[Tim Nummy] used his cheap, Chinese, bench mini-lathe to make a non-terrible mailbox flag holder (YouTube video, embedded below). Tim posts videos on his channel about garage hobby projects, many of which are built using his mini-lathe, often based on suggestions from his followers. One such suggestion was to do something about his terrible mailbox flag – we’re guessing he receives a lot of old-school fan mail.
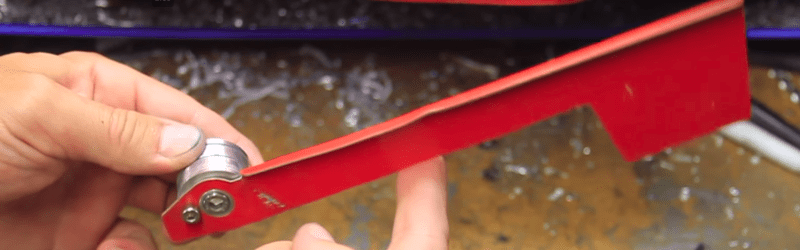
He starts off by planning the build around 1 ¼ inch aluminum bar stock, a 688 bearing, three neodymium magnets and some screws. The rest of it is a “think and plan as you go along” project, but essentially, the new holder is in three pieces. An inner piece goes inside the mail box and holds the assembly to the mail box. The middle piece holds the two magnets which act as end-stops or limits for the flags raised and lowered positions. The final, outer piece holds the flag itself, and the bearing which allows it to rotate freely.
This part also has the third magnet embedded in it to work with the other two magnets for the limits. The use of magnets is cool, but a ball catch with two detents would have worked just as well. It’s a great simple project to follow for those who want to wet their feet on lathe work. [Tim] has also posted links to all of the tools and equipment seen in the video, so check that out if anything catches your fancy.
But workshop veterans will almost certainly cringe at several places along the video. The main one that caught our eye is obviously the shaky lathe itself. It could do with a heavier workbench, proper leveling, foundation bolts or anti-vibration mounts. And from the looks of it, the tail stock isn’t any rock steady too. Although the lathe is variable speed, the chuck rpm is set too high for aluminum, and the lack of cutting fluid makes it even more troublesome. Using oil, or even some cutting fluid, while tapping would have been wise too.
We’re not sure if it’s the shaky foundation or poor feed control, but the step cut for mounting the bearing is over-sized by a whole lot more and requires a big goop of retaining compound to glue the bearing in place. But the end result works quite well, including the magnetic catches – a complex solution for a simple problem.
We’re sure our keen-eyed readers will likely spot some more issues in [Tim]’s methods, so go at it in the comments below, but please make sure to rein in the snark and keep your feedback positive.














Neodymium magnet outdoors?
https://commons.wikimedia.org/wiki/File:NdFeB_corrosion.jpg
Not the best plan.
why?
Quick Google:
Rare magnets are made of alloys belonging to the lanthanide group of elements. Samarium (Sm) and Neodymium (Nd) are two of the most widespread Lanthanide elements used in the production of rare magnets. Lanthanide elements are ferromagnetic metals. This means that they the capacity to be magnetized just like iron. However, their curie temperatures (the temperature at which they lose their magnetism) are usually below the normal room temperature. This explains why rare magnets are not suitable for outdoor use. In most instances, outdoor temperatures are usually higher than room temperatures. This leads to demagnetization of the magnet and eventual waste. For this reason, use of rare earth magnets in outdoor environment is not advisable.
Handy information if your house is on the surface of Venus. Thanks! Great contribution! /s
An even quicker Google reveals the curie temperature of Neo and other rare earth magnets is around 320 degrees C. But wait, the keyboard kommandos scream, what about the “max working temperature”, a weird figure someone pulled out of a hat. Well, it looks like the lowest grade has a max working temperature of 80 degrees C.
Now, I may just be a country bumpkin from a country that landed a man on the moon, but even I know that 80 degrees C is hot. Hotter than any place on Earth. I’m thinking Fear, Uncertainty, and Doubt are the reasons you shouldn’t use rare earth magnets outside.
>”a weird figure someone pulled out of a hat.”
The maximum operating temperature is where the magnetic domains start to become “loose” and re-align such that permanent demagnetization starts to occur. It has nothing to do with the curie temperature, and it’s dependent on, among other things, the shape of the magnet because of the distribution of the field. You can completely de-magnetize a neodymium magnet by placing it in an opposing field and then heating it up above the maximum operating temperature, which is inconvenient for things like motors or magnetic bearings.
The maximum operating temperature can be as low as 60 ºC for certain grades of magnets, like N50, N52.
I used a pair of rare-earth magnets from an old hard drive for a latch on my girlfriend’s mailbox. I installed them at least 3 years ago and they still cling as good as ever. Her mailbox is not just outdoors, but in Florida, and at the beach no less. And they were painted with some cheap walmart epoxy spray paint which has yet to peel. Now, the glue I used on the other hand…
How does my solar hot water collector panel get to 95 degrees (centigrade) in summer at 34 degrees latitude on earth then?
