[David Cook]’s summary below the write-up of his experiences working with a bismuth ingot is succinct.
“I wasted a weekend learning why elemental bismuth is not commonly used for metal parts.“
It’s a fair assessment of his time spent growing unspectacular bismuth crystals, casting a bismuth cylinder that cracked, and machining bismuth only to be left with a very rough finish. But even though he admits the exercise was unsuccessful, he does provide us with a fascinating look at the physical properties of the element.
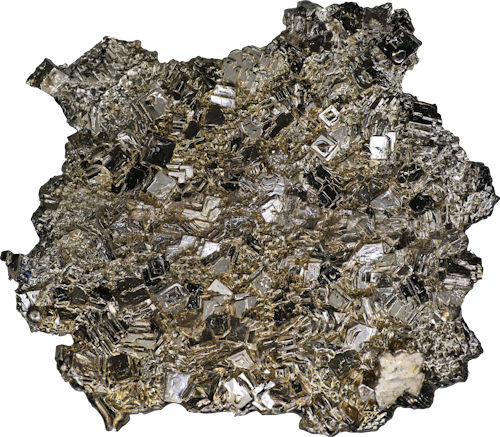
![This is what [David] wanted to make. Alchemist-hp + Richard Bartz with focus stack. (Own work) [CC BY-SA 3.0], via Wikimedia Commons](https://hackaday.com/wp-content/uploads/2016/08/bi-crystal.jpg)
Bismuth is one of those elements you pass by in your school chemistry lessons, it has applications in machining alloys and as a lead replacement but most of us have never knowingly encountered it in the real world. It’s one of the heavy metals, below antimony and to the right of lead on the Periodic Table. Curious schoolchildren may have heard that like water it expands on solidifying or that it is diamagnetic, and most of us have probably seen spectacular pictures of its crystals coated in colourful iridescent oxides.
It was a Hackaday story about these crystals that attracted [David] to the metal. It has a low enough melting point – 271.5 °C – that it can be liquified on a domestic stove, so mindful of his marital harmony should he destroy any kitchen appliances he bought a cheap electric ring from Amazon to go with his bismuth ingot. and set to work.
His first discovery was that cheap electric rings outdoors aren’t very effective metallurgy furnaces. Relocating to the kitchen and risking spousal wrath, he did eventually melt his bismuth and pick off the top layer once it had resolidified, to reveal some crystals.
Unfortunately for him, instead of spectacular colors and huge crystals, the sight that greeted him was one of little brilliance. Small grey crystals with no iridescence. It seems the beautiful samples are made by a very slow cooling of the liquid bismuth, followed by a quick pouring off of the remaining molten metal. Future efforts, he assures us, will involve sand-insulated molds and careful temperature monitoring.
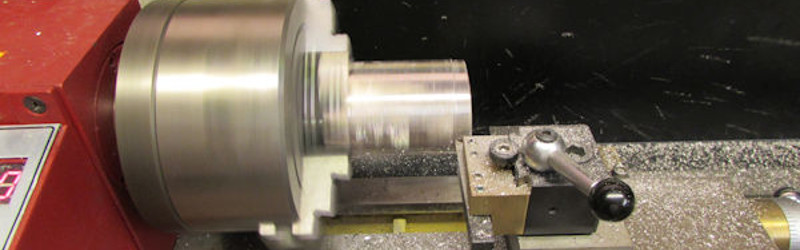
Undeterred, he continued with his stock of bismuth and embarked on the creation of a cylinder. Early efforts with a clay mold resulted in cracked cylinders, so in desperation he cast the entirety of the metal in an aluminium baking tray and cut the resulting ingot to a rough piece of stock for turning.
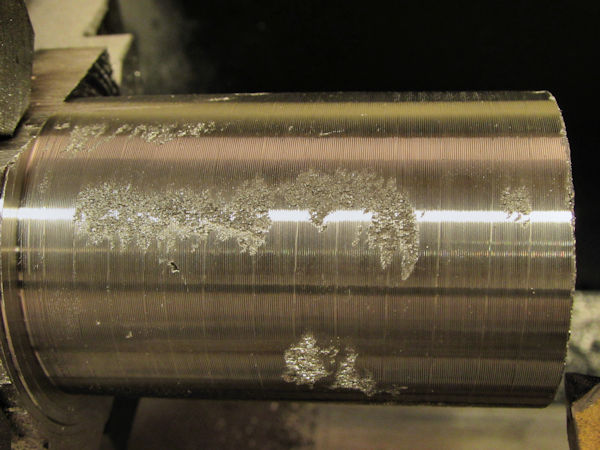
With the bismuth in the lathe, he then came face to face with what he alluded to in his conclusion above, why machined bismuth parts aren’t something you’ll encounter. His cylinder came out with significantly rough patches on the surface, because bismuth is both crystalline and brittle. He suggests improvements could be made if the metal could be solidified with fewer crystals, but it’s obvious that elemental bismuth on its own is not a winner in the turning stakes.
