Spot welding should easier than it looks. After all, it’s just a lot of current in a short time through a small space. But it’s the control that can make the difference between consistently high-quality welds and poor performance, or maybe even a fire.
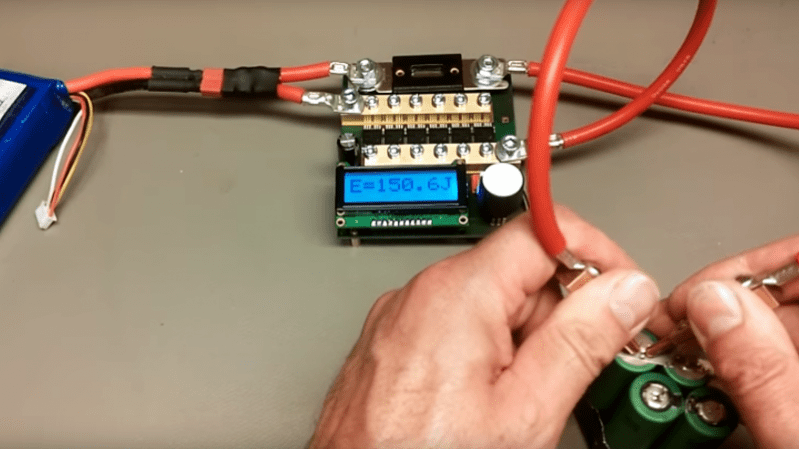
Control is where [WeAreTheWatt]’s next-level battery tab spot welder shines. The fact that there’s not a microwave oven transformer to be seen is a benefit to anyone sheepish about the usual mains-powered spot welders we usually see, even those designed with safety in mind. [WeAreTheWatt] chose to power his spot welder from a high-capacity RC battery pack, but we’d bet just about any high-current source would do. The controller itself is a very sturdy looking PCB with wide traces and nicely machined brass buss bars backing up an array of MOSFETs. A microcontroller performs quite a few functions; aside from timing the pulse, it can control the energy delivered, read the resistance of the 8AWG leads for calibration purposes, and even detect bad welds. The welder normally runs off a foot switch, but it can also detect when the leads are shorted and automatically apply a pulse — perfect for high-volume production. See it in action below.
There may be bigger welders, and ones with a little more fit and finish, but this one looks like a nicely engineered solution.
Thanks to [mick hanks] for the tip.














Very nice.
I think you did a great job on it.
I like it alot.
1++
Where is the schematic for your controller? Are you selling the PC board? Is the source code open source or are you selling the programmed cpu?
This would be great as a kit!
https://www.kicksurfer.de/index.php/product/kweld-complete-kit/
Going to have to keep an eye out on this for the sales to reopen! Great product!
Closed source, no schematics, and the chips are all blurred in the photos.
Nvm, https://endless-sphere.com/forums/viewtopic.php?f=14&t=89039, but I have no idea how he’s sensing current.
my guess is using the fuse doubles as a current shunt
From what I can tell, it looks like he is using the ᴿDS(on) of the MOSFETs.
Watch the leads during calibration mode, just before 8:40, and you can see one of the leads jump during the pulse. This machine is passing a massive amount of current to cause this!!! Neat stuff.
Not necessarily, it’s more about conductor flexibility, freedom of movement and proximity to other conductors. I’ve seen it on dangling PC fan wires where maybe a quarter amp is involved. Also it’s the principle involved in any motor or analog instrument some of which react to microamps. So as much a demonstration of raw power as is smoking your tires. (Hint it just means your tires are crappy relative to power output.)
In this case the pulse is about 1400A, so Tom is spot on. Source: I have one of the kWelds for testing. So far it’s awesome. Really good design.
Not disputing there’s a super large current involved, all I’m saying is that observationally, without knowing how many newtons of force it takes to deflect x kind of wire y mm, all you can say is “there must be a current.”, I mean you can surmise that it might be a large current because that looks like stiff wire, but seriously it’s like sticking your finger in a container of unknown size blindfold and saying, “Oh, it’s wet, there must be about 5 gallons of water in there.” on no other information.
how do you reckon it is achieving 1400A ?
That is a 5Ah Turnigy battery rated 25C- 35C
from my iunderstaning:
Max Current Draw = Capacity x C-Rating
i.e this battery is rated to provide 25 x 5A = 125A continuous
or 35 x 5A= 175A max
You could pull more but it will kill the battery in short order.
