this cheap CNC mill cutting aluminum and engraving wood with a laser, showing off the capabilities of a remarkably cheap but highly expandable CNC machine. It’s a fantastic build, and we can’t wait to see more of these machines pop up in garages and workspaces.














Love that viewer comments actually get read by HaD staff and can sometimes be a source for further articles on cool stuff!
http://hackaday.com/2016/06/27/automating-3d-printers-with-robots/#comment-3071482
Yeah pretty cool. I made that comment yesterday about multiple extruders on one set of stages and today there’s a article about it! Its like we’re all one active community or something….
Thanks for making that comment Dylan. Feels pretty good to see my stuff on this site again!
Is shares one axis when it could share all 3?
Nice use of tubes for rigid axis though.
It shares all 3. The Z axis has 2 motors though, for extra strength I would imagine.
Cool machine, I like it.
Can anyone explain the economics of this vs traditional manufacturing? Where does it break even?
Apparently the economics work out at 500,000 parts per year.
This seems like a more realistic cost comparison, it suggests cost parity at 10,000 pcs or less depending on how efficient your 3D printing setup. That is total expected parts, not per year.
http://www.3ders.org/articles/20141106-is-3d-printing-technology-a-viable-and-affordable-alternative-to-injection-molding-production.html
Injection molding should give a better part as well.
Frankly I think production using 3d printing in the 1,000-5,000 is probably shooting yourself in the foot unless you know that is ALL you will make.
Hmm another reference, If your paying someone to 3d print or cast it could be MUCH lower Qty for the break even point.
https://www.xometry.com/blog/3d-printing-vs-injection-molding-breakeven/
For me buying molds still doesn’t make sense (besides the fact that I don’t sell enough of my product), I am still able to make part revisions same day and be back into production without missing a beat. In the beginning I had injection molding in mind but at this point it would require a whole redesign of my product for that to make sense.
If you had a stable design injection molding all the way, 3D printing is not a fun way to run production.
Just like a multi head embroidery machine.
Except that some multi-head embroidery machines have the capability to perform multiple different embroidery jobs at the same time.
I never really thought about it but I did have a small embroidery business for a couple years.
A local embroidery shop has an old 12? head machine. They need a PC to run it, but don’t know much about PC’s,
Oh, and it needs a single to 3 phase power converter to run it. They run on a shoestring budget, if you haven’t noticed from what I’ve said. In the meantime they are using an 8 head single phase machine with proprietary controller.
Why not have fixed heads and move the bed, surely that would require a lot less parts? If you are smart about your slicing and control you can use it for multiple parts or one huge part by overlapping the areas the heads cover. For pumping out a gazilion copies of the same objects an array of fixed heads seems to me to be the best way to go.
That would require more space. My machine has a build area of about 25 inches by 36 inches, which would be a very large platform to move around and then the steppers would have to handle varying weighted materials like sheets of plywood or whatever you may be cutting.
It is a 3D printer not a router/cutter and the size is just 1 unit cell greater than the total size for the array of cells because it only travels that far before the next head is in it’s neighbours territory.
Actually he can (and it sounds like he does) move or remove all but one Z unit, and then put his router mount on it in place of an extruder. Then it is a CNC again.
Hence the name “Mostly Printed CNC”
You are sharing very good post of 3d printer thanks
I can’t resist to admit that this looks cools.
Yet I have my doubt about the savings being made, as it does not appear to be any smaller then 4 individual printers. Calibration of the Z-axis could be a pain. I imagine that also because of the large size of the X-axis that there is a risk of the tubes slightly bending due to the weight. The printer doesn’t print very fast and I can imagine that the large mass of 4 printheads and tubes don’t allow that.Though a fast printing speed isn’t always desireable, Sometimes a slow print produces better results so speed doesn’t have to be an issue. Though the operator now must clean and remove all four locations at the same time (not possible). So compared to four individual printers here you have a downtime that’s 4 times as long because here you can only start the printer when all 4 services have been cleaned/serviced. With 4 individual printers (started at different times) you can start a printer as soon as it’s ready (it doesn’t have to wait until you are done with the other printing areas of the other printers).
But other then that… man does this look cool or what!
Thanks! I did this more on whim, even though it gets written up as a production solution. I like using the system to try new things. It was super fun to tackle the problems that came with building it but I quickly moved on to a small print farm. The project has evolved so much since this article, easier, less expensive, and more robust.