We suggest you take a look at [David]’s write-up. It may be presented as a Fail of The Week here, but in fact it’s more of a succession of experiments that didn’t work than an unmitigated disaster. The result is an interesting and well-documented read that we’re sure most Hackaday readers will gain something from.
Aside from the bismuth crystals linked to above, we’ve featured bismuth a few times here at Hackaday. A low-temperature soldering process used it in an alloy, and we’ve even featured someone using it in another alloy to print using a RepRap.
Thanks [nebk] for the tip.
 Fail of the Week is a Hackaday column which celebrates failure as a learning tool. Help keep the fun rolling by writing about your own failures and sending us a link to the story -- or sending in links to fail write ups you find in your Internet travels.
Fail of the Week is a Hackaday column which celebrates failure as a learning tool. Help keep the fun rolling by writing about your own failures and sending us a link to the story -- or sending in links to fail write ups you find in your Internet travels.














Looks like a good learning experience. Didn’t require first aid.
How is that a ‘fail’?
because he didnt get to the expected goal. so it’s a fail. i made 3 cnc machines. first 2 didnt work at all, with both i learned about rigidity and how to properly make parts for the machines. both were still huge fails. because i didnt meet my expected goal.
There are times you learn more from fails than you do successes.
If you succeed so often, you never experience the little failures and, thusly set yourself up for a spectacular FAIL.
I don’t know about you, but I rarely learn from success, it’s failure that truly inspires and educates.
Fails can be things that just didn’t work, they don’t have to be disasters.
“Fail” is a clickbait word that your work into article titles on the flimsiest of excuses.
Some thing tells me you are the NASCAR kinda guy.
You failed when what you end up with is worth less (to you) than what you started with.
But what is his education worth? He now knows quite a bit more about bismuth than he did before. And what about the education of the rest of us? I didn’t know you couldn’t machine bismuth (not that I would have ever tried, but interesting anyway).
Having become exhausted from arguing over what constitutes a “hack”, I see we’ve moved on to “fail”.
Mankind will make just about anything into a competition. Like wise there is very little that mankind will not piss and moan about.
And don’t forget about Indefinite Levitation:
https://www.youtube.com/watch?v=A5pZZJ23rDM
Not no energy cost. The energy it took to lift the magnet into place or in some way get it higher in the gravitational potential than the other part.
I think what they mean by no energy, is that you do not need to constantly provide electricity to a magnetic coil used in “Electromagnetic suspension”
Actually it brings some good questions:
1) if an electromagnet keeps an object steadily levitating by counteracting gravitational pull on the object, is energy loss induced by that any higher then just I*R*t ohmic loss in the windings? If yes, then where this additional energy goes? How it changes when object is kept levitating further down from electromagnet?
2) If we were to make a system using permanent magnet to do the same as in first case (by enabling a controller to rapidly move the magnet towards or from the object to correct for its position), how much energy would that require (assuming steady state) compared to electromagnet version?
3) Will magnet in case 2 lose its strength over time due to energy loss?
1: Heat
2: Entropy demands it is more energy than would be required to move the object the same distance normally. Nothing is 100% efficient.
3: Not due to energy loss… magnets derive their “force” from the aggregate arrangement of their atoms within their physical matrix. Magnets are victims of entropy, too… things decay over time. Granted that can be a LONG time, but it will eventually happen. Newton’s Third says you have to push against something, and eventually that something is going to change because of it.
Well, this is none of my bismuth, but possibly a PCD insert with a super fine tip will turn better. Or even a high positive polish carbide insert.
[youtube https://www.youtube.com/watch?v=8X_Ot0k4XJc?rel=0&showinfo=0&w=420&h=315%5D
Not a fail; no cats were shooed away from any acetone fires.
2meta4me
I adapted one of those universal lathe tool post adapters to hold an old Dremel extension (the pen like metal cylinder…not the plastic abomination you buy now). I can then put various grinding and sanding attachments in the chuck and do some really fun things with weird and very hard metals. You might try that. Clearly it can’t be cut reliably.
I don’t know – trying to grind it with abrasives is likely to be a problem as the removed material will pack up on the wheel rather fast I would think.
I have to agree with other commenters here – this totally doesn’t seem like a fail to me. May have been a failure to achieve the original goal, but the discoveries made here (and their nice documentation) are a pretty cool result themselves. Nothing to feel bad about here.
I’d call this “science” more than engineering, as he was learning about the material properties and it’s limitations.
Specifically, an “applied science” experiment.