I am not recommending the battery that I have used in my videos, that is indeed not up to the task. Currently I am using a Turnigy nano-tech 3S / 5Ah / 130C battery, some of my customers have them as well. It shows absolutely no swell so far, after a few 1000 welds. I am also developing a stationery supercap-based supply solution.
I’ve got to watch the video to see if grabbing on to each lead is ok.
11.1V DC, so just grabbing the leads doesn’t matter in terms of voltage.
In terms of current: if you grab both leads, your resistance path is still seriously larger than the resistance of the metal it is touching, so the current will not flow though you.
Theoretically, if you have your fingers touching both electrodes, start a pulse, and within the pulse remove the electrodes, a spark could jump to your fingers. But unlikely I would say.
“Spot welding should easier than it looks.”
“buss bars”
Proof reading should easier than it looks
looks retty simple to me..
http://media.npr.org/assets/img/2015/03/04/rooftop-0b4fe4500ffaf63280ffdaf8ff81020d6d18d044-s300-c85.jpg
EEVBlog Thread: https://www.eevblog.com/forum/projects/guesses-on-what-i-am-attempting-here/
~~Throws money at screen~~
Urg. I would much prefer a MOT to a battery than may explode or catch on fire if the switching device fails. IMHO this is out of the pan and into the fire.
That would be my take too. Very large currents for very short periods is really testing batteries to the limit.
A MOT makes a fairly heavy duty spot welder. If you want a small spot welder to tag batteries then you could use a much smaller transformer with a large capacitor.
to be honest, I would not dare to use these kind of batteries too. perhaps it would be best to use boostcap capacitors, especially the larger ones can really supply these kind of currents. But other then that I must say that this little device does a nice job. I like the touch of the measurement function and the diagnostics that are build in. A really nice project.
That’s why there is a 300A fuse.
Also, lipo’s aren’t the OMG IT’S MADE OF NITROGLYCERINE super touchy fire risk that you seem to think they are. Flight packs get abused extremely often, both for current draw and for physical insult (they get *crashed into the ground* all the damn time) and they take it. I’ve watched friends take crumpled packs and stand on them to straighten them out before sending them back into the air. I’ve not yet seen one catch fire unexpectedly.
Well…. The thing is, that such a battery rated for 650A should be reasonably safe up to about 650A. But he’s drawing about double that! Now, part of that rating is probably that with 650A the battery will overheat in about 30 seconds. That’s also the point at which it is empty. So if you allow the battery some rest between pulses, you can probably go above the rated 650A. Still… going beyond specs and “hoping for the best” is maybe not the best idea….
It’s only switched on for 10-40ms per pulse
There are actually quite a few battery powered spot welders like this available commercially. They usually use lead acid batteries though. I dont see any issue using lipos.
Wow. This is great! I want to build one for myself. After visiting kicksurfer.de, I’m guessing this was built out of necessity to support building battery packs for [WeAreTheWatt]’s power scooter kit.
Amazing clean build and great features.
What is interesting to me is that only 11.1v is needed to weld the metals, why then do people use high voltage?
Hopefully they don’t. The MOT style of welder – turns the mains voltage into 1-3V (depending on how many turns etc)
Resistance Spot Welding does not create an arc or plasma, so there is no need for high voltage. It needs wicked high currents though. A modest sized sheet metal spot welder can put out 1800 amps at very low voltage.
Most spot welders I have seen do not use high voltage. The MOT (microwave oven transformer) projects modify the transformer for low voltage (in the 1 to 6 volt range) at VERY HIGH CURRENT! Most also work at getting the timing right and maybe a second immediate arc at the right time for a good spot weld. Other simple (transformer only) spot welders take an existing usually filament transformer (as in the old 6.3v at 20 amp variety) and a quick spot so high current but low voltage.
The typical smaller hand held spot welders like what Miller makes run about 1v OCV. The length of the tongs determines the maximum current. With 6″ tongs I believe it is 3000A, 12″ is something like 1400 amps, and so on. I have worked on some bigger units that used ignitrons though many of those have been modernized with TRIAC controllers.
