We’ve noticed a trend lately that advanced 3D printing people are calling their normal print setup as 2.5D, not 3D. The idea is that while the machine has 3 axes, the actual geometry generation is typically only in the X and Y axis. The Z axis simply lifts up to the next layer unless you are working in vase mode. [Teaching Tech] wanted to experiment with real 3D printing where the Z axis actually helps build the shape of the printed object, not just advancing with each step.
As it turns out his first investigation linked back to one of our early posts on the topic. There’s been more recent work though, and he found that too. It took a little surgery to get more Z clearance, but nothing too serious — just a movement of a fan.
The problem is, of course, if you start having the head moving up and down, it needs to have a very low profile so you aren’t bumping into things. This is usually not as big a problem with conventional printing because the head is always a little bit over the printed object.
A special slicer computes the way to move the head around in all three directions. The only thing we’d worry about is that most printers don’t expect much movement in the Z axis. For example, many printers use belts on the X and Y axis but use leadscrews for Z. You might have issues with backlash being worse, for example, or need to lubricate the Z axis more than usual.
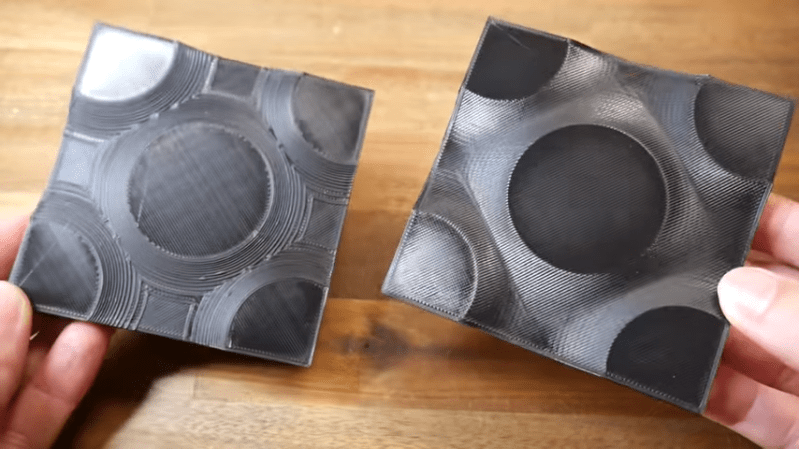
One nice thing about not using layers is that layer lines do not appear in the same way they do with conventional printing. You can really see the differences in some of the example prints in the video. It may be that one day having a 3D print sliced into layers will be as quaint as putting data on a floppy diskette seems today. There’s a long way to go, but there’s a lot of work to push in that direction.














I’ve been watching the development of this and It’s pretty exciting. I hope this can become more mainstream down the road.
I would be excited if they had noticed the printer could do this 3 years ago when I did. I mean if I thought of it then certainly thousands of people had too, it was so obvious that I think most folks were surprised to see this wasn’t how printers worked to begin with even if they could not describe it. The lapse in the obvious and development is still so great.
Did you do anything with that idea or did you just wait 3 years for someone else to figure out how to make it work?
Would be interesting to slice with a sine wave instead of a flat plane, similar to this idea but will give all objects better z axis stability
This is something I’ve been trying to do as well, with limited success. One way I’ve been thinking about it is to vibrate the bed or just add constant jitter to the Z axis — you don’t need huge z features, just enough to get the layers to lock together better. Think of gluing to a rough surface vs. a smooth one; the rough surface will tend to give better adhesion.
The way I am understanding your description would be difficult to do without remelting the previous layer…especially on prints that are large in the XY directions.
Doing the “sine wave” as he describes above could make it stronger due to the mating surfaces between layers being overall a larger surface area than they would be in a flat layer.
Add a laser from DVD burner to the printhead, to remelt the point of contact.
i had the same idea, but the potential reflection is dangerous. you’d need some cage which is again not possible with nonplanar slicing
To GL, you just enclose the whole machine no?
Wouldn’t you have to calibrate the power for each type of plastic you wish to smooth this way, and wouldn’t it exclude all plastics that don’t absorb red light?
One of my favorite HaD articles of all time: https://hackaday.com/2016/07/27/3d-printering-non-planar-layer-fdm/
This could be interesting to do most of the space normally then use this method for the last few finish layers to make it smoother.
that is indeed how this works.
Not exactly. See the first part of the video.
Watch the video – that’s exactly how this works
I wonder if the extruder rate could be modified dynamically to account for the cos(tilt) effect while printing on an angle to improve visual results even more.
That would be a 5-axis 3D printer…I was surprised but they apparently exist already.
Ah crap, I misread the comment.
Please disregard.
Arc length (and tangent) are easy to compute if you know the curve. Then extrude accordingly. It might already be handled in the modified slic3r. Just use the slope between points will do fine. Extrusion will be ratio of hypotenuse to base.
I would be surprised if it’s not handled already, from the look of the outcomes.
Anyway, this idea about skinning a normal layered print with explicit 3D moves is brilliantly simple and simply brilliant. It’s like the ‘normal’ layered print is the support structure for a free-space extrusion path.