It can be ground, if large amounts of chilled coolant is used, and small amounts of material are removed with each pass (.010″ to .015″). Also, a spring pressure mold will reduce the voids in the material, and make for a more uniform crystalline structure.
Just my 2 cents.
He might need to try a different cutting angle. I assume his cutting tool in the lathe had a positive rake (think of how you’d whittle a piece of wood). He may need to try a neutral or negative rake (like spreading butter) to see if he gets better results. Granted, we’re talking plus or minus 5 degrees here, nothing crazy.
Right, all sorts of variety in cut quality from cutting angle and angle the edge on the tool is ground to. It’s not one size fits all among metals, you can turn aluminum and have it look that bad with the wrong angle….
The trick for when you know you are going to find voids in a cast part, that you are going to machine is to “peen” it. which basically means whack divots in it that will crush in immediately subsurface voids and secondarily give you a tougher surface. Obviously you don’t want to knock divots deeper than the amount you’re going to remove. This is particularly helpful in areas that it is critical to have a good finish, like parts where gaskets seal.
Yeah, I agree that what he has appears to be voids in the casting rather than the surface actually chipping off. Otherwise, upon better review of his pictures, the surface finish where there aren’t voids isn’t too bad.
Something I’ve also learned in manufacturing is that if you start to get a chattered surface on a cast part, chances are there are voids underneath the surface.
I don’t think that’s a good idea with a brittle crystalline material that isn’t very ductile….
for bismuth and other ultra hard materials ultrasonic manufacturing is often used, zirconia dental crowns are made in one piece this way.
Bismuth is ultra hard huh? What do you normally work in, clay and soap carving?
should have used brittle, i did conflate the two.
point is that there are fairly foolproof methods of machining the stuff.
Well, in fairness “hard” doesn’t always equal “strong”….
But “hard” sometimes means “difficult”, the opposite of “easy”. Since bismuth is not easy to machine, it can be called hard. Funny how words work sometimes.
Aren’t easy machining and crystallisation usually mutually exclusive in that for good crystals you need a very pure sample, and to make a metal more amorphous you need an alloy. Bismuth will alloy with a lot of metals, including the lighter ones such as sodium and aluminium, generally speaking mixing light and heavy atoms reduces the crystal size. For more details see Landolt-Börnstein – Group IV Physical Chemistry Volume 5b
Can Bismuth could be used to achieve very high pressures for the hobbyist?
Take a steel pipe with threaded end caps, and fill it with molten Bismuth. Drop in a block of graphite, and screw on the 2nd end cap and let the system cool.
Steel expands when heated, and Bismuth contracts. Looking at Young’s modulus for steel and Bismuth indicate that the resulting pressure when cool is in about the right ballpark to turn the graphite into diamonds.
It would take some doing to work with a hot steel pipe and get the end cap on without leaving much of an air bubble, but I think the results might be interesting. Maybe you could put the end cap on while cool, but leave a small threaded hole in one. Then heat up the system and use the threaded hole to add more molten Bismuth, then use a bolt to stop up the hole.
Looks to me that you’d be making a pipe-bomb.
You must be awfully scared of things that look like pipe bombs to post that.
It didn’t work on me, I actually know what goes into a pipe bomb, and Bismuth isn’t part of the recipe, and a pipe bursting isn’t anywhere close to “bomb”. And there’s no fuse, nor any way to control when it bursts, or even if it bursts, and no explosive, and no intent, and …
Nice try, though. Maybe go post over on Reddit – you might find people there who don’t know any science.
A metaphor is a figure of speech which makes an implicit, implied or hidden comparison between two things that are unrelated but share some common characteristics. You may think you understand science, but your grasp of the use of a figure of speech for rhetorical effect as a literary device in English, looks weak.
@DV82XL
I can’t tell if that guy got whooshed or you got drytrolled in the limpest way possible.
English isn’t my mother tongue so I half understand where comments like these come from. English is a minefield of idiom that can catch the unwary, and I have learned the hard way to be very careful before criticising something just because it look ludicrous on its face. And that is also why I answered as if it was a serious remark.
In Worst Case it would be something like a frozen cracked water pipe. Pressure is not equal to stored energy.
You’re suggesting building up pressure inside a capped piece of steel pipe? No red flags going off?
https://www.youtube.com/watch?v=HFMJp2xaKCk
Wear goggles when you’re making diamonds, for goodness sake :) And yes, I am aware that the LN2 affects the tensile strength of the cast iron. Doing this at around 300°C (or whatever temperature the pressurised bismuth freezes at) can only be more terrifying!
You must be aware that steel gets verry brittle in liquid nitrogen. The Household-pipe isnt designed for those temperatures. at 300C Steel schould be quite ductile and “flow” (plastic deformation) under high pressure.
He should trie alloys for this project, because pure bismuth has a romboedric crystall-structure, which makes it brittle.
