When one thinks about microscopy, it seems to be mostly qualitative. Looking at a slide teeming with bacteria or protozoans is less about making measurements and more about recognizing features and describing their appearance. Not all microscopes are created equal, though, with some being far more optimized for making fine measurements of the microscopic realm.
This 3D-printed confocal laser scanning microscope is a good example of an instrument for measuring really small stuff. As [Zachary Tong] points out, confocal scanning microscopy uses a clever optical setup to collect light from a single, well-defined point within a sample; rather than getting an image of all the points within a two-dimensional focal plane, the scanning function moves the focal point around through the sample in three dimensions, capturing spatial data to go along with the optical information.
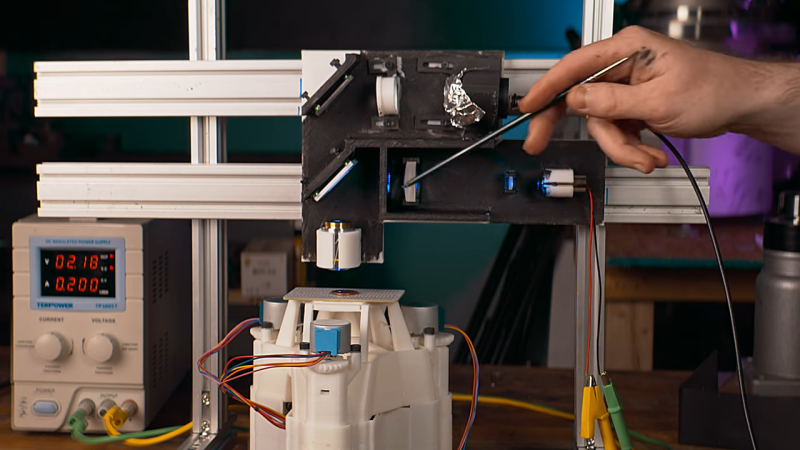
The stage of [Zach]’s microscope is based on OpenFlexure’s Delta Stage, an open-source, 3D-printed delta-bot motion control platform that’s capable of positioning samples with sub-micron precision. Above the stage are the deceptively simple optics, with a laser diode light source, an objective lens, and a photodiode detector behind a pinhole. The detector feeds a homebrew trans-impedance amplifier that captures data at millions of points as the sample is moved through a small three-dimensional space. All that data gets crunched to find the Z-axis position corresponding to the maximum intensity at each point.
It takes a while to gather all this data — up to several days for even a small sample — but it works pretty well. [Zach] already has some ideas for reducing noise and speeding up the scan time; perhaps a stage based on DVD parts like this one would be faster than the delta stage. We look forward to seeing his improvements.
Thanks to [smellsofbikes] for the tip!














Needs a polarizer in the detector path.
I wonder how hard would it be to build digitizer sensor with 0.05 to 0.3mm detection dot size, which i would be able to mount on my CNC router instead of traditional electromechanical touch probe. So i can use it to 3D scan objects and produce point clouds by scanning that using CNC gantry just like i would scan using classic touch probe.
Is your CNC capable of repeatable 0.05mm precision and accuracy, though?
Ya kind of doubt its claims
This is neat work, and the OpenFlexure is indeed an impressive piece of kit. Btw, if I’m not mistaken, modern confocal microscopy gets around the speed bottleneck by imaging many isolated points in parallel, e.g. by using Nipkow discs.
For this to be a ‘true’ laser scanning microscopy, the spot needs to be scanned over the FOV.. this is usually accomplished with a pair of galvo mirrors in the illumination path and an image relay system that re-images the scanned spot onto the sample.. this technique combined with a PMT should greatly reduce the acquisition time.
Spinning disk microscopy is the corollary: instead of moving the spot, you move the pinhole instead..
A leaf could be taken from another project posted here a few years back. Piezoelectric discs were stuck together to make very fine xyz adjustments. If that was then stuck to the head of this unit and used for fine scanning, so it acted a bit like the head on a CD drive.
Perhaps a CD drive could be used instead, it’s almost the same optical setup.
Apparently it’s already been done.
There is already a process to do this with a slightly modified traditional microscope called confocal microscopy. You use an objective with a very small depth of field, and incrementally adjust the focal point and record the images. Based on when pixels come in and out of focus, you develop a depth map. It can be done rather quickly, especially if the focuser and camera are synchronized and the image processing is automated. If not, you can still do this by hand, but it is more cumbersome.
Since you can tell which one of two measurements is “more in focus” maybe a faster search algorithm than a linear scan could help speed up the measurement. Especially if you already have an idea of the maximum slope of the surface being measured.
This is very true. However, it is still best to do a linear scan so that you are moving in the same direction for each image capture, regardless of how the motion is driven. BUT, adding a little bit of smarts can certainly reduce the length of the search. So while a true “algorithmic” search would go to what it guesses will be the target, and then moves in both directions until the true target is found, an “optomized linear scan” could start a tad higher than its guess, and scan until it is a tad lower than the guess (or until it is certain it found the target – all depends on if you are doing image processing after each grab or processing the images once they are all captured).
In any case, it often comes down to how much you know about your sample prior to measuring. The more you know, the more you can tune any searching/scanning routines to reduce unneeded movements/data collection.
Pretty dang interesting! The choice of specular reflective samples to scan is questionable. All metals and shiny stuff? I would have guessed a little piece of wood or mineral for a starter. Maybe a dried insect?
There is a laser scanning developed by Gaudi Lab in Switzerland using two DVD units
http://www.gaudi.ch/GaudiLabs/?page_id=652
François PIUZZi Physique sans Frontières
Thank you for the link Francois, that is very, very cool!
Would you ever consider scanning a largish (coin sized) object using this method? Even if it takes 10 days, I mean, why not give it a go? Please do this