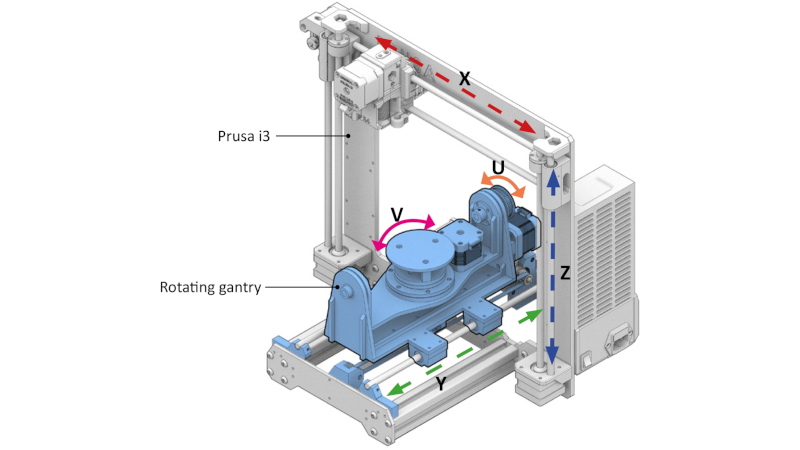
By now we’re all used to the idea of three dimensional printing, as over the last fifteen years or so it’s become an indispensable tool for anyone with an interest in making things without an industrial scale budget. There are still a few limitations to the techniques used in a common 3D printer though, in particular being tied to layers in a single orientation. It’s something that can be addressed by adding tilt and rotational axes to the printer to deliver a five-axis device, but this has not been available in an affordable form. [Freddie Hong] and colleagues have tackled the production of an affordable printer, and his solution fits neatly on the bed of a Prusa i3 to convert it to five-axis machine without breaking the bank.
The quantity and quality of the work is certainly impressive, with suitable slicing software being developed alongside the 3D printed parts to fit the two extra axes. For now all we can do is look at the pictures and the video below the break, but once the work has been presented the promise that all the necessary files will be made public. We can see versions of the hardware finding their way onto printers other than the Prusa, and we can see this becoming yet another piece of the regular armory available to those of us who make things.













Smoothieboard has supported 5-axis for a long while, and we’ve got lots of users doing 5-axis CNC milling and 5-axis laser work. I’d gladly send them a free board if they want to test it out. wolf.arthur@gmail.com
Smoothieboards are awesome. I tried the TinyG nonsense(don’t buy one because they’re “open source” because they clearly are NOT truly open source when you try to build a custom firmware) that was promoted here on HaD several years back and found it lackluster to say the least. I moved to Smoothie and love it.
Please don’t take this as a troll post… I love smoothie… But when will we see smoothie board 2.0?
We’ve been posting regular updates on the Kickstarter page if you want to see the history of what has been going on. In short, we’ve had to battle the worldwide chip shortage, but we’re now at the end of the road, with 95+% of components in our hands, and a final (confirmed) design with full working prototypes. Production is expected to happen in the coming weeks.
For all that I’m a diehard Duet user, I’m thrilled to hear that. The more good options in the space, the better. I wouldn’t use a smoothie board for a 3d printer personally, but it’s on my short list for CNC controllers.
It’s a shame you guys got smacked with the chip shortage in the middle of prototyping and production planning.
This is brilliant id love to do my design I have it 2d but bring it up to 3d I’m not sure how it’s done…x
Here is an update I wrote a few weeks back.
https://www.robosprout.com/smoothieboard-v2-february-update/
We have all the parts to produce the TMC2660 version on hand. Just need to finish the verification/testing on that version before we can produce. TMC2590 version we are waiting on a backorder (actually 3 from 2 vendors) which seems to perpetually get pushed back right before the expected ship dates.
I’ve gotten 5 emails so far from people saying they want the free Smoothieboard …
As I thought was clear from saying I’d send “them” a free board (“them” being whomever made the machine the article is about), this isn’t a free board for just anyone (that wouldn’t make economical sense), it’s a free board for whomever did this…
I replied that we are building a 5 axis large print Core XY TYPE cube. I may not have mentioned however we do have the Duet with a 7” touch screen. Far as I’m aware it was the only one I could find that could work with our servos and multi axis dual extrusign. I’m not sure the smoothie has this capability not I don’t know anything about it either. We may even run dual rotary tables on this for 2x parts. depending on the complexity we will see how 1 works first. I think we will knock it out of the park compared to this build. We will see.
Good day. I would like to know how to go about taking you up on your offer please?
Are you the person who made the machine in the article? If so, just email me at wolf.arthur@gmail.com
A friend and I are building a dual extruder printer right now that will be 5 axis on half, potentially both for 2x prints if this is successful. I imagine much will depend on the chosen control board.
We are utilizing a frame similar to the folder tech Ft-6, and slightly larger bed with ballscrews and servos. We’re building this as a FDM in anticipation that we can bring some new ideas into the industry for budget diy’ers. The plan is to print composites, CF, PEEK, and similar for the purpose of small batch 1 of a kind functional products and parts.
I happen to be searching Google for a 5 axis rotary table and ran across this blog. We want to see how off the shelf rotary’s work and possible compare a couple of models.
We both have experience building CNC’s and he has a extensive background in the 3d industry along with 5 axis polymer machining using a rotary head. I have more experience engineering and machining 3 and 4 axis bench top machinery and aerospace parts.
I would suspect we have another 2 months before we’re ready to dig into the wiring depending how quickly the remaining parts take to arrive from overseas. We’re only working on it over the weekends.