Obvious trolling, you can’t even do hydrothermal synthesis in seamed steel pipe. Well the pipe will hold but the cap will blow out making a steam rocket, in this case a bismuth rocket.
Source: hole in ceiling of garage, near hole in roof.
Not trolling, and don’t be insulting.
How about drilling a hole through a steel block then, and tapping the ends to admit a similarly tapped steel end plug?
You could make the block and end plugs as thick as needed.
(Putting a hole through a steel block is pretty simple on the lathe. I might try that if I get some time.)
I don’t detect any trolling?
While not sufficiently clued-in to know if this kind of contraption could ever work (and haven’t got enough time/interest to get clued-in) it is obvious standard pipes can’t work due to the pressures involved. But from what I remember from diamond construction is that the “easiest” way to create diamonds is through high heat and high pressure simultaneously, doesn’t a low temperature approach need even higher pressures?
What happens if molten Bismuth dissolves Iron?
That’s a very good point.
I just looked it up, and it appears that iron, low carbon steel, and low alloy steel are considered good materials to make pipes for molten Bismuth (due to resistance to corrosion by the Bismuth).
Which came up because molten Bismuth/Uranium alloy was considered as a coolant in nuclear reactors. A little Uranium dissolves in the Bismuth, but otherwise the liquid metal makes for good heat transfer.
Source:
http://iweb.tms.org/NM/FrP-NM-0710-3.pdf
I think it’s likely that a standard steel pipe would burst, but one could drill a hole through block of steel and tap the end holes to admit corresponding tapped steel plugs.
With proper shielding, I see no reason why that wouldn’t work.
But if they do interact the Bismuth becomes an alloy and it’s characteristics change? There must be a coating that you could line the pressure vessel with that was inert and could handle the temperatures required. Possibly even a thin electrodeposition of a metal it does not react with?
It would work, but probably steel pipe would just burst and spray everything with molten bismuth. If not, then you would need to cut this pipe to get inside which could make a rather spectacular burst of solid bismuth shards. If this would not happen, then in the end it’s very impractical method because you would need new heavy pipe for every “test”.
interesting idea. I’d actually use large diameter round stock, bore it and machine internal threads and a tapered valve seat. Leave a section of material bored with a large ID above the plug threads to act a cup.
The plug would then have to be plunged down into the molten metal and screwed in. You might even get away with a small pressure relief hole that connects the top of the plug with the end of the threads. On cooling down, force cool the plug section a bit so that crystals form first there, sealing the microscopic residual gap.
If you’ve struggled for a while and result is a crap… alright, that’s FAIL. However, one could learn something useful even from FAILs, though its much better to learn from others fails. So no, I’m not going to machine bismuth I guess, it seems it really suxx a lot :D
But…but…bismuth-209 (the naturally-occurring isotope) is RADIOACTIVE!! Has a half-life of 19,000,000,000,000,000,000 years! (Alpha emitter. Just a fun fact.)
The potassium in your body is also radioactive, that means it contains a small percentage of naturally occurring K40.
Perhaps a look at various cutting fluids would be profitable. Different metals use different cutting fluids for good results. Aluminum is often machined with kerosene, cast iron doesn’t require a cutting fluid, and the historically-used fluid for machining copper is…milk.
Prfesser
There are a few things I can see, personally, that I’d suggest experimenting with. As a couple of others have brought up already, use a negative rake (and larger tip radius on the insert) with coolant of some sort. Also, experiment with speeds of both rotation and feed. Check the tip of the cutting insert for material that has fused to it. That can dull the cut, causing heat, which causes more material to fuse to the insert, causing a vicious cycle.
Looking at the pictures, it looks like there were voids in the cast material. My suggestion would be to preheat the mold to remove moisture, pour slowly, and use percussion to knock loose any air pockets.
You could use it to make a butt-load of Pepto Bismol.
remind the spouse of the cheap moves that no other spouse can copy and the spousal wrath is solved or remind the spouse like out of back to the future part 2 and that will bring the spouse back in line
I use a fair amount of low melting bismuth alloy (bismuth/tin/lead/antimony eutectic, melts in hot water, zero expansion or shrinkage on solidification) for prototyping and fixturing and I haven’t had any particular problem machining it. The pure bismuth though, the ingots I buy to melt into prototyping alloy, they’re so brittle and the crystals are so poorly held together that they fracture if you look at them funny. I rarely even have an ingot arrive intact. This must be a known issue; the manufacturer bags each ingot so you can pour out the fragments. The alloy, on the other hand, while still not strong compared to structural alloys, is strong enough for all sorts of uses. For example I once used some to put an axe handle into an axe, and ten years of use later it’s still on solidly. So the cure here is to add alloying elements. Even a small amount of tin or lead would refine the grain structure enough to allow machining.
Way over my pay rate!