No matter how easy it is to throw a piece of metal or plastic onto a tool and start making chips, the price of materials does add up. [rawkstar320] has been using machinable wax – a very hard wax that is up to the task of being cut with tools spinning at thousands of RPM – to reduce his material cost, simply remelting every part with a mistake. This wax can be made at home, it turns out, and [rawkstar] is glad to walk us through the process.
The creation of machinable wax begins by melting a few pounds of paraffin wax in a home deep fryer. Machining pure paraffin would gum up the works of just about any machine, so [rawkstar] throws a few plastic polyethylene bags into the already melted wax.
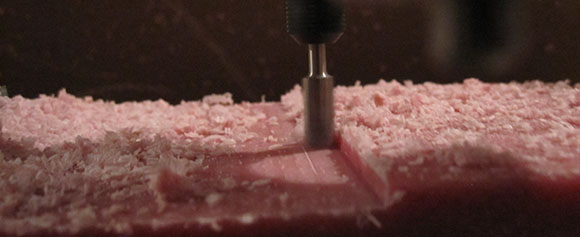
After casting and cooling, these blocks of wax are ready to be surfaced with a tool and milled into any part [rawkstar]’s workshop is capable of. As a bonus, all of the chips produced from this wax can be recycled and melted down again making for a somewhat renewable material that is perfect for prototyping or casting.














Does this bare any close resemblance to dental wax? It seams it would have a nice high melting point and hold it’s shape very well, When melted though does it melt evenly or do you get bits of plastic that don’t melt until a higher temp? Hope this all made sense.
Antimony trioxide powder (can be bought from ebay) is a great heat/flame resist additive for plastics. …but it’s toxic, like lead.
More acutely toxic than lead, and here’s a handy tip for those accidentally poisoning themselves, it will make you smell of garlic, so you’ll know.
What if I normally smell like garlic, because I eat a lot of garlic?
I’ve read about recasting your own wax but people always had problems with the outside cooling quicker than the inside and causing warping.
If you are just going to mill it down does it really matter what the starting shape is?
Could it not cause an air gap in the center of the material?
When you cast a block like this – you leave the top open. Shrinkage will draw from this region. So we generally overfil it so shrinkage doesn’t pull away from the internal surfaces.
You can only get a hollow center if you block the top and rapidly cool the sides. Unlikely for a solid block but probable for a complex mold with thick and thin parts. Which is why an extra reseroir is often put on top to hold excess casting material (wax). The weight of this material also helps to avoid suck ins and cavities.
Nice writeup, machinable wax is mice stuff to mill, much more forgiving than any metal. A few points of concern though: Some sources state that HDPE will not dissolve, while LDPE will. All of them quote a much lower percentage of ldpe, I usually go for something like 5-10%, that is an awful lot of plastic bags if you wish to recycle them.
The author also seems to have some misconceptions about ignition temperature (which is the temperature at which it will hold a flame if ignited, not the temperature at which it will auto ignite) or the degrading effects of melting plastic (so what, basically).
Two things I did not find an answer to: how to store the milling scrap, it takes up a lot of volume if you don’t compress it. What to do about the sawdust that will make its way into the scrap -> next melt (Assuming a MDZ spoil board).
Re: “What to do about the sawdust that will make its way into the scrap” I assume you can just melt it down and pour it through a filter/strainer, otherwise whats the harm in having machinable particulates in your machinable material?
If they are big and harder than your wax, you will have uneven surfaces.
I agree with Erik. It depends on the final product, but I would think that wood fibers would just strengthen the finish product. I know that they make quite a few products that are a mixture of sawdust/chips and plastic resin.
Re: “What to do about the sawdust that will make its way into the scrap”
Enough with the Rube Goldberg logic.
I am a bit late jumping into the melting pot, but why not simply machine yourself a nice spoilboard made of wax, thus eliminating any foreign particulate matter that worries you?
Problem solved!
Does the author use this wax to make molds, or does he use it for lost wax casting?
If for lost wax casting are there any considerations that need to be made when pouring?
The usual use for machinable wax is for a “test part” that you make before milling the actual material. It’s cheap, and you can cut it very fast with little tool wear, so it’s good for testing whether the CNC program actually does what you want it to.
And then you collect up the shavings and toss them and the machined part back into the melting pot to make a new block of wax for the next test run.
can you use it for lost wax casting though? at what temperature does it vaporize?
8 years later, it depends on how precise you want your casting. But even lost-PLA casting works, so i guess lost LDPE will work too. Maybe this won’t work for jewelry/dental aplications, but will for most regular casting.
Cool, I was hoping to find a good recipe for making my own. I’ve been planning on making my own CNC for PCB’s and the like but figured it would only mill wood and softer material due to the size of the steppers I have. And the spindle motor is to be a dremel or RotoZip type.
I had thought of milling foam, but the price and the mess are both a concern.
I’d like to mill it out of wax, Plaster coat it, and the cook out the wax and pour in aluminum. Find the right ratio of Plaster shrinkage when drying to aluminum shrinkage when cooled. And you could keep post-cast milling to a minimum.
I don’t know about a rotozip, but a dremel is a “no-go” for PCB milling, it’s bearings are placed in rubber so it flexes during milling. Check the spindle on http://makeyourbot.wikidot.com/mantis9-1 which is home build, cheaper and much stabler then a dremel.
Do the Dremel flexible extensions have the same problem?
