If you’re looking at CNC machines, or machine tools in general, heavier is better. That old drill press or mill made of a few hundred pounds of cast iron isn’t just better because it’s stood the test of time for a hundred years — greater mass equals less vibration. Thanks to modern epoxy resins, we now have a replacement for tons and tons of iron. Epoxy granite, or chips of granite bound together with epoxy resin, is a viable and very good base for CNC machines, mills, and other tools that are served well with a ton of mass. [Joerg Beigang] is building his own CNC router, and he’s building the base out of epoxy granite. Here’s how he’s doing it.
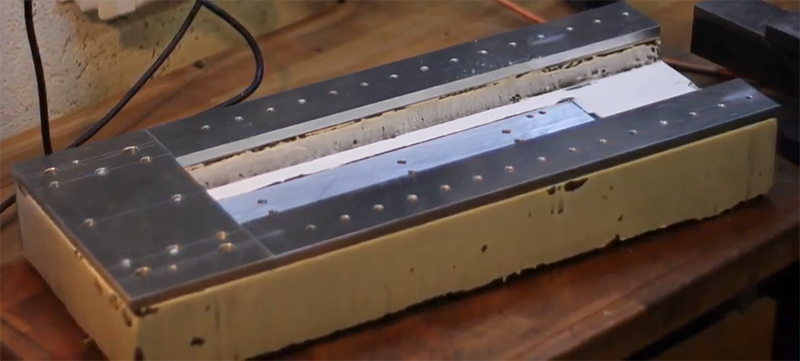
Before you pour epoxy into a mold, you’ll need to figure out how you’re going to attach your ways, linear rails, and ball screws. [Joreg] is bolting these parts to pieces of aluminum he cut on his home made panel saw before carefully drilling and tapping them to accept the linear rails. These aluminum plates were then mounted to the bottom panel of the mold, in this case melamine-coated plywood.
As you would expect, the most intricate part of this build isn’t globbing up a mold with epoxy resin. No, the real trick here is making sure the rails of the CNC are aligned perfectly before the epoxy goes in. This was done by bolting the linear rails to the mold box and checking everything with a dial indicator. Once that was done it was time to pour.
The bed itself is made of 18kg of epoxy granite, with the entire pour done in four batches. The best way to settle a big pour of epoxy granite is through vibration, just like concrete, but it looks as though [Joreg] is getting some good results by tamping it down with a few sticks. You can check out the first part of this build series below.
If we’ve captured your interest, it’s worth reminding you that this isn’t the first epoxy granite CNC machine we’ve featured.














Its not just mass which dampens vibration. That old drill press is so good because it’s made of grey cast iron, a material with intrinsic vibration damping properties that no amount of epoxy can compete with.
Can you elaborate more on that?
There are three variables in vibration, that affect the shape of the response. Mass (m), Damping (c) and Stiffness (k).
mx”+cx’+kx=F(t), where F(t) is the forcing (excitation) function, for 1D response.
Iron is not only heavy (high density -> high mass) but also has a relatively high stiffness. The density of cast granite is lower (~2200 kg/m^3 vs ~6800 kg/m^3). The cast epoxy doesn’t have the same stiffness as cast iron (Young’s modulus of 13.4X10^6 psi for Cast Iron @ room temp, vs 4.5×10^6 PSI for epoxy granite). But the damping should be much better (literature says 18X higher, but damping is the hardest to nail down in practice).
I pulled these figures off the web. YMMV.
Not only are you wrong as I’ve already proven in my other comment bug you cannot account for all variables in a EG casting. The difference between a DIY and a Pro casting is one has Chemists mixing it and the other is hoping it turns out. Either way its still night and day. Cast iron is garbage in comparison. We have additives like Boron Nitride and Graphene, among many others that can leave a 50x increase in strength and rigidity will w improving dampening. You kids need to study up you’re spreading misinformation.
The purpose of the granite epoxy is that it is also an excellent damper of vibrations. From what I’ve read, it is actually better than cast iron at damping vibrations.
Ah, here, the wikipedia article on it states damping capabilities ten times cast iron, which itself is much better than other materials.
https://en.wikipedia.org/wiki/Epoxy_granite
I’m a bit skepticsl about the phrase “up to” on that page. Sounds like something that could have been an error on a paper by some engineering masters students. That said I’ll have to look further into those sources myself. Maybe more proof that the easiest way to ask a question on the internet is post the wrong answer…
Plenty of companies like SYIL in China, RAMPF in Michigan, and many others can easily be found with a Google search. The information exists. You have not experienced quality machining until you’ve machined with a EG CNC. You’ll never go back. Im mot talking w filling cast, I’m talking about casting in it’s entirety. I am casting another now building a mini turn mill and it will be impressively rigid. Naysayers will line up wanting one cast for them when they see the finish quality.
https://www.cnczone.com/forums/vertical-mill-lathe-project-log/332686-cnc.html
This is an interesting read too; and along the lines what I was thinking. Epoxy granite may have a higher damping coefficient but when you take the stiffness and density into account, cast iron still comes out on top. But, taking the ease of manufacture for a home shop into account, it’s easy to see why you’d want to experiment with it.