Now other kinds of spot welders like the ones that weld on threaded studs work differently, they just use a big capacitor bank and a SCR. Power is set by regulating the voltage the caps are charged to. I cant remember for sure but the smaller units charged up to 180v. They work a little differently too, the stud to be welded on the plate has a little nub that hold it off the surface. The stud is put into the gun and when the trigger is pulled the SCR dumps the power from the caps through the stud. The little nub vaporized and the plasma from this spreads out and welds the stud to the panel. The gun that is holding the stud is spring loaded so it pushes it against the metal during the weld.
Chinese spot welders are ~$100 if you are afraid of microwave transformers.
This looks cool, modern and minimalistic, but I cant stop thinking about having to recharge the pack all the time/just when I need to use it
You should get a *lot* of welds out of this pack before ever needing to charge it. And it’s no harder than charging your phone, which I’m sure you do regularly without even thinking about it.
well, that “just” leaves 3x price difference between ready shipped to my door chinese welder and this in kit form without battery
You could just connect a simple charger to it and leave it on during operation. The pulses might not disturb it much.
I’d disagree with it not being disturbed, there are literally 100s of amps flowing with steep rise and fall times, there’s definitely going to be ringing and spikes…
Simple charger yes, but I’d put at least some effort into spike suppression, so that it doesn’t go haywire and overcharge a cell…
I would consider replacing this T-Connector with something more reliable. (EC5, XT90) … not only that these T-Connectors are rated to 50A but they can become very unreliable after longer use or when you mix different brands.
Other people on EEVblog have been telling him the same thing since he started putting this together. Personally I like Anderson Power Poles.
Perhaps, but only an idiot would pay any attention to the sort of ‘people’ which hang out on the EEVblog forums.
So any sensible suggestions tend to get missed, ignored or treated with the same sort of contempt everything else so richly deserves.
Any size/type of connector can handle any amount of amps…. it’s just a question of how many nanoseconds to months that will last. Low duty cycles are forgiving of less than perfectly sized connectors/conductors.
He has switched to XT150 some time ago. Look at his newer videos. I’m using XT150 on my kWeld as well and haven’t noticed any issues.
If you click through, you’ll find that he’s using XT150’s now.
This is not first and best project, also exist another battery spot welding machine as KIT v2 or v3
https://malectrics.eu/2017/08/02/addon-power-spot-welder-car-battery/ or another article https://malectrics.eu/2017/09/01/new-spot-welder-v3-prebuilt-kits-pcbs-available/
There are also sources on github
If somebody wan’t to know what is inside “Semi profi” Spot welding machine from P.R.C and how crappy is designed look at this funny experience https://www.youtube.com/watch?v=jLPRxwycxzk
I saw people from India welding with car-battery + car solenoid switch. The key is sufficient of energy on small place clean nickel plate and good electrodes Cu or Wolfram (1.6mm TIG electrodes are also good)
BR
not as slick looking, but price is right
Didn’t AvE do something similar with a 12V car battery?
Just found this thread. Dan, thanks for posting! But isn’t the thread title a bit misleading? One could think that my design has issues?
@jimpruittblog: yes, i am afraid it is true that this one is closed source. I want to keep out our far east friends with their own business “ethics” out for as long as possible.
@reggy: there is a fuse that prevents fire in case of a switch failure. And you are right, not all type of Lipos are suitable to deliver such high current reliably. So far the only model that I tested and found up to the task is Turnigy nano-tech 3S / 5Ah / 130C. That has a rated pulse current of 650A. It is still used at twice of that, but it has proven to be stable under this condition. No swell observed at all after a few full discharge cycles. Anyway, I am working on a supercapacitor supply to provide a stationery alternative. And car batteries are also on the safe side, but bulky.
@dizot: you are right, this project started as a one-off and grew thanks to support and motivation from you all.
@rasz_pl: the recommended battery allows for approx 900 welds at 30J.
@Franci Kopač: I don’t recommend to connect a charger while welding, as inductive kickback at turn-off produces large voltage spikes at both input and output of the module. This is partially present at the battery terminals as well, and could damage the charger.
@dxr: yes, it is not the first project, but in my opinion the new and unique weld spot energy control will deliver superior welding consistency. This method does not rely on material cleanness, contact resistance, electrode push force, and other parameters that can influence that. My system always delivers the same amount of energy/heat into the weld spot.
. So far the only modeling that I tested and found up to the task is Turnigy nano-tech 3S / 5Ah / 130C.
They are back up on sale, just pre-ordered one.