I wouldn’t recommend the extension, but I’ve been milling boards using a mantis style machine and a cheap rotary tool (cheap as in you can feel the bearing slop).
Accuracy has been fine for surface mount components down to TQFP32 ATMEGAs.
Expect the board substrate to eat your milling bits very fast though, unless you’re generating a height map of the board first.
good luck!
The guy who made the instructable isn’t david – it’s this guy: http://jakedrews.com/
if you go on the instructable and to rawkstar’s account, he posts his website on it.
I am [David], I submitted this in the tip line and never got a reply (sad face) I guess they posted it thinking I wrote it. I did not and I take no claim that I did. It’s funny cause I ran acorss this the second I was adding machinable wax onto my amazon wishlist.
No harm to foul. :-)
Thanks for submitting my writeup to hackaday, I had like, 10,000 views in less than 24 hours of posting it!
And I recommend checking into machinablewax.com if you want to purchase, they seem to have better prices than amazon.
Awesome, Thanks for the tip! Looks they have free shipping over $50 so my fears of shipping costs are alleviated. I know I can remelt them, but any generic sizes you recommend?
this can reduce costs because probably the biggest cost to machining is having to machine a new piece of material each time after you tweaked the program and the trial and error adds up.
the wax can allow you to trial and error until you get the program perfected to make it in metal.
then all you have to do is melt the wax down to make a new block for the next project.
however there is still labor and use of the hardware that costs but you can save in material costs
The writer of the article is actually Myself, Jake (see rawkstar320’s profile: http://www.instructables.com/member/rawkstar320/)
The HDPE and LDPE both dissolve quite well, but HDPE does not dissolve as well due to its higher molecular weight and higher melting temperature. The final product is very hard, and *COULD* be carved by hand, although it is a little brittle for that particular use. The flash point is wax is probably a little higher than 400*, my point was that wax doesnt burn and ignite like wood, it simply goes from liquid to fire instantaneously – which is dangerous.
To store the chips, I just use a bucket. It will take up more space obviously, but its not that big of a deal. I don’t recommend using chips that have sawdust in them, as it will change the consistency of the material, and make it weaker. It also wont hold as smooth of a surface.
I use the wax to cut out prototypes, or cut molds that will be cast with resin. You could probably use the wax in lost wax casting if you had the right equipment.
I use a Dremel 4000 to do all my machining, it has ball bearings and gets me fairly close in tolorances. Not perfect, but I can do +/- 0.005″.
Jake
Hi, Thank you for sharing your knowledge.
Do you know by any chance how we could make machinable paraffin wax with the a 65 ‘C melting point?
Another option would be to cast a block of polyurethane. It’s expensive, but the final result should be sublime :)
I could swear there was a crystal clear potting someone did. I could not find it, but I did find a pretty nice example:
http://lcamtuf.coredump.cx/geiger/
It’s a mood lamp that changes color based on background radiation, complete with a cast polyurethane casing. The polyurethane was not machined but it shows how nice an uncolored polyurethane case can be.
Would you please give us lots of detail on what you suggest? In my experience, urethane is very difficult to machine, because it is so rubbery and so abrasion-resistant. I’ve done it, but it was the opposite of easy-to-machine.
I can’t find a reference to it, but in an Australian miniature steam magazine I recently saw an article on wax/metal mixes for millable prototype castings.
I see that stuff has some interesting properties for hacks:
“…a certain type (with the right melting point) of wax is infused in the drywall during manufacture so that, when installed, it melts during the day, absorbing heat, and solidifies again at night, releasing the heat. Paraffin wax phase change cooling coupled with retractable radiators was used to cool the electronics of the Lunar Rover. Wax expands considerably when it melts and this allows its use in wax thermostatic element thermostats for industrial, domestic and, particularly, automobile purpose…”
The Idle Air Control (IAC) valve in my old Suzuki, had a “wax pellet” in it that would control the amount of air bypassing the throttle once the engine (and pellet) warmed up.
I was always confused about this until reading these HaD comments, as I was unaware of the existence of a “hard” wax. I just thought wax would melt and then gunk up the works. If an IAC does go bad, it can be an expensive replacement…
This is an interesting hack. Has anyone tried other types of plastic?
Polystyrene?
Polyester?
Polyvinyl Chloride?
PVC?
ABS?
Polystyrol?
I do NOT recommend using other types of plastics, LDPE and HDPE are usually fairly pure and contain few (if any) additives. PVC and other can have additives that once heated, and extremely dangerous.
I second this completely…
Not trying to be an a$$ here: Please remember that even if plastic can look “melty” and not even molten doesn’t mean there’s no off-gassing… This can be a serious health risk!
PVC(Polyvinyl Chloride), for one, is caustic when used in molding machines under normal circumstances. That cannot be good for the lungs at all.
PS(polystyrene) and HDPE and LDPE(High and Low Density Poly Ethylene) are very clean (assuming your feedstock has no labels, ink, etc). They also are very easy to reuse again and again and again.
I know this from lots of experience with industrial injection molding machines. I build, design, and sample molds for a trade.
(Also, my desk at work is 20ft from a machine currently processing PS!)
The speeds specified for milling MW are up in the 12-15K range. My mill and most mills don’t go that high. Will a mill turning at say 3000 RPM be effective in milling wax?
I wonder if this could also work with PLA? I’m also 3D printing and got plenty of PLA scraps over here. Before I start experimenting, any thoughts on this? Could create an eco friendly wax.