In case you’re not closely following Egyptian Machinist YouTube, you may have missed [Hydraulic House]. It’s gotten even harder to find him since he started posting under[بيت الهيدروليك]. Don’t let the Arabic put you off, he delivers it all in pantomime.
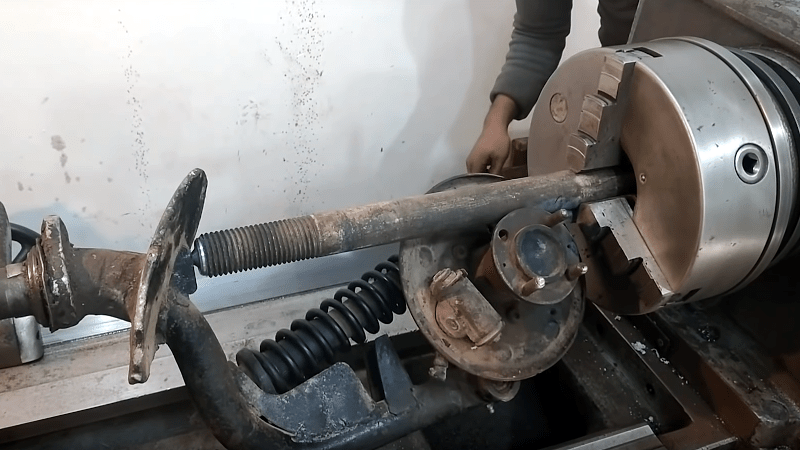
A recent drop is “How To Turn Irregular Shapes On The Lathe“. We’re not sure, but think the part he’s working on is the front suspension of a 3 wheeled auto-rickshaw. The first metal at the center is over 30cm from the bottom. No problem, he just makes a long driven dead center from a bit of scrap material and goes on with his business.
By no means is this the only cool video. We liked his video on a remote pumped hydraulic jack and one on making your own hydraulic valves.
If you’re into machinist-y things, don’t miss him. Every video is full of pretty nifty tricks, sometimes made with a zany disregard of some basics like “maybe better to have done the welding before mounting in the lathe”, turning with a cutoff tool (I think), and occasionally letting go of the chuck key. It’s definitely ‘oh, get on with it’ machine shop work.
We love videos from professionals in the developing world making with relatively simple tools. Often hobby hackers are in the same position, milling with a lathe and some patience instead of a giant Okuma. Not long ago we posted this article about making helical parts , with the same ‘imagination and skill beats more machinery any day’ vibe.














Why leave the chuck key inside?
You stop doing that after the first flying chuck key incident… It’s one of the first things that got hammered into my apprentice-brain though…
I have done it precisely once. Lesson learned, for myself and those around me.
Somehow I suspect I would continue forgetting long after that… I’m not the best at learning to do things repeatably…
“Our” bank of lathes had catch nettings between them. Each was just a large rectangle made of pipes with a steal mesh. By the looks of them they were very needed.
I do it to annoy YouTube commenters.
when there is another 30+ lbs of off center mass whipping around that could very, very easily end your life, why bother?
> occasionally letting go of the chuck key
For the benefit of someone who’s not got a lathe, what’s he doing and what’s the best practice?
Best practice is if the chuck key isn’t in your hand, it’s not in the chuck.
Chuck key left in lathe
No cutting fluid
Touching hot bars with bar hands
Using a cut off bit turn along length of shaft
This was not a great demonstration.
Totally agree. I’m 61 years of age. Been machining since I was 22 year old. Have seen more than once what dumb shit like this can do. Only takes one time. And when you get cocky and think you’re too good for it to happen to you, well……… Safety first. Even if it ain’t cool.
I agree. Lots of things I would never had done.
not a machinist, but the narrow tool he uses to even out his additive welding, it seems to flex a lot; it leads me to want to wear safety glasses while watching the movie.
Stupid question: I’d have expected more lubrication, isn’t that what you usually do when you chisel off significant amounts of material on a lathe?
Also, isn’t the fact he’s not doing the additive welding in one go and also not clean the original surface nor the freshly added metal more intensly than hitting off slag going to be a problem? In the ends he has treads that are weld on top of oxide/slag/dirt, and because they’re not attached in a big area, wouldn’t pieces always been prone to breaking off?
The tool he uses is to cut grooves for circlips or – the wider variants – to cut off stock and parts. You CAN use it like that but it isn’t designed for this load.
The narrow tool is a parting blade. And you are quire right, it is not really designed for travelling along the Z axis (long axis) of the lathe, but to plunge in directly. One could use it to plunge, move over a little more than the width of the tool, plunge again and so on. Then carefully clear up the small areas left behind. But turning welded bits and pieces of material is generally a bear.