Epoxy granite has substantially more damping ability than cast iron. Seriously, just imagine tapping a bar of grey cast iron, then a bar of what’s basically stone. Which do you think is going to ring longer?
The drawback to EG is that it’s not as stiff, which is, of course, the major critical factor. This can be somewhat counteracted by using larger, solid sections where normally you’d see a box or ribbed cast iron structure, but isn’t a catch-all.
As far as I’m aware, the current hotness being put out by the big-name manufacturers (Mazak, Haas, et al) is a combination of granite-filled cast iron and purpose-built damping mechanisms built into the structure.
“… just imagine tapping a bar of grey cast iron, then a bar of what’s basically stone. Which do you think is going to ring longer?” Have you actually *tried* this? Grey cast iron doesn’t ring. But stone rings nicely: Stone marimbas (aka lithophone) and chimes are a thing, and have been for a very long time.
Epoxy, though, yeah, that’s your damping material, in concert with all the impedance mismatches and acoustic scattering going on at all the rock:epoxy interfaces — that’s what causes the damping, just like the carbon inclusions in grey cast iron.
Oh wow i cant believe I just read your comment and after 3 years you haven’t even gone back to delete it. Even for 2019 you could’ve easily educated 3 by a Google search.
Well Mr, knowitnot hate to break your confidence bit you had no idea what you posted in 2019. To even suggest that Cast comes close is an ignorant fairy tale.
Epoxy Granite Epoxy granite is used instead of cast iron and steel because of it’s improved vibration damping, longer tool life, and lower assembly cost, and thus better properties for stabilizing and housing machines. The surface finish quality is night and day and machine half the size can compete with those thousands of pounds heavier. Besides that iron and steel corrode and rust, whereas epoxy prevents corrosion.
Epoxy granite material has an internal damping factor up to ten times better than cast iron, up to three times better than natural granite, and up to thirty times better than steel fabricated structure. The method of casting compared to steel is easier to mold in features, inserts etc. and reduces machining of the finished casting and assembly time by incorporating multiple components and features into one casting. The advantages go on and on. So yeah Epoxy Granite is better.
There’s not a lot of good info onlinez but this is a good starting point:
https://en.m.wikipedia.org/wiki/Damping_capacity
Mass isn’t the only reason they used cast iron, and certainly not the reason why they continue to use it today. Interestingly there’s a big difference between different blends of cast iron too. There’s no point making a z axis out of bolted together cooking pans, for example.
I’ve seen this a couple of times now, and I’ll just point out that a typical density for granite is 2.7g/cm3, while a typical density for an aluminium alloy is also 2.7g/cm3. That fact would make me think twice about the point and/or approach of the entire activity.
Bulk is only half the equation. Disregarding all of the structural concerns when building a machine you have to consider cost.
A square foot 1″ thick 6061 plate will run you 60-70 bucks, a gallon of epoxy resin will cost about the same but give you over 2x the volume in epoxy alone. A common mix seems to be about 10-20% epoxy and the remainder aggragate. Also, do you already have the equipment to machine thick plate? Are you gonna bolt the plate together or weld it. Casting composite parts before bolting on bearing surfaces is probably easier for many people.
Approch is already used by major CNC machine manufacturer. The only thing is that you need a LOT of EG (epoxy granit) to handle a minimum rigidity. 18kg is not going to do it, even for a piece this small.
Interesting. I’ve wondered before regarding concrete table tops and didn’t even read anywhere about this method until now. I’ve looked at a few granite tables also that catch my attention more for use as a surface plate for marking and measuring tasks.
I wonder what the thermal expansion characteristics are. Then compared with maybe a thinner higher grade steel that can be used as ribs to stiffen like an “I” beam or “C” channel?
Hardinge used composites in their Conquest 42 CNC Lathe in 1984.
SNK made a small gang tool CNC that was made from fine white ocean sand in the early 2000s.
I have seen systems where they scraped flat the steel inserts under the rails. I’d like also point out that you can’t really check if 4 points are coplanar with a ruler.
I don’t think the objective is to make something better than cast iron. I think the object is to make something competitive with cast iron, while a lot easier to work with. In this respect, it looks like epoxy granite may be easily better than cast aluminum or Zamak.
There are some YouTube videos using a granite surface plate as the machine bed, then a benchtop drill press with an adjustable height head (vs. table) and a diamond cupped wheel to grind the tops of the attached 2″ granite sides to flat and parallel to the bed. This provides a starting point that is within e.g. 0.0002″ of flat.
Dear, do you know any companies who offers possibiliuty of make such constructions in granite or epoxyde granite for machines?