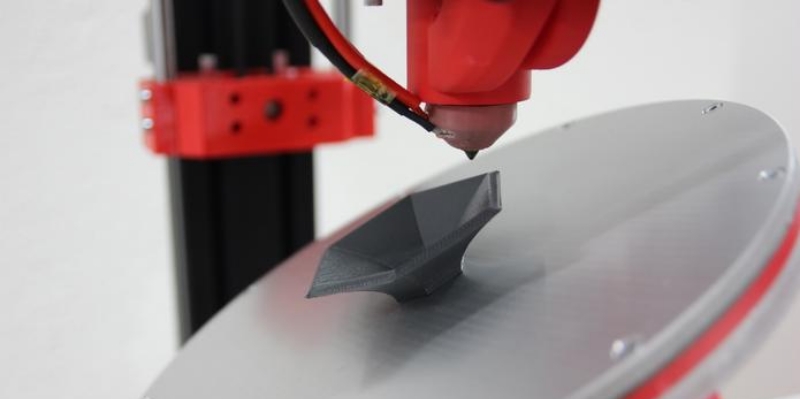
[Oliver Tolar] and [Denis Herrmann], two students from the Zurich University of Applied Sciences (ZHAW), designed and produced a 3D printer prototype that has a movable printing bed that can tilt. By tilting, objects with critical overhangs can be printed without the additional support material. The printer has six axes, three axes control the print head as usual and three other axes control the printing bed, allowing a wider range of movements.
The students claim that besides saving on the support material this printer can actually save time while printing objects that need a lot of support since, we assume, it’s faster to tilt the bed than to print the support itself. In normal 3D printers the plate is always horizontal and the print object is built up in horizontal layers. In this printer, for large overhangs, the printing bed is held in such a way that the print object is pivoted until perpendicular to the print head. Of course, for round shapes it will probably be different but we only saw it in action in one demonstration video. There is also the plus side that, when a print finishes, it’s finished. No x-acto knife to remove support, no sand paper, no time wasted.
Having the software controlling the bed properly was more difficult than the assembly of the printer, they said. It is still under development as it cannot, for example, simultaneously move the print head and printing bed to produce a continuous print.
It looks cool and we wonder… how much speed up can we get from such printers? How much will be the extra cost and will it be worth it?
[via Heise.de]














I like the effort but you could just use a support material or print the entire Z axis at the same time and dramatically speed things up instead of making things far more complicated and still require you to print a single point at a time.
Reminds me a bit of this machine.
https://www.youtube.com/watch?v=oaIOrQi2HLM
But what if you were looking for materials savings, or you don’t want all your lines to be planar, or you just don’t want to clean up a whole bunch of supports?
There’s a reason we have 4- 5- and 6-axis CNC machines. No reason we can’t apply the same to 3D printers.
CNC is subtractive though. 3D printing is additive. Entirely different process, although as in the above example, you can comingle them together to best utilize the advantages of both, particularly for metal fabrication purposes.
When you are 3D printing, you fundamentally have to be planar. You have to create the entire Z layer if you want to produce a 3D object. Some supports are either very easy to clean up with a quick bulk process (waxes, etc) or are liquids that are removed by simply removing the finished print from the uncured resin.
A 6 axis 3D printer feels like the wrong approach to things both short and long term except for some very niche 3D printing applications (like the above laser/powder sintering machine). Maybe eventually when we are doing actual molecular fabrication then things will change but that’s not what any 3D printer is currently doing and the whole concept of an axis in that example starts to become difficult to define anyway. I guess I just fail to see what this brings to the table for a traditional extruder based machine (which I already maintain is a limited technology with limited future growth potential as it currently exists).
I want one of these 3D printers. https://www.youtube.com/watch?v=h9OBbsLYGOE
I want that 3D printer from Big Hero 6, with dual extruders on articulated arms.
http://4.bp.blogspot.com/-aO5D-8vEBx8/VMoMEWXL1YI/AAAAAAAADEg/qjalUJQ-6vk/s1600/BigHero6_Printing2.png
I want one of ???????????????????? 3D printers: https://www.youtube.com/watch?v=elkHuRROPfk
Really? You can’t see how this would be useful for any sorts of parts, and you think everybody is just itching to go whatever awful alternate route your proposing?
What exactly is the alternate you’re proposing again? Just print supports? What if the supports go into a place where they’re hard (or impossible) to remove?
I don’t think adding additional axes to 3d printers provides much of an advantage. It makes a small set of geometries easier to print, but a 5-axis printer is still unable to print the full range of shapes that support material allows.
