ABS is a durable material that can be 3D printed, but requires a 100° C build surface. The print bed of [Pat]’s Bambu Lab A1 Mini is unable to get that hot, which means he can not print ABS…or can he? By fiddling a few settings, he prints ABS no problem with only a 60° C bed, thanks to a PLA interface layer.
Here’s what’s going on: first [Pat] prints a single layer of PLA, then does a filament swap for ABS (which the printer thinks is PETG with extrusion temperature bumped to 255° C and a tweaked flow rate) and lets the print finish. The end result is an ABS part with a single layer of PLA at the bottom, all printed on a 60° C bed. That PLA layer peels off easily, leaving a nice finish behind.
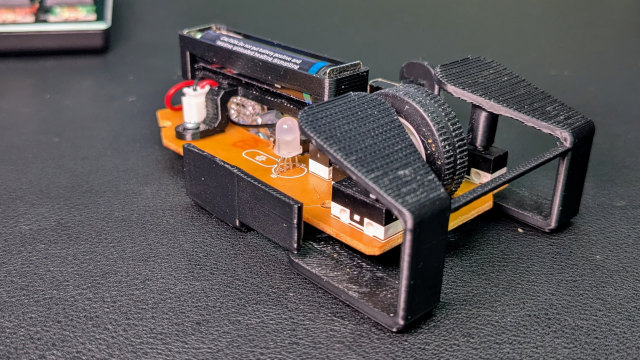
[Pat] is printing small parts in ABS for a custom skeletal mouse shell (pictured above) and his results are fantastic. We’re curious how this technique would fare with larger ABS objects, which tend to have more issues with warping and shrinkage. But it seems that at least for small parts, it’s a reliable and clever way to go.
We originally saw how [JanTec Engineering] used this technique to get less warping with ABS. As for why PLA is the way to go for the interface layer, we’ve learned that PLA only really truly sticks to PLA, making it a great interface or support for other filaments in general. (PETG on the other hand wants to stick to everything but PLA.)













My printbed never screamed at me.
But it did gave me disappointed looks.
Hmm. You’re lucky. For me, it’s usually the other way around. My printbeds get disappointed looks from me. And I do the screaming.
(Current issues: One Creality “carbon” glass bed is worn out, and requires annoying regular application of glue stick, and cleaning of said residue. And another lower-temperature printer uses BuildTak on heated aluminum, which loves to delaminate if you try to remove a print while it’s still over 60 C. That one’s currently out of service until I can replace the BuildTak layer. I can’t complain too loudly — this is about 15 printer-years and several thousand prints on.)
I’ve had the same buildtak issues with my DIY 3D printer and I’ve decided to replace it with a magnetic base and spring steel sheets coated with PEI. Should arrive next week. Luckily the buildtak surface was easy to remove. Buildtak also gets bumpy at higher temperatures so it’s probably better to use something else if you want to use higher bed temperatures.
There may be kits you can buy on Aliexpress for your printer, or adapt a larger one to your size.
My 3D printer as a 6mm thick tooling plate as build plate and I’m using a 750W AC heater, it’s easy to get to well over 100 degrees.
Yep, 0.25″ MIC6 here too. Tried magnetic base steel sheets with poor results, but that was 5+ years ago. I should look at them again.
This. Both the smooth and textured PEI plate varieties are great upgrades over glass and similar. It can still be worth using a glue stick with certain filaments on the smooth ones though, to serve as a sacrificial layer for certain filaments that stick too good. I have some LikeSilk ASA that sticks just insanely well. Most of my other filaments release relatively easily when cooled and/or flexed though. Oh yeah, that’s another worthwhile benefit of magnetic spring steel: You can bend them!
That ABS won’t be durable when printed like this. It’s going to have absolutely awful layer adhesion. Amorphous polymers, like ABS, should be printed in a chamber near its glass transition temperature (around 80C in this case) to achieve the expected properties. This “hack” will only produce trash parts. Not to mention the health hazards of printing ABS without an enclosure. Enjoy the fumes…
A high-durometer TPU, something like 75D shore hardness, would be well suited for this application with the added bonus of printing quite well on an unenclosed machine.
60°C ambient do it great, anyway…
The cool part of PLA as an interface here is it means you can use those fancy new CryoGrip build plates to bring the bed down further to 30-50C.
There are a few issues here though
* Support interface instead of flat on the bed is worse for nice flat surfaces
* ABS likes high chamber temperatures (50-70C, even up to 90C if you use the similar ASA)
Still, this has inspired me to look into a MMU just to save electricity.
So you made me figure it out…
My biggest printer consumes about $0.30 of filament per hour on average.
When it’s running cold (e.g., for PLA) it burns about 100 watts, $0.02 per hour
When running hot (ASA, PC), after warmup it eats about 250 watts, $0.05 per hour.
Other consumables and wear items take about as much as the filament, so total running cost for ASA or PC printing is about $0.65 per hour.
Avoiding requiring heating would save me $0.03 per hour, less than 5% of my operating cost.
Payback on a MMU bought expressly to save money on electricity would be, what, 5000 hours? Assuming you waste zero filament in purge.
I mean, there are lots of other good reasons to do this, but I’d have a hard time buying the “save electricity” rationale.
The bottom layer of an ABS-on-PLA print like this comes out quite smooth. Not the glossy smooth of something like a glass build plate, but flat and smooth when you peel that single layer of PLA off.
I’ve never had the luxury of printing ABS in a heated enclosure, but my first printer a decade ago couldn’t print PLA due to heat creep. There are a lot of models that you can successfully print just fine in ABS or ASA without an enclosure. Especially the smallish functional parts that might need some of ABS’s properties to survive. You get a feel for the sort of shapes that will be problematic.
You should consider owning something like Bambu’s AMS. Multimaterial supports are a game changer in some situations!
I used to print ABS all the time on a printer with a bed that could only go up to about 60° (or 70° on a good day). The key things were making sure there were no stray air currents. (Enclosing the printer… a big box will do in a pinch). And using ABS Juice. I used to keep little jars in which I would place pieces of supports and failed prints, add acetone and let it sit. The multiple jars were for different colors.
Actual paint brushes didn’t survive that mixture well so I would cut little strips of cereal boxes or similar cardboard from the recycling bin. Then I would cut a bunch of parallel slits in one end to make little fingers. That was my brush to brush it on.
This worked great until I got my first all-metal hotend and discovered PET-G was so much easier. I never really like PLA because it’s glass transition temperature is low enough one has to be careful where they leave printed items. (no hot cars or attics!)
Or you can sell the A1 and buy a Qidi Xplus3 with a heated chamber and you can print almost everything (except peek and ultem obvs) for £419 now. And in a couple of months you can add the equivalent of the AMS. Ah and it’s bigger 😉 you can thank me later.
Quicker to just smear a layer of abs slurry on bed then print. ABS slurry is a mixture of abs plastic and acetone
Genius!!!! Can’t wait to get some consistent decent ABS prints. I guess that is why my PLA sticks so well to my board that I have residue from an partially successful ABS print at about 85°C sneared on it!!!