This printer will utilize dc to ac servos that require a minimum 36v to 48v dc. They’re the JMC IHSV42 models that have a built in inverter. I don’t know if smoothie board is compatible with these or closed loop.
I’ve used the larger model version of these servos on benchtop routers successfully and I think they will work great in this case.
To clarify we’re not necessarily trying to break any world speed prints only to optimize efficiency and quality. To invest this much time in engineering it is important that we get positive results.
If your offer still stands we would be like to test the smoothie and present our results on youtube. I can be emailed at (Bpalmeralan-at-yahoo-com) for more details. Let me know.
Looks nice, just a shame that 5 axis always takes so much of the build area away in a machine like this…
Still seems like there is a great deal that can be done with the technique in the 3d printer sphere so be nice to see more done with it, just perhaps starting from a slightly larger printer (or custom build for it) so there is a little more build volume left…
Mounting the 2 new axis on the Y-axis seems like a bad decision, it would make much more sense to use a base printer that has a stationary build plate like a delta, or a build plate that only moves in the z-axis.
Doing so you are going to limit the accessibility to the printed object, expecially the lowest part and with angles below “horizontal”. Just like 5 axis CNC machines with A+B axis on the head or on the bed can’t do the same things. One has bigger build area, the other has better 5 axis reach on the (smaller) part.
Also, tilting the head will negate the use of gravity for supportless print. And this may be the biggest point.
It’s fairly common on CNC milling machines that see much higher forces than a 3D printer ever will, although newer designs often have the spindle head flying in XYZ and the workpiece swiveling in UV As long as the base axis has enough rigidity and motor strength to handle the additional mass then there won’t be a problem.
Something worth mentioning is the work by [Rene K Mueller / xyzdims] on non-planar slicers and slicing for conical printing mechanics.
https://www.youtube.com/watch?v=MmyC-f4wOrE
German presentation on “RotBot”:
https://www.youtube.com/watch?v=7-Xz3MUOEAM
It’s by no means ready-to-use, but I see this as another necessary precursor design for the next generation of multi-axis 3D printers.
Why would a further two axes be beneficial? What can I print that I couldn’t before?
Structures that are strong in every direction needed for one. Adding strength by printing the layers in the necessary orientation.
Better surfaces.
Skinning the print after the fact to get rid of layer lines.
Print at once prints with moveable parts that are oriented in ways that benefit the motion after print.
I was wondering the same thing and googled it, apparently you can print stronger parts without needing supports in many cases, because you tilt the part so it’s facing straight up.
Not sure if it’s worth it for me either. I hope SLA printing will become mainstream at some point as the powder is the support.
Add a cylindrical bed and you could print a tubular object with better dimensional accuracy and surfaces than one interpolated on a Cartesian printer with a flat bed. Also you could alternate between longitudinal and circumferential layers for strength.
Any object that needs precise features on multiple faces.
Any object that needs long unsupported features in multiple axes.
There are plenty of examples given in the video, especially the “propeller” structure.
so idk why its being done with a delta….wouldn’t a core xy printer be more suited for this? the only thing the bed has to do is go in the z axes the head would do the x and y axes. normally those printer are much larger and would allow for a much larger build volume from the new axis. you technically dont need a big bed for these printers sense the axis allows for better printing but you do need a bigger frame ” hence the core xy ” to get that wider x and y movement. a printer like an ender 5 would be more suitable. if done on a delta a CR-10/20 would be more capable for those movements. love this idea and cant wait to be able to test this out on my dead ender 3. (( wont sacrafice my cr 10 for this mod unless i see promise in it being a better fit ))
Deltas can move in Z a lot easier/quicker than core XY.
With the extra axis’s. do you need to do anything in the slicer for it to recognize and use the new hardware? or will it just use it as is?
I’m a 3D Print Professional (not a machinist), so knowing absolutely nothing about CNC, or milling… how does a person get into 5 axis 3D printing on a Modix Big60 platform for example? Is there a kit? I’m very interested in applying this technology to my 3D printing services. Any feedback is much appreciated!
My research into this indicated the real roadblock was 4 or 5 axis slicer software. Building a multiaxis printer was comparitively trivial. Is that still the case?
Even real 3D slicing is still in it’s infancy. Most slicers are only 2.5d.
At least for a while I would expect it to remain much harder to slice with more axis automatically, though with the number of recent studies in alternative slicing algorithm etc better tools to make the process easier than creating/modifying g-code yourself are certainly coming.
However printing (and machining) are mostly 2.5d style operations by default with most processing tools – for good reason really when it comes to adding extra axis the order of operations, tool collisions, pass direction/depth etc really want extra human selections to set it up correctly, and I don’t really see that changing any time soon as making good choices around that complexity is going to be so situational – even more so in 3d printing having the layer bonding directional properties and surface finish to consider (which sometimes will be somewhat contradictory goals), so the tools are bound to improve but I don’t see the push button get perfect print with no manual intervention that is the normal 3d printer slicer experience happening, ever really as there will always be times you want to specify the order of operations and/or printing orientation for the purpose the part has…
re: Elizabeth Greene;
With all due respect I will comment that the (lets NOT call it “slicer” software ?) shouldn’t be all that difficult.
It has been solved a long time ago for milling – the math is well known.
For milling it is cutting until the desired outer surface is achieved – in printing it is depositing material until th e desired outer surface is achieved .
Slicer is relatively trivial, it is the outline at a giver value of z.
I would start out with the assumption that extrusions would be mode on contours which are same distance from 0,0,0,0,0 and the initial one is a dot. From there I think the core would be built outwards in the form of a hemisphere – until an outer surface is reached.
Each “protrusion” from that core hemisphere and subsequent protrusions from those – just do the contour maps.