In essence, you are spending a ridiculous amount of time and money (especially on the software side) for something with very limited benefits.
We should be working on support material and retractable extruders to avoid stringing and surface finish issues.
Try applying the same thought pattern to six axis+ milling machines. There are still shapes that can’t be done with such machines, still they are important for a lot of work.
Multiple humans with multiple goals have excellent scaling parallelism – I don’t see why these people should work on something that others, e.g. you, could do.
+1
We could, but the nature of the materials used in most 3D printers opens up options to addressing the problem that CNC machines couldn’t. e.g. transparency, solubility, etc.
I don’t think they (or I) were saying that this is inherently pointless to work on or that nobody should be doing it. I guess I just want to be realistic about what it would allow one to do when applied to existing point based plastic extruder 3D printing. Maybe somebody takes this and refines it better and then applies it to something else but as it exists right now, it still feels like a refinement of what is already a limited 3D printing method that provides a very niche level of improvement. That’s all, nothing negative intended towards the individuals working on the project as they seem like competent people.
No matter what though, the more complexity you get, the more external costs there are though.
Milling machines are typically sold by the number of axis capability they have and costs generally go up as you add more of them, all else equal. But the number of people or products or businesses that need them also drops as well as costs tend to go up when you use these machines. If you can make it on a 3 axis machine, you tend to do so because it is typically faster and less expensive. Not trying to discourage people from making those or even hybrid 3D printers with multi axis CNC machines either. Just trying to be realistic about the place that these type of machines will typically occupy given their limitations and extra costs and complexity is all.
That all said, 6 axis open source software would be pretty nice of a project for all of humanity to have access to. There are probably already efforts to do this underway?
I agree with what you’re saying, however the machining parallel is generally an incorrect one. A reason to use a 5 axis machine because it [the part being made] is faster and cheaper. Fewer setups => less time => less cost. While there are geometries that require 5 axis simultaneous movement, most of the time 5 axis is used as a cheaper faster better tool.
6 axis open source CNC? It’s called Linux CNC. Formerly known as Enhanced Machine Controller 2 or EMC2. Started as a government project so the source code had to be made available, without any copyright.
I guess 6 axis opensource software refers to CAM software. There is barely 3 axis ones for now.
yeah, there is no real good CAM past 3 axis for cheap, once you add the 4th axis the price goes up an order of magnitude and another order when you add the 5th axis (Im talking simultaneous 5 axis, not indexing 5 axis.)
Also one thing people dont realize about 5 axis cam is your machine has to be accurately modeled in the software, every machine is a little different, not by much but enough that code produced from one machine may not make acceptable parts on another of the same model. I have had to recommission some old CNC machines that lost their memory and getting them back to the same spots can take hours. One machine we had was found to have a tilt error on the A axis in parallel to the X by a tiny fraction of a degree which has to be compensated for in software. It gets expensive on all these extra axis.
Your comparison is inappropriate because there is no alternative to 5+ axis CNC. If you want certain shapes machined from a solid block of material your only option is a 300k-1.5m machine.
Soluable support can print literally every geometry a 5+ axis 3d printer can, at a fraction of the cost.
Geometry sure, but it can change the ‘grain’ of the part for superior strength by keeping design forces normal to the layers and limit sheer forces. I’m sure it could be leveraged aesthetically too. I that doesn’t justify the cost to me, but it may to someone. There are probably many other advantages, like support costs & ‘spindle time’ & post-processing time, that could make a printer out perform in the long term too.
Haha, you Earthlings are still 3D printing with your hotheads with a fixed vertically oriented position??
Marvin the Martian
All joking aside, apart form the gravitational factor, why are hotheads only utilized directly vertical? I could see sag issues if printed in other directions, but are there materials available that are laterally stable upon exiting the hothead?
A tilted printed works just as fine as long as mechanics helds.
A few people are working on it, but it’s very complicated. For a delta to tilt well without adding weight to the effector, you need 3 more axes. You’re literally adding three more degrees of freedom and controlling that is probably pretty complicated. Even on a cartesian, its two more axes, and you add more weight to the carriage to be able to tilt it well, i.e. repeatably, more weight means slowing it down even more to avoid things like ringing.
Not to trash these guys but I’m getting tired of being shown multi axis this or x # of extruders that. That’s the easiest part of doing such a thing, I can add an extra axis to my printer in a day without much effort, it’s not difficult. Show me slicing software to run it, then I will be impressed.
