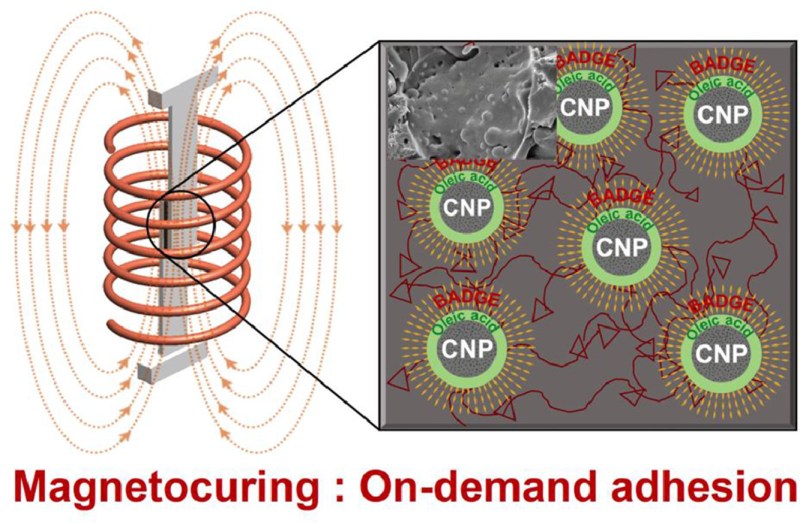
Who doesn’t love epoxy? Epoxy resins, also known as polyepoxides, are an essential adhesive in many applications, both industrially and at smaller scales. Many polyepoxides however require the application of heat (around 150 °C for most types) in order to cure (harden), which can be complicated when the resin is applied to or inside layers of temperature sensitive materials. Now researchers at Nanyang Technological University (NTU) in Singapore have found a way to heat up resins using an alternating magnetic field (PDF), so-called magnetocuring.
As detailed in the research article by R. Chaudhary et al., they used commercially available epoxy resin and added nano particles of a MnxZn1-xFe2O4 alloy. This mixture was exposed to an alternating magnetic field to induce currents in the nano particles and subsequently produce heat that served to raise the temperature of the surrounding resin to about 160 °C in five minutes, allowing the resin to cure. There is no risk of overheating, as the nano particles are engineered to reach their Curie temperature, at which point the magnetic field no longer affects them. The exact Curie temperature was tweaked by changing the amount of manganese and zinc in the alloy.
After trying out a number of different alloy formulations, they settled on Mn0.7Zn0.3Fe2O4 as the optimal formulation at which no resin scorching occurred. As with all research it’s hard to tell when (and if) it will make it into commercial applications, but if this type of technology works out we could soon be gluing parts together using epoxy resin and an EM field instead of fumbling with the joys of two-component epoxy.
(Thanks, Qes)














replace the filament extruder with a hard drive write head on a stick dipped into a bath of this epoxy. sub mm accurate 3d prints?
Woohoo thousandth of an inch steps and layers, estimated time to print a cubic inch, 32 years.
actually, if it worked it would be useful to build things like microfluidics and MEMS sensors which are SMALL and require ultra precision. So, if it would work in 3d printing at that scale it could be really useful. The real issues I think would be trying to wash the part clear of the non-cured resin.
Take a look at this, a model of a castle printed on the tip of a pencil. Super impressive IMO: https://www.youtube.com/watch?v=mdup3w7DCZE
So its inductive heating a metallic epoxy, need to try this on metallic epoxy.
It’s a ceramic (a ferrite; perhaps a common one), not metallic. Probably pretty cheap stuff you can buy a OTS from the right folks,already formulated for a particular Tc
No, you need to use a filler with a complex magnetic permeability of the form u + iu’. When excited with a time varying (aka a complex ) magnetic field the real part of the permeability gives you a flux that is out of phase with the applied field ie. an inductive flux component. The imaginary part of the permittivity gives you a flux component in phase with the applied field, ie a resistive component. Remember i x Real = iReal, i x i = -1. The manipulation of the Curie temperature to control the cure temperature is very smart, usually you’re looking to pick a ferrite with the highest Curie temperature you can find.
How is this not RF heating with a Maxwell Induction Current? Mann-Russell Electronics sold RF heaters that run at about 1MHz since the 1940’d. Big ones, megawatt, allow wood glues to cure in 4 minutes and are used for continuous laminated beam presses. Handhelds can be run along a seam. They were used in building the wooden mine sweepers of WWII. (BTW they made their own transformers that found a second market with radio broadcasters.)