The welding may be less of a problem. He’s using stick welding, and that technique is very messy in the first place and likely will blow away any remaining slag underneath. It can be used outdoors, on farm equipment etc. And it is mainly being used to build up a region to cut threads into, rather than join two load bearing rods together.
re: lubrication. Some metals require it, some do not. For example, cast iron is self-lubricating with the high carbon content and you can get a good finish without it. Other metals definitely can benefit from some cutting oil. The higher speed (like high speed CNC) often use fluids as lubricants but also to flush away chips for better surface finish and for cooling, which becomes significant when higher cutting speeds are used.
But for this, naw, he doesn’t need cutting fluid.
If you are living in a country where you are able to upload video’s to youtube, you should also be able to use it to improve your skills. Lately i see far too many video’s where people are doing extremely poor lathe and or welding jobs. There are like a million welding an fabrication channels out there, some extremely professional, make use of them, be proud and be a better builder.
We rushed to give cellular connectivity to the 2nd and 3rd world. We didn’t rush to give them a home depot store in every minor town and city.
Some places in Africa have cellular service and still hand pumped wells for the village.
There are priorities and something work well enough not be be one.
Some places in the USA have worse internet connectivity than the 3rd world…
+1
That’s a vintage Vespa fork, an older 8″ wheel one I think (4 bolt hub). Could be out of an Ape
Old auto-rickshaws were Vespas!
Some men just want to watch the world turn
Can a machinist explain why he didn’t just cut the bar above the damaged threads, repair the threads and then reattach to the bar? Seems a lot less cumbersome than spinning the whole part.
I don’t know if I count as a machinist, but:
If he were to cut it and weld it, it would be difficult to get it back together straight. The part has a weird geometry and the position of the axle relative to the axis of the steering shaft is important for the handling of the machine.
Also, it is very hard to weld a shaft back together at full strength. Full strength _and_ straight relative to something not easily measure to? That’s not something I think I would even attempt.
If he builds up the threads and re-cuts, if they fail again then the vehicle has the same fault that it came in with. If he cuts the shaft, re-welds and then the weld fails, then the result might be a lot more inconvenient.
It takes time but ive welded point to point , checking straightness with dial indicator just so you have 100 percent penitration. Then keep welding around not across.
I’m all for hacks and whatnot, but this could easily and promptly be fatal if a sleeve, then arm, then spine and head gets sucked in, all within about 1-3 seconds. Hardly “cool” and “let’s get on with it,” more “if I ever saw you doing that in a shop, especially mine, you would never be allowed back under any circumstances.”
There are many, many safer ways of doing this. One example: You could chuck the work in the through-hole of the 3-jaw chuck, mount the chucked part on the cross slide and put and endmill or other toolbit in the headstock. Sort of like a “mill it on the lathe” setup. That way the work isn’t whipping around trying to, again, literally kill you.
That would be better, certainly, but you are somewhat glossing over the fixturing, which would require a bracket to hold a 3-jaw chuck on the slide, at centre height.
Doing it on the lathe is certainly one way to do inverted threading (and it’s an idea I have filed away for future puzzles, thanks)
Adjusting the cut with such a setup isn’t easy unless you have a boring head. ( https://photos.app.goo.gl/6EusKcuMPRvfFA8n6 ) But then boring heads are fairly scary, whippy, grabby things too, just more accepted through familiarity.
Actually, I think I would’ve used a V-Block on the edge of a mill table, then used a boring head to turn the OD, and run a die by hand to rethread it. I’ve done things like that before. This kind of crap in this video is just too sketchy for me. A boring head isn’t half as scary as having that huge mass flying around like that.
not sure if my other comment will get posted, but short version: this looks really, really unnecessarily dangerous, and doing things like this could result in death. Even in developing countries, there is no excuse for this. Promoting this practice as “cool” is poor form.
I can’t think of too many other ways to do this. (Not that I am claiming that I can think of all possible ways)
I might have considered the reversed setup, but that makes the shoulder that he is threading up to rather more of an issue, and with his setup the big whirly dangerous parts are all at the same end and easier to keep clear of.
Inverted turning on a milling machine might work, but not many folk can do inverted threading. (I can, but haven’t seen anyone else do it: https://youtu.be/PvBrDdwYTfw ). But neither have I watched all of YouTube, so could easily have missed it.
Basically this is a failry standard between-centres turning job, with the interesting quirk of using an extended drive-side centre.
I suspect that he has a limited choice of lathe tools (we only see two, a braxed carbid threading tool, a pating tool, and the same parting tool re-ground for threading.
But he got the job done.
He didn’t need to wear long sleeves. That’s just reckless.
I guess there’s a reason he’s on this website. Another day, another Hack. And I’m talking about the machinist, not the job.
The interesting and unanswered question is how he got the centre (slightly above the hub) on the workpiece. If it had been there since the assembly was manufactured and the hub etc. couldn’t easily be removed, it would go some way towards explaining his workholding choices.
But I dread to think what state his lathe’s headstock bearings are in if he regularly welds in it.