“but even I know that 80 degrees C is hot. Hotter than any place on Earth.”
Oh Brian, i have to correct you on that one. Try a normal temperature sauna.
@DoctorWizard – Girlfriend? 3 years ago? There is one frustrated lady! You had better go here: http://alturl.com/drh3f before the hordes of lonely hackers read your comment and start combing the Floridan beach.
Blacktop in the summer sun can get >100°C, hot enough to boil water.
> In most instances, outdoor temperatures are usually higher than room temperatures.
What? Because all the world is the same as California? In the actual real world outdoor temperatures are way below room temperatures for most of the year.
Guys, Nd is one thing, Nd2Fe14B is another. You know, kinda like Hydrogen is one thing, H2O is another.
That may be true but when something is in a sealed box with the sun beating down on it things can get considerably hotter.
The original comment said: “However, their curie temperatures (the temperature at which they lose their magnetism) are usually below the normal room temperature”.
That is true for Nd, Sm and other lanthanides as elements, but not for their alloys. In particular, Nd2Fe14B has a curie temperature between 310 and 400°C.
Actually because they corrode like a 1970s Fiat.
Which is why they are covered by a protective metal layer. Well, any ND magnet I’ve seen at least.
It peels like the chrome trim on a 1970s Fiat.
thanks, didn’t know, I was just planning to attach some stuff outdoor with those magnets.
Yah, they look coated, but it must pinhole and get scraped off the corners in handling and transit, even a small piece of grit between two of them is gonna make a mark with how strong they are. So I’d definitely recommend applying your own coating of some kind either in place or immediately before use.
Use Sm2Co17, corrosion resistance is very good.
http://www.eclipsemagnetics.com/media/wysiwyg/datasheets/magnet_materials_and_assemblies/samarium_cobalt_magnets_datasheet.pdf
Wasn’t the chrome trim all you were left with after a week?
B^)
The lathe speed for aluminum is not necessarily too high. The stock is 1.25″ in diameter, so 1740 rpm is only about 570 surface feet per minute. Commercial machining is done at significantly higher rates than this. For example, https://www.mmsonline.com/articles/start-with-the-right-speeds-and-feeds states “For example, aluminum is cut at 2,000 to 3,000 sfm”.
Aluminum is routinely cut without cutting fluid as well. Sandvik-Coromant, a huge manufacturer of inserts ( https://www.sandvik.coromant.com/en-us/knowledge/general_turning/how-to-achieve-good-component-quality/turning-in-different-materials/aluminum-turning ) states “Coolant in aluminum machining is mostly used for chip evacuation”.
If the material was steel, the comments would be completely correct.
Even with steel you dont need coolant with carbide. At the shops I worked at they usually ran all the steel forgings dry. Coolant can actually cause micro fractures in the carbide which kills it faster than running dry.
@I agree, that was way too slow, not way too fast. Cutting aluminium actually benefits from being cut fast, gives a much better surface finish. I doubt this lathe could run at the RPM needed for 1.25″ diameter stock to get enough surface speed.
Judging the right speed is tricky though. What is right sometimes feels way too slow or way too fast.
Unless he’s been mucking about in the drive controller again his lathe spins at 2360 RPM unloaded. His lathe could run HSS tooling at appropriate speeds, as demonstrated in the video.
I can understand why somebody would rather screw down a $1 insert than buy a grinder and learn to grind HSS tooling.
It kind of plows up being cut slow, whereas if you slash it, it cuts cleaner, can’t think of the archetypal example right now, but a bit like cutting cloth or something.
Ahh, You dont know much about machining, do you?
Actually those little 7×12 lathes are not bad and they are on rubber feet so they will move around a bit. You dont need to bother leveling a lathe like this. Leveling is for large lathes that sit on the ground, leveling brings the bed back to the same position it was when the machine was scraped into position. And some lathes like my Monarch 10ee do not need to be leveled at all since their base is so massive it does not move.
Cutting speed, he was running 1400RPM on aluminum which works out to be 459SFM. He was using carbide for turning which likes to be around 2800SFM so he was actually going way too slow, even for HSS bits like the parting tool he was using.
You dont need cutting fluid for most turning, especially turning aluminum with carbide. The only time he really could have used it is tapping the hole. I have a coolant pump on my lathe, I have not turned it on in years.
The tailstock was moving around because they have a short prismatic way and they move a bit when they lock into place and then are pretty solid.
The bearing was a loose fit because he screwed up and bored it too big. It was because of his technique, not because of the lathe.
+1 The “under-engineered” remark caught my attention. I have a similar lathe. The turret is not as nice, but having a turret at all used to be for expensive shop tools only. The first thing I did was use a grinder as it ran and true the jaws, which took very little material.