As an employee of Mann-Russell Electronics, I need to correct 1 thing…the RF generators operated at 6.78 Mhz (100kw),13.56 (50 kw) Mhz, or 27.12 Mhz (20 kw).
Russell, I can’t find Mann-Russell Electronics contact information to request an MSDS. Is your company still around? I bought a process line several years ago and need their MSDS for a Coal Tar Dye Concentrate. If Mann-Russell is still around can you let me know? Thanks kindly!
Nononono! Think about it: It’s like laser sintering, but you can print IMAGINARY parts!
If you’re gonna try it with JB Weld, bear in mind that it’s steel filled so the Curie temp might be way up at 770C, that’s a scooch more than even JB Weld can handle. So you might wanna point a PIR sensor at it or something.
And here I were sitting thinking Epoxy that cures if exposed to a sufficiently strong magnetic field would be mighty useful in some cases.
Inductive heating of it is still nice, but disappointing compared to the expectation.
Well you’ll just have to invent your own, with tiny little microballoons of hardener in, that have tiny little needles inside, that pop them from the inside when pulled by a strong field :-D
I like how you think
I were more thinking that the magnetic field effects the bonds in the material.
For an example if one has a molecule that changes shape in a magnetic field, then that change of shape can result in it having different reactions with other materials around it. For an example suddenly become a catalyst for the reaction.
If such materials exist is though a different question.
I didn’t read the paper slowly and in intricate detail… more a cursory review.
However, looks interesting considering different manufacturing operations needs and limiting energy to cure and allowing for situations where penetration can be deeper and processing of the adhesive applied parts can be performed more flexibly I’m thinking.
I was also thinking something more a an epoxy with some sort of exotic electric and/or magnetic field or force characteristics with something to do with magnetic field curing affecting the properties more than just the epoxy cure, epoxy set time and epoxy cure time.
Something like a paint imparting novel low frequency characteristic to lower radar cross section at certain wavelengths doesn’t appear to be detailed. Oh well.
Really thorough experiment and great detail.
After reading the abstract something like vinyl or other plastics ultrasonic welding came to mind and maybe something like that technique can be applied for more controlled area or volume with higher penetration epoxy curing?
I don’t know, I didn’t study polymers and/or adhesives since didn’t want to be exposed to the effusia in my career being that I was at one time more hypersensitive to everything… not like I’m not anymore. Reminds me of shoveling the snow this morning and since the holiday protein-polysaccharide gut metabolism funk, if I explain how my lungs felt to some they’d act like I have the COVID. B^|)
I want a thick adhesive goop that can be applied and is stiff enough to hold its shape (like cake frosting consistency) then hardens when given a jolt of direct current.
Another polymer that would be extremely useful is a dual phase curing silicone rubber. Mix a liquid with a liquid catalyst like a normal RTV silicone but then apply heat and pressure and it cures to a more temperature resistant state.
What application would that be useful for? Making complex silicone molds for lower melting temperature metal alloys for spin casting. The normal method uses 1/4″ thick discs of uncured silicone rubber. They can be cut and formed to half embed the master models, then a parting agent is applied, followed by building up the second half of the mold. The mold is placed into a heavy steel ring form with a thick metal plate top and bottom. The plates have a recessed edge so they push partway into the ring to compress the silicone. The form is then put into a heat press and cooked at 350F for one hour per inch of mold thickness. The compression combined with the expansion of the silicone while curing fills in gaps. Unfortunately there’s always some shifting. Parting lines can move, less robust masters can become distorted.
If the silicone could first be cast into the form as a liquid, just like when making an RTV mold for resin casting, *then* heated to make it resistant to up to 800F, it would be a revolution in the field of spin casting because making the molds would be so much easier, especially when more that a two part mold is needed for inserts, negative draft angles, and under cuts. Having already become a non-deformable solid, all the parting lines etc would stay the bleep put when the mold is clamped into the press for heating.
The tuned Curie temperature nanoparticulates are quite a neat trick and I can imagine several other uses for that.
“…CNP dispersed in BADGE for different concentrations (5–30 wt.%) ” – this is no longer a simple epoxy, but a composite with a substantial quantity of the CNP nanoparticles similar to metallic repair epoxies. I’d be curious to see what the longer-term effects on the cured structure are.
Not quite sure what you’re getting at here, but my first thought was, sure, this makes controlling the curing of the epoxy easy, but it leaves behind the characteristic of remaining highly dissipative even after it’s cured. This can be a good thing or not, but that’s the point of engineering – taking advantage of the properties of materials.