Hanging around the machining community online, you’d be more than familiar with clapped out Bridgeport mills, which are practically a meme at this point. But mills come in all shapes and sizes, from the stout old iron from the days of yore, to smaller, compact builds. [Honus] decided to build the latter, and shared the details of the project.
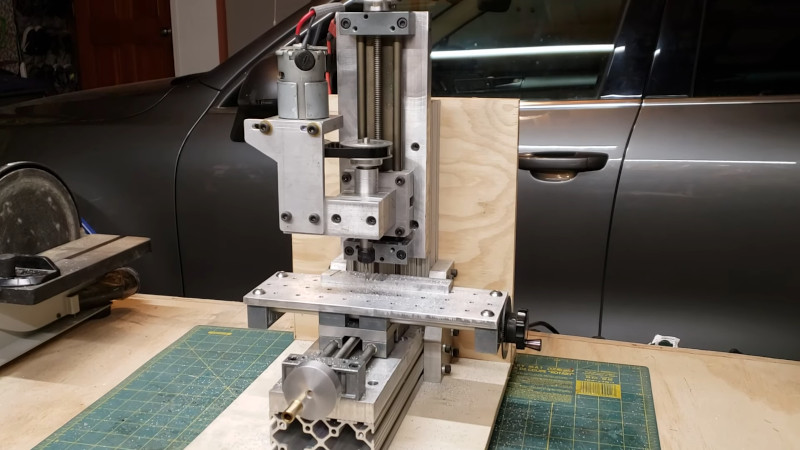
The aim of [Honus’s] build is to create a small benchtop mill, capable of handling the smaller tasks. The frame of the mill is built out of 80/20 extrusion, with plenty of aluminium plate to go along with it. Igus linear slides handle the X, Y and Z axes. An old brushed Makita drill motor serves as the spindle drive, controlled by an old R/C speed controller hooked up to an Arduino. [Honus] then fabbed up various bits and pieces as neccessary to bring it all together.
The mill is neat and tidy, and looks to do a good job machining aluminium. We imagine it should prove highly useful in [Honus’s] workshop. If you’re contemplating getting yourself some desk-sized tools, perhaps consider an engraver as well! Video after the break.














Nice post, thanks for sharing :-)
I like milling machines and combo lathes with maybe an articulated arm with appropriate tool for various things such as selective graded polishing etc.
Aluminium extrusions for slides just fine depending on variance limitations of desired outcomes. I’ve seen some large format units for slides some years after I designed an extrusion for inverters which doubled as general purpose electronics enclosure. When using large format extrusions for metalworking slides I’d be tempted to fill most if not all hollow areas where possible with a thermally appropriate high density polymer cement for combination of strength and best resistance to flexure. Anyone consider this a problem or a waste of time/effort ?
Clapped out Bridgeport’s might be a meme… but they are alot better than what you have there. Crying over a couple thousandths wear over a 42″ table and then spending $300 on material to build that thing? I just bought a trashed bridgeport for $800 with a vise and a rotary table. Missed an opportunity to buy a lagun knockoff with servos and ball screws a few weeks ago for like $500.
Milling is all about rigidity and thing dont have it.
Unfortunately I have to agree, mills are specifically supposed to be rigid to do proper work.
If you’re going to go to the trouble to make a mill and not just something that looks like a mill, use steel.
The best small mill I know of is my own, a Taig, and while it has aluminum in the design, most of the rigidity still comes from steel box columns, with appropriate ground surfaces.
I’m not sure why homebrew people avoid steel seemingly at all costs when it is not difficult to machine at all. I have often thought of making my own small mill and starting with a design modified and beefed-up from the Taig mill
Because they often have to work the material with hand tools, and aluminum is just easier.
And the rigidity of aluminum vs. steel isn’t actually that bad for a small machine. Consider, the Young’s modulus of aluminium is around E = 70 GPa while steel is around 220 GPa – it’s essentially 1/3 as rigid.
E = (F / A) / epsilon
Suppose you scale the linear dimensions of the machine down to 1/3. That means you can tolerate 3x epsilon because the strain is relative to the size of the machine. Re-arranging, you get:
3E = (F/A) / epsilon
So, if we hold epsilon constant, to say the absolute accuracy of the machine remains the same, we find we simply need to hold the stress (F/A) constant. How does that happen? Well, observe that a 200 Watt Dremel or equivalent motor has about 10% of the power of the larger 2-3 Hp Bridgeport mill. We can assume it can maintain about 10% of the cutting forces as well. Meanwhile, scaling the linear dimensions down to 1/3 reduces the cross-section areas to around 11% which means F / A remains almost constant as well. The motor bogs down before you can load the frame enough to bend it.
Put simply, if you have a beam of length 1 and a beam of length 1/3, and you apply an equal bending stress to both, the shorter beam will be displaced 1/3 as much. Therefore it can be made of a material that is 1/3 as rigid and the absolute deflection remains the same.
You really don’t want steel, either. You want cast iron for it’s higher carbon content. That’s the thing that absorbs vibrations that lead to chatter and other ills.
Or, you just take a standard aluminum profile tube and stuff it full of epoxy sand. Also helps with the rigidity by adding more material.
And, when you’re working with steels, you tend to get dust that contains nasties like nickel and chromium – although that’s mostly for stainless. It’s not a problem if you’re machining it because you don’t need to touch it so much, but if you’re filing the stuff with hand files and hacksaws etc. and getting it on your person, the iron dust itself may cause dermatitis because freshly powdered iron is reactive. Aluminum oxidizes right away and turns black – doesn’t seem to cause much contact reaction.