And it’s easiest to implement exactly where it’s most necessary — shallow stair steps look ugly and they also don’t collide with the extruder tip.
Here is a video of some tests of Non-Planar slicing I did a few years back using Nickparker’s “Bread” slicer.
https://youtu.be/M3Bwo0AVML0
You can see in the closeups some of the difficulties which present themselves when using this method. Hotend shape, filament extrusion variations and such but they can be solved fairly easily.
It will help a lot with prototyping and making masters for molds if this method is refined and perfected. I am sure the developments in this area are going to advance more rapidly with all the media attention these techniques have been getting in the last few months. Can’t wait to see.
Looking really good there. I love the changing of orientations of the layers.
5 Axis 3D printing.
As to ensure that the nozzle points in the desired direction and helps in forming the final shape.
But I guess such a setup would require a fair bit more calibration then the normal 3D printer…
I don’t think it requires that much more calibration. The nozzle just needs to be perpendicular to the build-surface when starting, or it will not print a flat surface perfectly and possibly have bad adhesion, but i my guess is that anything closer than a couple of degrees would be just fine. Have you ever had problems with the hotend not being perfectly perpendicular to the buildsurface? The hotend on my chinese printer is not mounted super sturdy and can be rotated 5 degrees or so in it’s mount, and i haven’t noticed any effect on print quality, as long as it doesn’t move/rotate during the print.
“i haven’t noticed any effect on print quality, as long as it doesn’t move/rotate during the print.”
And that were my point in the need for calibration.
Since if one makes it a 5 axis machine, it needs to take rotational movements into consideration, adapting x, y and even the z axis to stay in the same point in space, while angling the hotend to ensure that it is perpendicular to the printed surface.
So that it can make smooth 3 dimensional curves without having the hot end carve trenches in the model.
I think this is awesome, but…..
Even aside from the Z restrictions such as fans, 3D printer nozzles themselves are design with a flat tip for planar printing. I know we print a line width wider than the nozzle diameter, but not wider than the outside of the nozzle itself.
We are going to need a new line/style of nozzles that are optimized for this.
While definitely better than current generation printers, I think you basically need to create a full 6-axis print head with some kind of support material to get a truly “3D” printer. I think I’d call the printer in this article 2.7D (2.8D with support material).
Another truly 3D solution would be the system being developed (for bio-printing I think?) where the material is in gel form and a light projector solidifies the gel in selective areas. It’s kind of like SLA but with the implicit support material of SLS/SLM.
https://www.youtube.com/watch?v=f7_3kauRbmk
Has anyone reported material use and print time comparisons for the tests in the video? Or has an educated guess?
Cool concept.
I learned that 1D, 2D, 3D or any other dimensions are defined as integer values.
So when a video says “technically” it is not 3d but 2.5 then I’m confused. I think he means “commercially”.
Sure I know what he means but in the end it is still a printer that produces a 3D object. No matter how you call the process making it. A machine making 3D items is a 3D printer, if this is not the case then my world is about to collapse.
But never mind how we call it, the ideas are solid and the produced print is superior, do I hope this catches on. Though I refuse to re-lable my current printer.
What they mean by 2.5D is that the movement of the 3rd dimension (the Z axis) only happens in steps (i.e. the layer height). It cannot move freely for any possible value of Z, and is such not truly 3 dimensional movement. It DOES obviously produce a 3 dimensional output, but the layer lines are the result of the limited z axis movement.
In the machining world, 3d is reserved for machines that are capable of making an interpolated move in x,y, and z at the same time; the trajectory planner is driving three sets of axes each with a different timing. Machines that position in two dimensions and then move the third are called 2.5D, but generally that’s used for a fixed Z depth: you position X,Y, then drop Z from its high position to its low position, then continue movement in X,Y, like a router. Our printers are somewhere between the two, as you can set arbitrary Z positions, and it’s possible though not guaranteed if you are hand-feeding gcode to the machine you could tell it G0 x0 y0 z0, g1 x1 y1 z1 f10 and it would do a coordinated three axis move. GRBL is absolutely capable of this, but it’s entirely possible that many machines with proprietary drive hardware don’t have the capability of coordinating Z with X,Y.
Every 3D printer that I’ve ever played with has been able to do real 3D/4D moves. (You gotta count the extruder too!) It’s just not as traditionally useful with the hot noodle of plastic waving around in mid-air.
Vase mode? That’s real 3D. (I would claim, 4D.)
I’m curious how this could work in a Delta setup, since you could theoretically tilt the nozzle with the belts and you wouldn’t have the lewdscrew as a possible issue
i was actually wondering this too. when I first saw that video it instantly made me remember when I put a new board in my Delta and one of the axis was inverted and tilted the head.
Deltas cannot tilt the nozzle. This is by their very design, using 3 parallelograms attached to the “effector” (the nozzle carriage). As long as the tops of the parallelograms are held level, the bottoms must remain level as well. Since the tops are fixed level by the side rails, the effector remains level.