Yeah, I had to do that even on my very expensive Buck 6 Jaw chuck. But you gotta remember, 3 jaws are not intended to be terribly accurate, that’s what a 4 jaw, collet, or an adjust-thru chuck is for. If a 3 jaw runs out .003 that’s great.
“Rein in the snark!” Sounds like a good bumper sticker — or a good mission statement for the week.
Yeah, if I had that lathe and it was jumping around like that, I would probably be thinking of a way to bolt it down, but the experts have already chimed in that it is all fine and just as it should be, so what do I know. My Atlas sits nice and still and I like it that way.
Pretty cool project. Makes me want to fix my mailbox that doesn’t actually need fixing.
“Makes me want to fix my xxxxx that doesn’t actually need fixing.”
Argh, I hate when that happens!
“please make sure to rein in the snark and keep your feedback positive.”
Oh come on! When has feedback on the internet ever been anything but positive? >;)
“Rein in the snark!”… preceeded by an article full of snark.
The article snarked so we don’t have to…
I thought he meant “Rain on the snark!” :-D
I think he meant “Reign in the Snark!”
“Rein in the snark”… preceded by an article full of snark
“We’re sure our keen-eyed readers will likely spot some more issues in [Tim]’s methods, so go at it in the comments below, but please make sure to rein in the snark and keep your feedback positive.”
Disgusted that Hackaday has come to this. This is a great make with limited tools. Actively encouraging criticism is wrong, even with the rider. Hackaday should be emphasizing the positive in makes. Every maker does things the wrong way, Its called learning.
The author called for constructive (and explicitly positive) feedback, which is entirely in line with what you want. I think you two misunderstood each other somehow.
As someone who doesn’t yet drive a lathe, I welcome all the snark as an education.
But I come from the generation where it was ok to give hard criticism as it taught you things ie: what you were doing wrong, without worrying about the poor snowflakes needing to be reassured no matter what they do.
So bring on the snark, point out what’s wrong and we can all learn something from those people willing to give up their time to tell us – in whatever positive or negative way they wish to, for they have the knowledge we desire.
Agreed, nuke the snowflakes.
I think the problem I have with this is that is was the Author of this post, not the maker, that called for criticism. Asking for critique of your own work for learning is fine, asking for “snark” for someone else’s work is wrong.
I’m glad to see the commenters so far have been positive, both in their suggestions and for the project.
Seems most of the comments are about incorrect assumptions the article writer made and not commenting on the guy learning how to use a lathe. If you think that’s predictable, perhaps you need to hire better writers or at least ones that are correct when being opinionated and telling others to STFU.
ITT: Hackaday writers being factually incorrect in their articles.
This would be funny if it wasn’t so predictable.
Ah, see, Brian deleted his post whilst I had this open and replied to.
He wrote (approximately):
ITT: Hackaday commentators complaining about being told not to complain.
Would be funny if it wasn’t so predictable.
Nice that you can edit and delete your messages.
But…
But…
Why not use the bearing from a fidget spinner?
B^)
That will possibly be a good option when the market is dumping them in another couple of months. For now though I think the price of a small bearing at a decent Princess Auto/Northern Tool/Harbor Freight type place is less than that of a fidget spinner.
I would just use a bearing from my junk box. I have a bunch I am saving for some thing someday. But if you have a fidget spinner that you have grown bored with that has a decent bearing, sure why not.
Right, most likely course here too. Even might take a crapped out one and recondition it for low speed/stress duty…
BTW “sealed” bearings can be given a new lease of life with a turkey baster syringe filled up with moly grease…. often when they’re getting on in life the seal is shrunk back at the edge or is mobile and you can just shoot fresh grease in, keep it clean somehow after, so grit doesn’t get in same way. (BTW might have to cut off the needle on the baster, so it actually comes out of tip)
For an actual “bad” bearing, that is short of grenaded, you can pull the seal off with a pick, flush out with brakleen/wd40 and regrease and replace seal with a piece cut out of a can, then also use where sandwiched in something that’s gonna keep grit/water out.
Why bother? Either because you’d rather mess with it for half an hour than be interrupted a day or two waiting for a perfect one, or you can’t get one in for a couple of weeks and need to make do.
I have asked medical personnel in the past for a syringe and needle, for the purpose of lubricating small bearings, as in small motors or clocks, and they look at me like I’m a junkie.
I think it’s just easier if you pretend you are a junkie.
Same sad deal with US state laws in some states. Try farm/veterinary supply stores for project needles.
I know, i bought some syringes i thought i could use for gluing stuff (didn’t really work out that well) from a pharmacy and there was a paper in the bag about where to get help for drug abuse.
But i don’t care, i got the syringes. They can think of me what ever they want as long as they don’t start calling the cops just because they think i might be using them for something i’m not.
I guess they just think explaining things like that is just an excuse. Maybe next time i’ll just say they are for giving some medicine to a pet or something.
JB Weld and fidget spinner. Done :-)
All he needs to do now is add some sensors and a nRF24L01.