If I don’t wear gloves while handling iron/steel dust, couple days into the work I get tiny blisters on my fingers that itch and later the skin breaks and starts to weep.
Ideally, yes- you are correct.
I am looking at the possibility of casting a machine frame at Carry Furnace in Pittsburgh to make my own bespoke machine.
This is a useful comment. Thank you for the math and explanation, I learned something
Double the cross-sectional area of your beam in aluminum and get way more rigidity than the original steel beam, plus you scarcely ever break off a tap in aluminum, plus you get something you are capable of moving when you decide to live somewhere else, plus you can own one in an apartment.
Don’t get me wrong: I have cast iron lathes and mills. But people building aluminum ones have good reasons for doing so.
Unfortunately buying a used mill isn’t an option for some of us. I’ve been periodically checking my local online listings, and the only machines listed are $10,000 or more. Some of us are also space constrained. Something like this might work well for someone who has both of those issues.
The only similar sized one I’ve seen for sale is a Proxxon, and it’s closer to double the price of this homemade one.
I wish someone would make a commercially available one somewhere between the two sizes. Not a full stand-alone machine, but something that can still sit on a bench top, but still take 1/4″ endmills.
Roland MDX-40?
That does look like an interesting machine, but at $9K USD, that’s a very bitter pill to swallow. :(
Check a company name “vandelay industries” (yes like in Seinfeld), they make accessories for rototools that can act as a very versatile small milling machine
They do. Look for SIEG X2 and X3 mini mill clones. They are usually sold under different brands by Grizzly, Horrible Freight, etc. Here’s and example: https://littlemachineshop.com/products/product_view.php?ProductID=4962
Out of the box they require some clean-up/tuning but these being cast iron are going to be a lot more rigid than something made out of aluminium profiles.
I didn’t see a cost breakdown on this project, but a Proxxon MF70 is available for around $350 with free shipping on Amazon. I have one that I’ve converted to CNC (cost me about $100 to convert). It’s not a perfect machine, but it works well for the very small things I need to mill out of carbon fiber.
I have one. Its called a Taig mill.
Fully cnc versions with full closed loop encoders exist of it too, about 3.5k for that, 900$ for manual version.
It will take up to 3/8″ shank cutters with Er16 collets, they now make a 5c headstock that will take up to 1″ diameter stuff- but dont even think of using a cutter that big on that mill for anything other than facing or light side profiling.
Its well made, I don’t represent them, but I have a manual one, and a friend has the ballscrew CNC version. Check them out.
As ever, it depends what you are trying to do and what tolerances you require.
I’m glad for the article and what can be achieved.
I dont have the space fro a bridgeport currently. Many people do not.
But consider I’ve “milled” aluminium with a router to make brake adapters, this thing would kill that for tolerance.
Not that tolerance would matter since the adapter holes are drilled precisely to 0.1mm, the “milling” is just to remove unwanted material.
Ah see, milling where tolerance isn’t even an issue.
Dont assume everyone is milling parts that need to fit together.
One of the Dave Gingery books describes a DIY milling machine like this one
https://www.backyardmetalcasting.com/guest_bruce.html
I’ve built one of these. It was a _ton_ of work. Using extrusions bolted together gets you approximately the same result in a very small fraction of the time. If you love casting, by all means make a Gingery lathe and mill. But I love casting and after one built I’ve fabricated subsequent machine tools using welding for most of the structure and only cast the parts that needed to be cast.
You came overcome the lack of rigidity, by taking smaller cuts. Milling machines, like the Bridgeport, are designed for production and precision . At home it probably doesn’t matter how long a part takes, so you can take smaller cuts and still maintain good tolerances. My harbor freight lathe will never be as stiff as a Sountbend Lathe or any other commercial lathe, but I can still hold sub 0.001 with it, it’s all in know what your equipment is capable of doing and working within those parameters. I have made mods to my lathe to get close tolerances. I’ve been a machinist for 35+years.
This is a thing a lot of professional machinists usually forgets.
One can have a “milling machine” made out of wood, and still get 0.001″ precision, though, one will likely spend more time measuring and taking the most pathetic of cuts one can imagine, but the job will eventually be done.
Obviously not at all cost nor time efficient.
A more rigid setup is preferable, and generally one can say that there is practical “limits” to how non rigid a machine can get before it is just not worth the time.
The project above is a good example of a machine that would be very capable in the hobby shop, where production isn’t the end goal. But rather make one off parts for hobby/prototyping use.
The other thing the forget is obvious: rigidity is a relative measure, not absolute. When the machine becomes smaller and the forces act over shorter distances, the amount it flexes in the absolute gets smaller as well.
It’s the same effect as how a big army ant is strong enough to haul a chicken up a tree by itself, but you won’t pull a semi- truck up even a modest incline. Rigidity and strength of materials don’t scale linearly. Small things can handle proportionally larger forces.
Yes, a smaller machine does have that mechanical advantage over a larger one.
Though at the obvious expense of build size.
If only the word “milling machine” were about rigidity in regards to its leverage.
Not that the difference between a router and a mill has a good definition to begin with….
And technically speaking, make a bridge port milling machine at 1/10th scale out of the same materials and it will perform the same relative speaking, it is though going to take a 1/10th as deep cut, with 1/10th the width and at 1/10th the feed rate. (But relatively speaking, it is equally fast.)
It’s fun to read “Bridgeport mill have all the rigidity that this toy lack” when you know that Bridgeport are considered as noodles compared to serious mills like Huron KU6 or so…
There is always a bigger machine, what is important is to have a machine that do the job, you can afford and own.
I passed on a lot of good mills/lathes due to the simple fact that hauling a 2 tons machine requires also big machines and vast amount of space to operate…