Most projects like this are hand coded, which is why they always show off simple objects like circles or hexes, they can copy and past code over and over again. Otherwise it’s just another useless demo of an extra axis we won’t be using any time soon.
totally agree. I can see the benefits of being able to print in 3D space as the model would have a lot more strength but the hard part is trying to slice a the model to print in real 3D space. Then again would you actually need to slice it or just create a tool path/post for some software that supports multi axis. it really would be nice to be able to just output the 3D model via a post and have it print rather than dumping it to an STL, then slicing it etc…
I agree. The slicer is the real core to any of these machines. I can create a 6 axis CNC right now, but those machines don’t do the 3D computation internally (like an industrial robot), they get ALL their pathing from the G code.
These mechanics would be useful on something like a MarkForged (and their custom slicer) where you’re trying to lay down continuous fiber reinforcement in very specific directions. That would greatly mimic tape layup fiber methods and increase the strength. In regular 3D printing, the mechanical benefit would be the reduction in planar fracture lines, again hopefully increasing strength. The strata would still be there, but hopefully somewhat more intermingled and less likely to shear fracture.
This, plus the fact that they couldn’t manage to make it use all axes simultaneously. Hence why the had to use a hexagonal shape, the simply weren’t capable of making it print a tilted circle.
I can see the use for this, but why 3 extra axes? As stands, the bed can tilt in all directions, but also extend and retract, which is kind of redundant considering the motion of the 3-d printer head; Surely a tilt/rotate on the bed would be sufficient? Either that, or swap out the delta for a 2-axis Cartesian system, and use the bed movement for the Z. Either which way, one of those axes is utterly pointless.
It’s just the nature of the stewart platform it is designed on. Buy three axes, get three more free.
Or a simpler approach to help with overhangs, have the entire 3d printer be tiltable by like 45 degrees in the x and y axis, so if it is going to print an overhang, tilt the printer for that segment a bit so the existing material would be more directly underneath it, and then do a quick #hashtagyolo2myboiz and make a million dollars. ez peezy, yoloeezy. amirite. imrite
* Build something cool for class
* Get posted on HaD
* Get only negative reactions. What the hack!?
Cmon people. Those students hacked together something cool for their school project.
They learned a ton of things building this thing.
We aren’t talking elementary kids or even high school kids, this is a public university, the largest university in Switzerland with over 25,000 students. It’s not exactly a “hack” when you have university level funding.
And like I said, I wasn’t trying to trash them, it’s an engineering exercise, and a good one at that, but do we need to keep seeing them on H.A.D. every time someone does one? My point was that H.A.D. has published several of these multi axis machines that can’t do anything outside a lab.
But they ???????? do something outside the lab: they make us drool.
This tilting table seems like an excessively elaborate solution for a relatively rare special case.
With conventional machining, it’s common to use a wide variety of custom clamping fixtures or jigs to support parts while they are being machined. These fixtures and jigs can be reused, and the CNC programs take the fixture and jig dimensions into account to avoid unintentional contact between the tools and the clamping apparatus.
It seems to me that a similar approach would be more generally applicable to 3D printing than a tilting bed.
If slicing and printing software allowed the support structures to be externally supplied, rather than 3D printed along with the model, the support structures could be re-used. In addition to having custom support structures pre-built for a specific purposes, I could imagine having standardized sets of stackable interlocking step blocks and shims, allowing support structures of arbitrary height to be quickly created.
The printing software would just need a reasonably accurate model of the externally supplied supports, so it could avoid crashing the hot end into them.
You save a lot of time moving from a bunch of fixtures on a 3 axis setup to a machine that has 5. A shop I worked at invested 1.3m on a 5 axis CNC that brought a part that took 24 hours of machine time and multiple setups down to 8 hours and one setup. I think the machine time was even lower than that by the time I left.
The question here is, what are they studying at ZHAW? Mechanical Engineering? Industrial Design? Then they are probably done with the project now.
As the article already points out, the real problem lies in the software part or having a simultaneous 6-axis capable controller board (7 if you add the extruder as an axis) and of course the tool/workpiece path generator (slicer seems like the wrong word if you don’t use slices anymore, would you call that a voxelator?). To make software like this, they would probably have to get some folks from the software engineering department involved…
I was just going to comment: these guys probably have no idea how hard it is to support this in software. But you already nailed it :)
I think we need a printer that can automatically flip the print somehow. (I know there are DLP resin printers and others that can do this, but I like the various filaments possible with bed printers.)
You could then print much more complex objects, not just parts that are mostly flat at the base.
https://www.youtube.com/watch?v=qGyiXFGvkqE how about this ?